Предлагаемая машина позволяет механизировать сборку и расклепку пустотель х закленок, состоящих из головки и ножки, что повышает производите,лы1ость трусца и улучinacT качество скрен,; яемых этими заклепками изделий папример, кожгалаитерейных.
Магнииа выполнена в виде монтироваииых иа станине бункеров для головок и ножек заклепок и механизмов д.;1я их выталкивания из бункеров, подачи к месту сборки заклепок н скрепления деталей изделий.
Механизм для подачи головок выполнен в виде вертикального штока, coBepHiaioincro возвратно-поступательное двнжеине от главного ва,:ia посредством коромысла и снабженного панговым зажимом, автоматически захватыБаюн1,им головку.
Механизм для подачи пожек выполнен в виде горизонтального ползуна, соверн1аю дего возвратно-поступательпое движение от к лачка, получаюшего вращение от главного вала мащины.
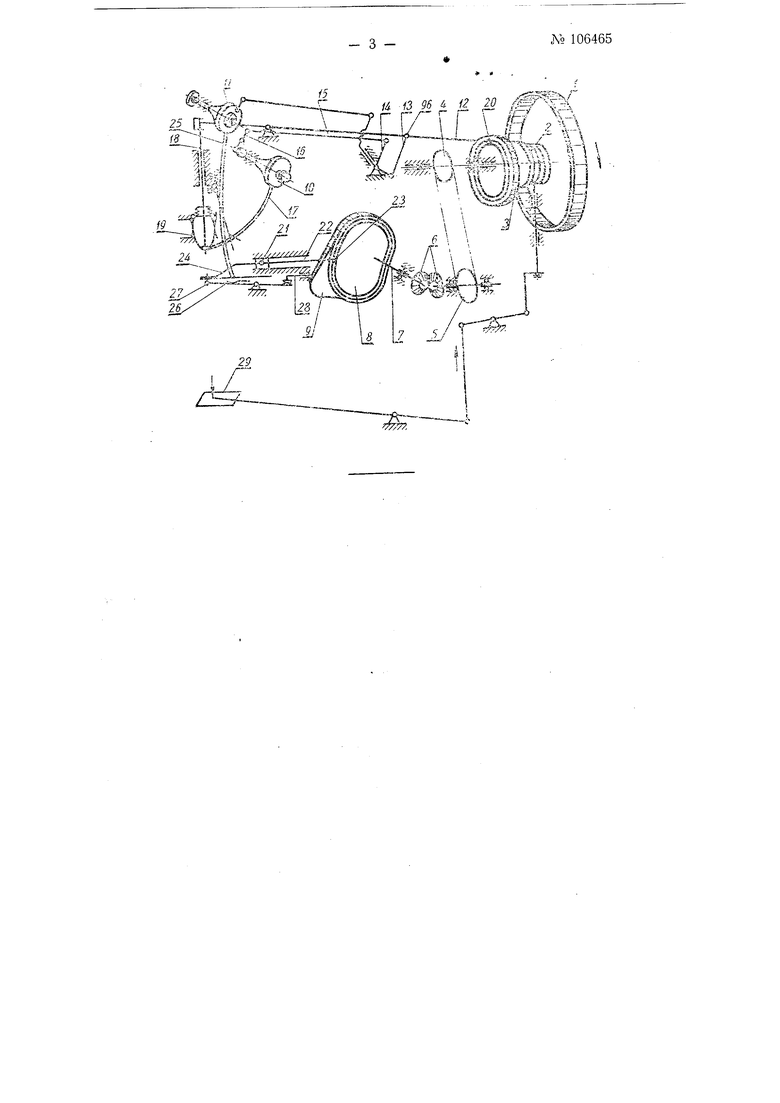
На чертеже нзображёпа кинематическая схема машины.
приводится в действие от дви ателя, передающего движение через ремепную передачу маховичку /, С11дяи;ему на главном валу машины вместе с муфтой 2 включения, эксце ггрнком 3 и звездочкой 4, сообщающей движение через звездочку 5, коническую шестеренчатую передачу 6 и вал 7 эксцентрику 8 и кулачку 9.
Экецеитрик 3 неред,ает движение механизму выталкивания головок заклепок из бункера 10, механизму выталкива1п- Я ножек заклепок из бункера // н механизму подачи головок к месту сборки заклепок.
Механизм выталкивания головок заклепок из бункера 10 нривод1ггся в действие через коромысло /2 и систему рычагов 13, 14, 15, 16. Из бункера 10 головки по направляюпдему кана.пу 17 подаются к месту сборки заклепок.
Механизм подачи головок заклепок к месту сборки заклепок состоит из вертикального штока 18, несуiJtero на- .(Аце цанговый зажим /.9д.пя головок заклепок и гlp ffioДй: fo o в возвратнопоступателыюе.- -fliiH geiine коромыслом 12, конец которого снабжен роликом 20, расположенным в пазу эксцентрика 3.
Подача ножки закленки к месту сборки 1 скреп.тения деталей изделия производится механизмом, состоящим из горизонтального ползуна 21, П1ТОК 22 которого снабжен роликом 23, перемещающимся в пазу эксцентрика 8. При вращении цоследиего ползун 21 совершает возвратпо-поступательное движение к толкателям 24, перемещаег ножку за1С1епки из соедйиенпого с бупке-ром // канала 25 к месту сборки. Этот механизм работает сипхроино с укрепле П1ьгм на конце рычага 26 держателем 27 ножки, который получает вертикальное перемещение от ку.тачка 9 через ползунок 28.
Механизированная сборка, расклепка пустотелых закленок и скрепление ими деталей изделий происходи следуюн1.им образом.
Скрепляемые детали изделий устанавливают в рабочей зоне, т. е. в месте еборки заклепок под цанговым зажимом 19 пад держателем 27 ножки заклепки, и нажимают на педа.ть 29, которая включает муфту 2 сцепления.
Процессы сборки заклепки и скреп.яение деталей изделий осуществляется за один оборот главного вала манп-1ны.
При опускании HJTOKa 18 губки цангового зажима захватывают из канала /7 головку заклепки, а ползун 21 леремен;ает ножку заклепки из капала 25 под цанговый зажим 19, причем держатель 27, поднимаясь, заход.нт в отверстие ножки, фиксируя ее в рабочем положении.
При дальнейшем опускании И1тока 18 1оловка насажрнзается на ножку, и происходит их склепывание, причем ножка проходит через заранее прорубленные отверстия в деталях изделия.
После подъема нггока 18 вместе с цанговым зажимом детали изделия перемещают на определенное расстоянне, располагая следующие прорубленные в них отверстия под цанговым зажимом, и нроцесс сборки заклепки и скрепления деталей повторяют.
Предмет изобретения
1. Маплина для скрепления деталей, например, кожгалаитерейных изделий, пустотелыми заклейками, состоянхнми из головки н ножки, о т л н ч а К) 1Ц а я с я тем, что, с целью механизации процесса, увеличения производительности труда и улучшения качеслчза изделий, она выполнена в виде монтированных на станине бункеров для 1Юловок и ножек и механизмов д.чя их выталкивания из бункеров, подачи к месту еборки заклепки и скрепления деталей изделий.
2.Форма выполнения машины по п. 1, о т jt и ч а ю HI, а я с я тем,, что механизм д.пя подачи головки выполнен в виде вертикально1о иггока, совер 1аюнлего возвратно-ностунательное движение от главного вала посредством коромысла и снабженного цанговым зажимом, автоматически захватываю1цим головку.
3.Форма выполнения ман1ины по пи. 1 и 2. о т .:i и ч а ю HI а я с я тем, что механизм для подачи ножки выполнен в внде горизонтального, ползуна, соверщаюп1его возвратнопоступательное движение от кулачка, получаюп1,его вран1ение от главного вала ManjHHbL