ных самостоятельными приводами и установленных на формующем канале 7, обогревателей 8 и охладителей 9.
Устройство работает следующим образом.
Порошок полимера подают из бункера 3 через открытую задвижку 4 в формующий канал 7 для продольной подпрессовки инструментом 1. Перед предварительной подпрессовкой при движении инструмента 1 вправо задвижка закрывается. При этом начинается уплотнение материала, а ступенчатый инструмент 5 занимает крайнее верхнее положение. По окончании уплотнения материала инструмент 1 останавливается и включается привод для перемещения вниз ступенчатого инструмента 5.
В этот момент рабочий орган фрикционного узла 6 замыкания занимает предельное нижнее положение. В крайнем нижнем положении ступенчатый инструмент 5 останавливается, а инструмент 1 начинает двигаться влево. В это время открывается задвижка 4 и происходит очередная запитка порощком формующего канала 7. После запитки инструмент начинает двигаться вправо и происходит уплотнение материала. После уплотнения до заданной величины ступенчатый инструмент 5 поднимается вверх. Одновременно снимается усилие на силовом органе узла 6 и устанавливается минимальный зазор между рабочим органом и отпрессованной заготовкой 2. После этого инструмент 1, перемещаясь вправо, передвигает уплотненный материал вправо на длине последней ступени инструмента 3. Такая последовательность позволяет постепенно увеличивать степень сжатия материала ступенчатым инструментом 5 при одном и том же ходе последнего.
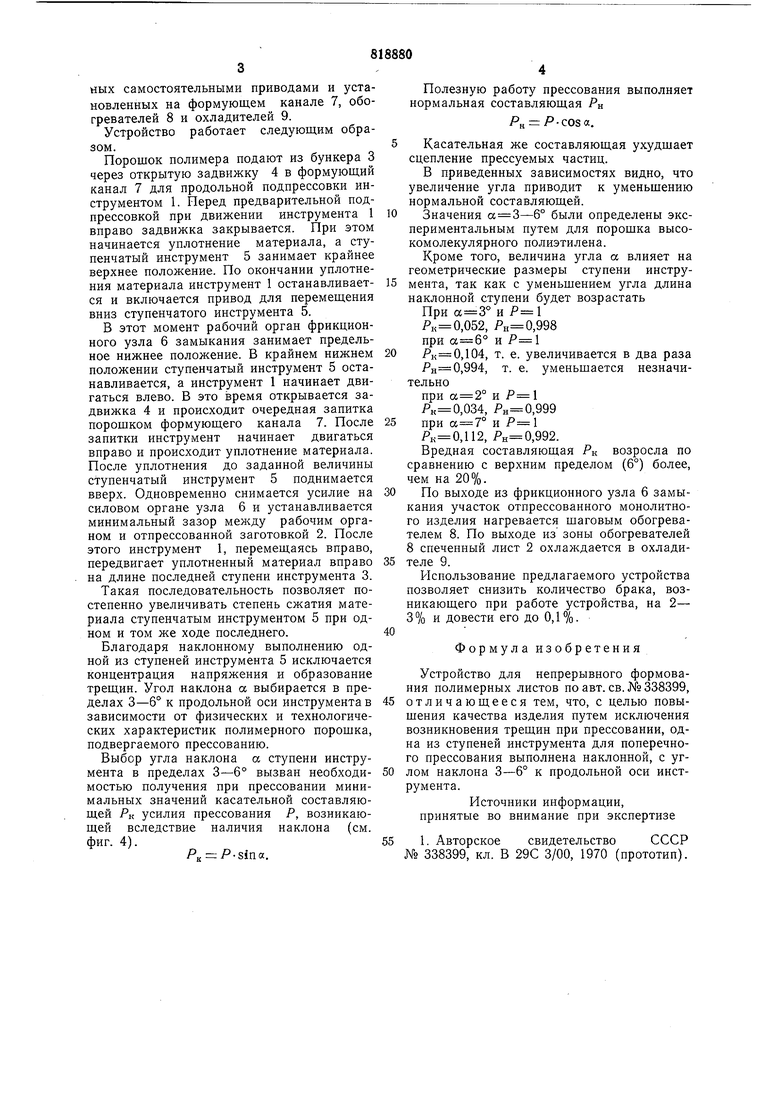
Благодаря наклонному выполнению одной из ступеней инструмента 5 исключается концентрация напряжения и образование трещин. Угол наклона а выбирается в пределах 3-6° к продольной оси инструмента в зависимости от физических и технологических характеристик полимерного порощка, подвергаемого прессованию.
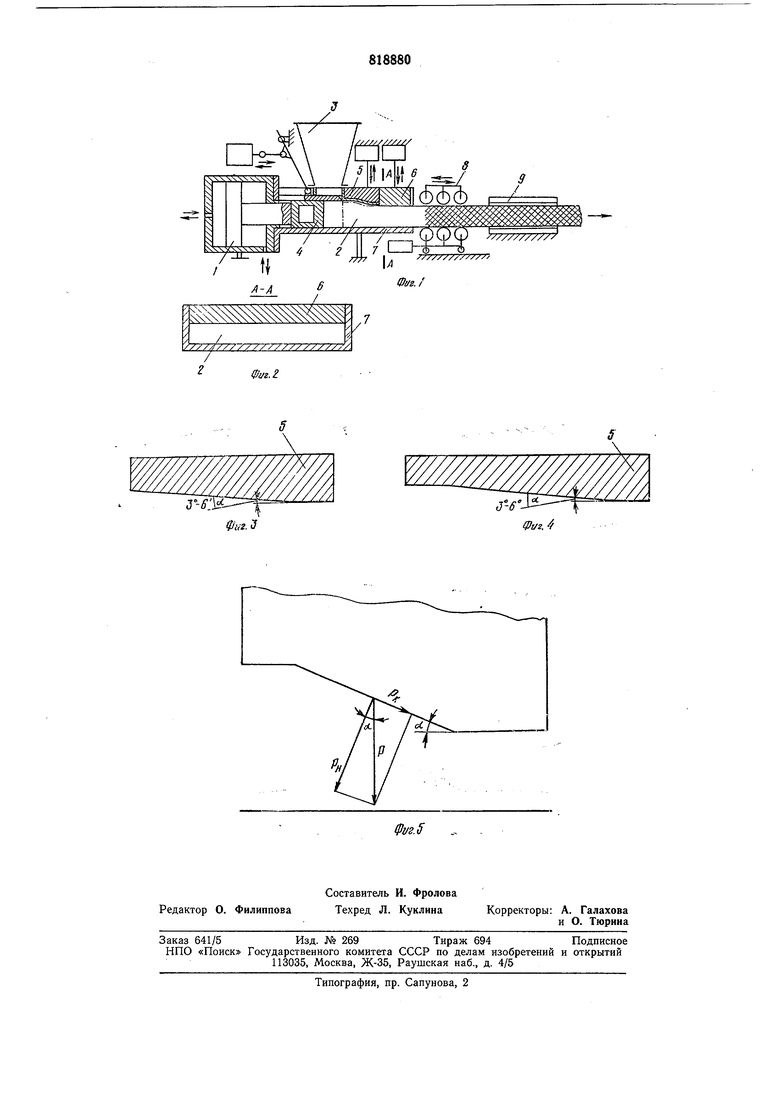
Выбор угла наклона а ступени инструмента в пределах 3-6° вызван необходимостью получения при прессовании минимальных значений касательной составляющей РК усилия прессования Р, возникающей вследствие наличия наклона (см. фиг. 4).
P -P-sina.
Полезную работу прессования выполняет нормальная составляющая Ян
Я„ Я cos а.
5 Касательная же составляющая ухудшает сцепление прессуемых частиц.
В приведенных зависимостях видно, что увеличение угла приводит к уменьшению нормальной составляющей. 10 Значения были определены экспериментальным путем для порошка высокомолекулярного полиэтилена.
Кроме того, величина угла а влияет на геометрические размеры ступени инстру15 мента, так как с уменьшением угла длина наклонной ступени будет возрастать При и ,052, ,998 при и
0 ,104, т. е. увеличивается в два раза ,994, т. е. уменьшается незначительно
при и ,034, ,999 5 при и
,112, РН 0,992. Вредная составляющая РК возросла по сравнению с верхним пределом (6°) более, чем на 20%.
0 По выходе из фрикционного узла 6 замыкания участок отпрессованного монолитного изделия нагревается шаговым обогревателем 8. По выходе из зоны обогревателей 8 спеченный лист 2 охлаждается в охладителе 9.
Использование предлагаемого устройства позволяет снизить количество брака, возникающего при работе устройства, на 2- 3% и довести его до 0,1%. 0
Формула изобретения
Устройство для непрерывного формования полимерных листов по авт. св. № 338399, 5 отличающееся тем, что, с целью повышения качества изделия путем исключения возникновения трещин при прессовании, одна из ступеней инструмента для поперечного прессования выполнена наклонной, с уг0 лом наклона 3-6° к продольной оси инструмента.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 338399, кл. В 29С 3/00, 1970 (прототип).
;ч
///77 j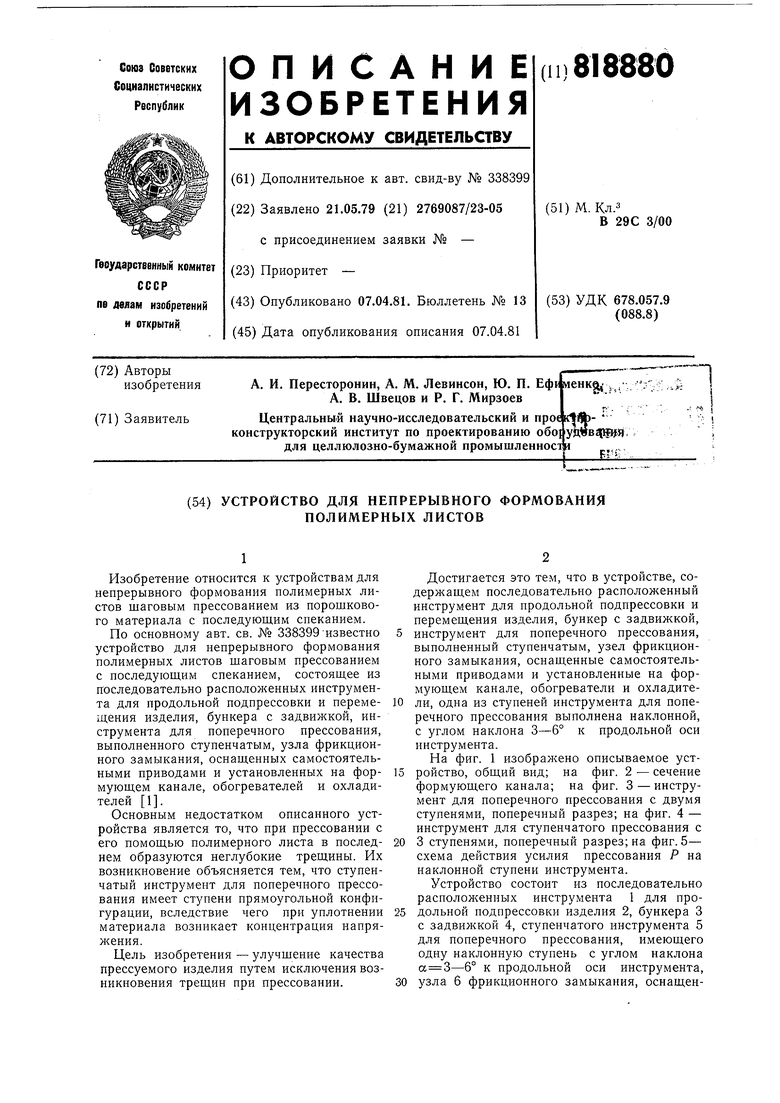
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для НЕПРЕРЫВНОГО ФОРМОВАНИЯ ПОЛИМЕРНЫХ ЛИСТОВ | 1972 |
|
SU338399A1 |
| Устройство для непрерывного формования изделий из порошкообразных полимеров | 1982 |
|
SU1047715A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1990 |
|
SU1804022A1 |
| Устройство для непрерывного формования изделий из порошкообразных полимеров | 1986 |
|
SU1423410A1 |
| Пресс для изготовления искусственных камней | 1938 |
|
SU59642A1 |
| Способ непрерывного полусухого прессования керамических изделий и устройство для его осуществления | 1991 |
|
SU1838101A3 |
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЯ СТУПЕНЧАТОЙ ФОРМЫ ИЗ ТРУБЧАТОЙ ЗАГОТОВКИ ЦЕЛЛЮЛОЗНО-ПИРОКСИЛИНОВОГО ПОЛОТНА, ПРОПИТАННОГО ТРОТИЛОМ, И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2126321C1 |
| Линия производства древесных панелей | 1987 |
|
SU1541058A1 |
| Устройство для экструдирования изделий из металлических порошков | 1985 |
|
SU1276439A1 |
| Установка для прессования металлических порошков | 1983 |
|
SU1122421A1 |
дЧ
фуг. 4
