Изобретение относится к литейному производству и может быть использовано для получения качественных стальных отливок сложной конфигурации путем модифицирования и микролегирования их.
Цель изобретения - выравнивание скорости кристаллизации расплава при последовательном заполнении полостей под различные по объему тепловые узлы отливки и снижение уровня тре- щииообразования.
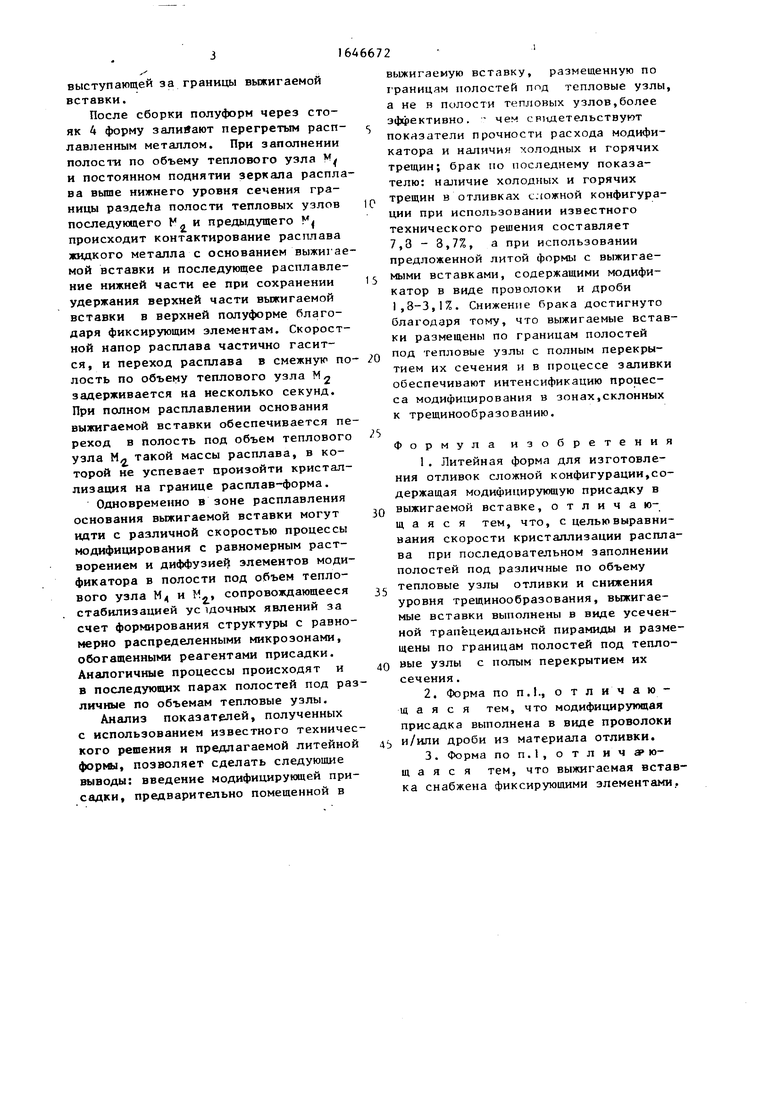
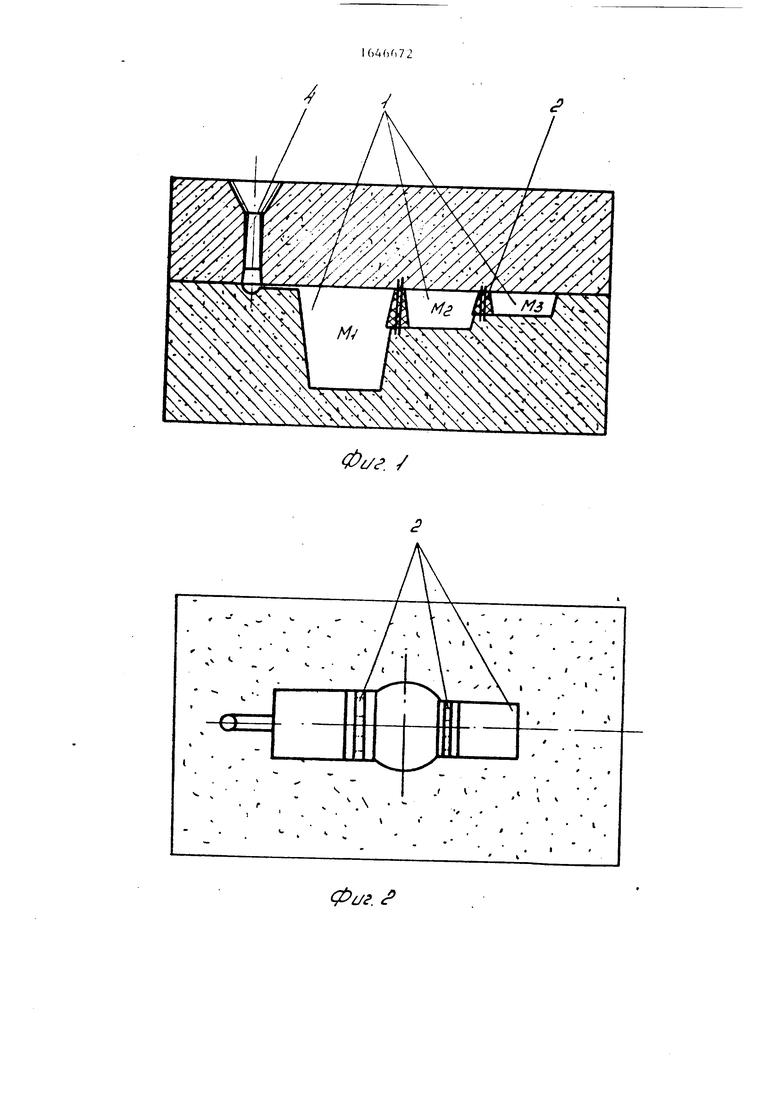
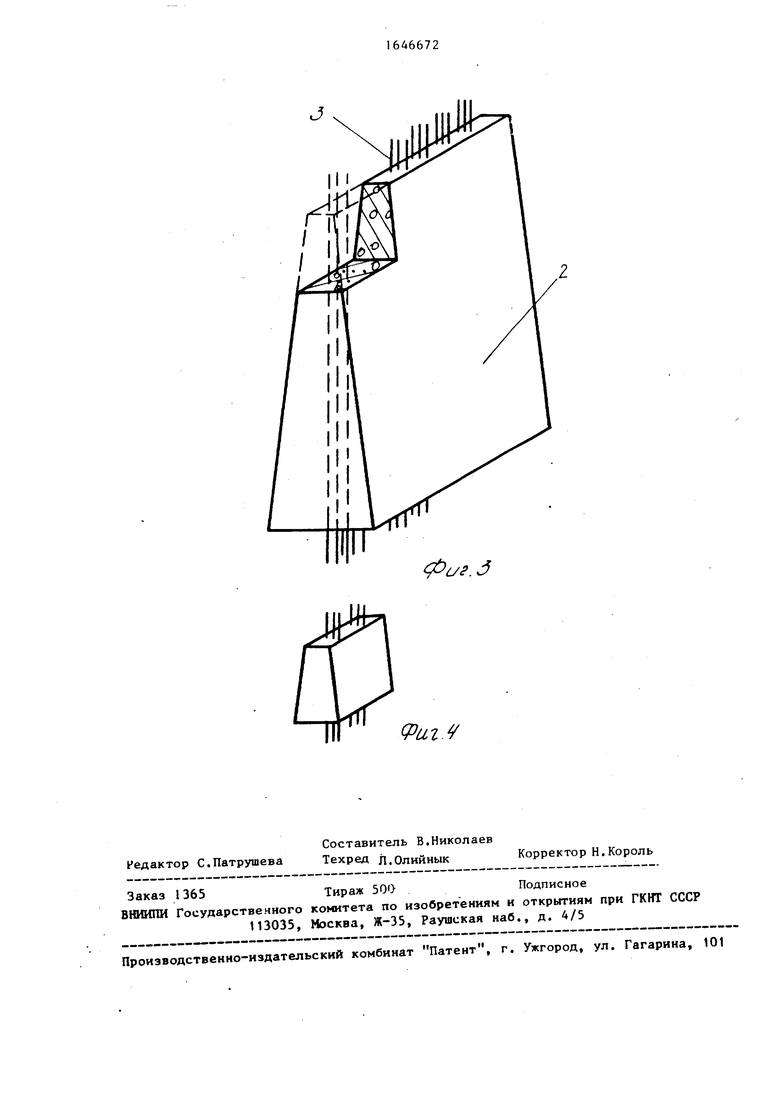
На фиг.1 схематически изображено размещение выжигаемой вставки,содержащей модифицирующую присадку, на границе полостей под различные по объему тепловые узлы отливки; на фиг.2 нижняя полуформа с установленными по границам полостей под тепловые узлы выжигаемыми вставками,вид сверху; на фиг.З и 4 - варианты выполнения выжигаемых вставок.
По границам полостей 1 под различные по объему тепловые узлы отливки в литейную форму устанавливают выжигаемые вставки 2, содержащие модифицирующую присадку в виде проволоки и дроби из материала расплава.Выжигаемая вставка выполнена в виде усеченной трапецеидальной пирамиды из вспененного пенополистирола и снабжена фиксирующими элементами 3 ее положения. Фиксирующим элементом явля- ется модификатор в виде проволоки,
S
О 0
1
1C
выступающей за границы выжигаемой вставки.
После сборки полуформ через стояк 4 форму заливают перегретым расп- лавленным металлом. При заполнении полости по объему теплового узла v и постоянном поднятии зеркала расплава выше нижнего уровня сечения границы раздела полости тепловых узлов последующего М- и предыдущего М происходит контактирование расплава жидкого металла с основанием выжигаемой вставки и последующее расплавление нижней части ее при сохранении удержания верхней части выжигаемой вставки в верхней полуформе благодаря фиксирующим элементам. Скоростной напор расплава частично гасится, и переход расплава в смежную по лость по объему теплового узла М2 задерживается на несколько секунд. При полном расплавлении основания выжигаемой вставки обеспечивается переход в полость под объем теплового узла Мл такой массы расплава, в которой не успевает произойти кристаллизация на границе расплав-форма.
Одновременно в зоне расплавления основания выжигаемой вставки могут идти с различной скоростью процессы модифицирования с равномерным растворением и диффузией элементов модификатора в полости под объем теплового узла М,, и М, сопровождающееся стабилизацией ус щочных явлений за счет формирования структуры с равномерно распределенными микроэонами, обогащенными реагентами присадки. Аналогичные процессы происходят и в последующих парах полостей под различные по объемам тепловые узлы.
Анализ показателей, полученных с использованием известного технического решения и предлагаемой литейной формы, позволяет сделать следующие выводы: введение модифицирующей присадки, предварительно помещенной в
5 0
0 5 0
Ь
выжигаемую вставку, размещенную по границам полостей под тепловые узлы, а не в полости тепловых узлов,более эффективно. - чем свидетельствуют показатели прочности расхода модификатора и наличия холодных и горячих трещин; брак по последнему показателю: наличие холодных и горячих трещин в отливках сложной конфигурации при использовании известного технического решения составляет 7,3-3,7%, а при использовании предложенной литой формы с выжигаемыми вставками, содержащими модификатор в виде проволоки и дроби 1,8-3,1%. Снижение брака достигнуто благодаря тому, что выжигаемые вставки размещены по границам полостей под тепловые узлы с полным перекрытием их сечения и в процессе заливки обеспечивают интенсификацию процесса модифицирования в зонах,склонных к трещинообразованию.
Формула изобретения
1.Литейная форма для изготовления отливок сложной конфигурации,содержащая модифицирующую присадку в выжигаемой вставке, отличающаяся тем, что, с целью выравнивания скорости кристаллизации расплава при последовательном заполнении полостей под различные по объему тепловые узлы отливки и снижения уровня трещинообразования, выжигаемые вставки выполнены в виде усеченной трапецеидальной пирамиды и размещены по границам полостей под тепловые узлы с полым перекрытием их сечения.
2.Форма по п.., отличающаяся тем, что модифицирующая присадка выполнена в виде проволоки и/или дроби из материала отливки.
3.Форма по п.1, о тл ич ар ющ а я с я тем, что выжигаемая вставка снабжена фиксирующими элементами,
«
ч,
Ј
J
Фиг.З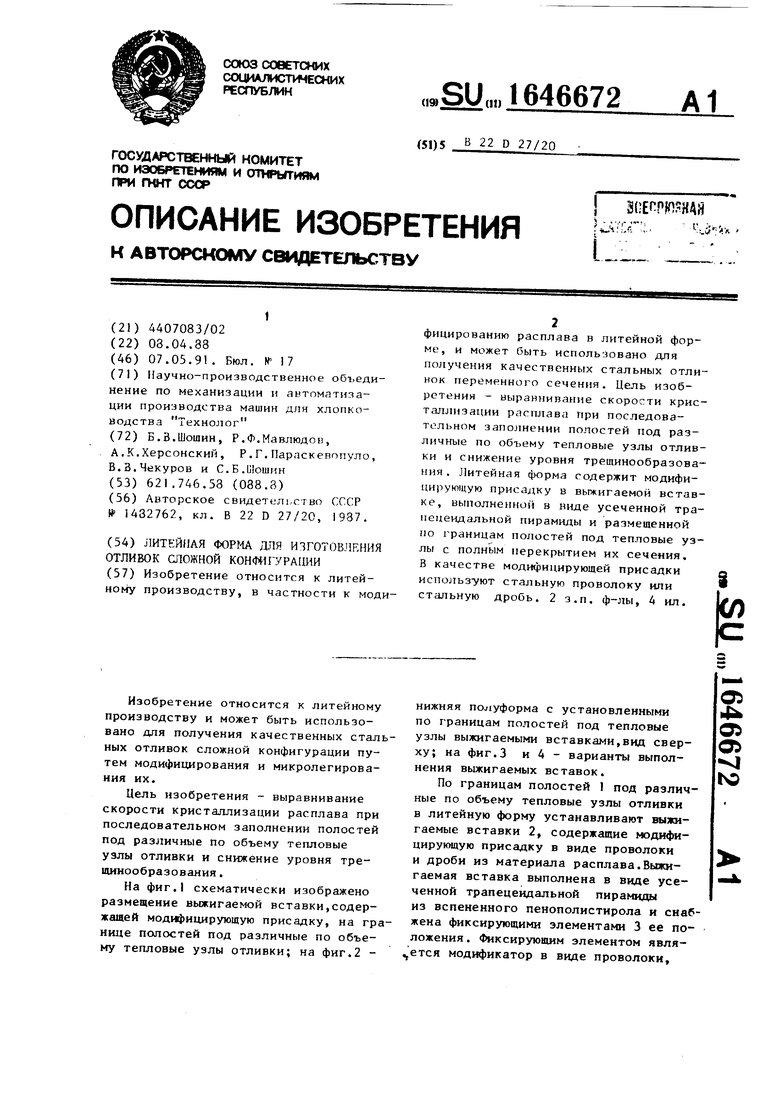
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2012 |
|
RU2510306C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2011 |
|
RU2440214C1 |
| Вставка для модифицирования и микролегирования | 1981 |
|
SU1065081A1 |
| Способ изготовления отливок в литейных формах по постоянным моделям | 1982 |
|
SU1066723A1 |
| Литниковая система для внутриформенного модифицирования чугуна | 1982 |
|
SU1057167A1 |
| Модифицирующая смесь и конструкция литой модифицирующей присадки для внутриформенной обработки высокопрочного чугуна | 1983 |
|
SU1144763A1 |
| Литниковая система для модифицирования чугуна в литейной форме | 1990 |
|
SU1743686A1 |
| Кокильный станок | 1978 |
|
SU778921A1 |
| Способ модифицирования чугуна в литейной форме | 1985 |
|
SU1320015A1 |
| Способ модифицирования алюминия и его сплавов | 2017 |
|
RU2674553C1 |
Изобретение относится к литейному производству, в частности к модифицированию расплава в литейной форме, и может быть использовано для получения качественных стальных отли- нок переменного сечения. Цель изобретения - выравнивание скорости кристаллизации расплава При последовательном заполнении полостей иод различные по объему тепловые узлы отливки и снижение уровня трещинообразова- ния. Литейная форма содержит модифицирующую присадку в выжигаемой вставке, выполненной в виде усеченной трапецеидальной пирамиды и размещенной по границам полостей под тепловые узлы с полным перекрытием их сечения. В качестве модифицирующей присадки используют стальную проволоку или стальную дробь. 2 з.п. ф-лы, 4 ил. 1В
Фиг У
| Ключевой элемент | 1987 |
|
SU1432762A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
