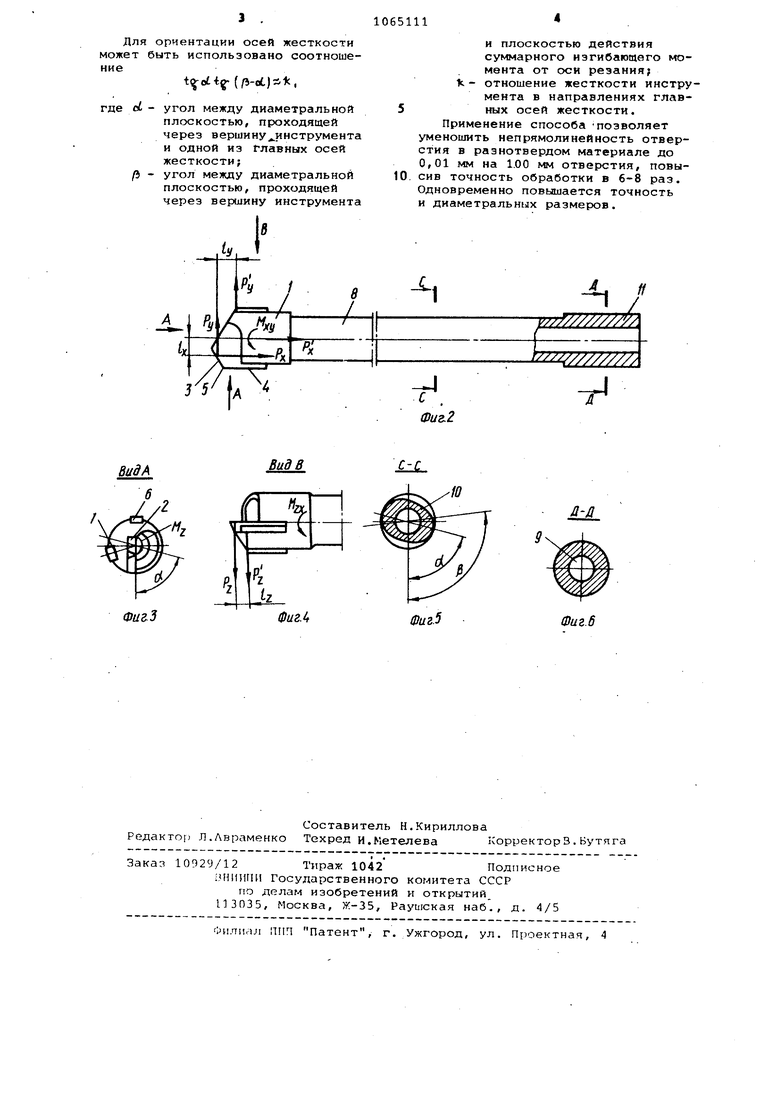
Изобретение относитОя к металло обработке, а именно к обработке металлов резанием, и может быть использовано при чистовой обработке цилиндрических поверхностей. Известен способ адаптивной под наладки инструмента при обработке цилиндрических поверхностей путем создания отрицательной податливости в радиальном направлении. При реализации способа силы прикладывают к инструменту так, что под де ствием тангенциальной силы резания происходит смещение инструмента в плоскости действия радиальной силы путем преобразования тангенци альных упругих перемещений в радиальные. Устройство, реализующее да ный способ, содержит упруго установленную державку с резцовойголовкой и копир-кулачок, преобразую щий тангенциальное перемещение инструмента в радиальное Однако известный способ характеризуется сложностью, инерционностью, недостаточной точностью. Цель изобретения - повышение точности и расширение технологичес них возможностей способа. Поставленная цель достигается тем, что согласно -способу адаптив ной подналадки к инструменту прик дывают силы так, что под действие тангенциальной силы резания проис ходит прогиб в плоскости действия радиальной силы, а главные оси жесткости инструмента ориентируют его относительно диаметральной, проходящей через вершину инструмента под углом d , определяемым из соотношения t(j-oC-t {p-o6)u-k, где /э угол между диаметральной плоскостью, проходящей через вершину инструмента и плоскостью действия суммарного изгибающего м мента от сил резания; отношение жесткости инструмента в направлениях главных осей жесткости. Суммарный прогиб под действием сил резания направлен перпендикул но диаметральнойплоскости. На фиг. 1 приведена схема, иллюстрирующая способ; на фиг. 2 инструмент, реализующий способ пр обработке глубоких отверстий; на фиг. 3 - вид Л, на фиг. 2; на фиг. 4 - вид В на фиг. 2; на фиг. 5 - сечение С-С на фиг. 2; н фиг. б - сечение Д-Д на фиг. 2. На фиг. 1 приняты следующие усл ные обозначения: 1, II - главные оси жесткости инструмента; Y - диа метральная плоскость, проходящая через вершину инструмента; Z - плоскость ей перпендикулярная; М, - изгибающий момент от сил резания, А - плоскость, в которой он действует; Mj, Мд - изгибающие моменты, приведенные к осям жесткости ; , f - - прогибы в направлении осей жесткости, р - суммарный прогиб. . Инструмент, реализующий способ.состоит из головки 1 сверл а с пластиной 2, имеющей режущее ;3 лезвие и калибрующее 4, образующие при пересечении вершину 5, 6 и 7 направляющие планки. Головка сверла закреплена на стебле 8 с отверстием 9 для отвода стружки. Средняя часть стебля 10 выполнена эллиптической причем одна из осей эллипса, являющаяся осью жесткости, расположена под углом d. к -радиальной плоскости, проходящей через вершину 5. Хвостовик стебля 11 выполнен цилиндрическим., В процессе сверления к режущему лезвию 3 прикладываются силы, приводимые к составляющим P-t( , Р , Р, которые создают момент М,, и Мх2/ изгибающие стебель. Способ осуществляется следующим образом. В процессе обработки цилиндрической поверхности к инструменту прикладываются силы резания, под действием которых державка его изгибается и вершина инструмента отжимается от обрабатываемой поверхности, изменяя размер обработки. Изменение размера происходит вследствие изменения снимаемого припуска под влиянием разнотверности материала и т.п. При этом на размер, оказывает наибольшее влияние прогиб в плоскости VX. Прогиб в плоскости ZX на размер практически не влияет. Если державка инструмента выполнена некруглой и плоскость действия суммарного изгибающего момента К j не совпадает с осью жесткости, имеет место явление несимметричного (косого) изгиба, при котором направление прогиба не совпадает с направлением действия изгибающего момента. Во время обработки к инструменту прикладьшаются силы резания Р и Р у. При этом возникает изгибающий момент М в плос- кости А и происходит прогиб инструмента. Оси жесткости I и И ориентируют относительно плоскости действия момента так, чтобы суммарный прогиб fj. был направлен перпендикулярно диаметральной плоскости, проходящей через вершинуинструмента. При этом, несмотря на наличие силы Р, смещение в плоскости YX отсутствует, так как его компенсирует несимметричный, прогиб под действием сижа Pj,. Точность обработкипов11 шается.
Для ориентации осей жесткости может быть использовано соотношение
t(fotig-(-ot)u1c,
cL - угол между диаметральной плоскостью, проходящей через вершииу инструмента и одной из Главных осей жесткости;
/5 - угол между диаметральной плоскостью, проходящей через вершину инструмента
и плоскостью действия суммарного изгибающего момента от оси резания; V- отношение жесткости инструмента в направлениях главных осей жесткости. Применение способа -позволяет уменошить непрямолинейность отверстия в разнотвердом материале до 0,01 мм на 1.00 мм отверстия, повысив точность обработки в 6-8 раз. Одновременно повышается точность и диаметральных размеров.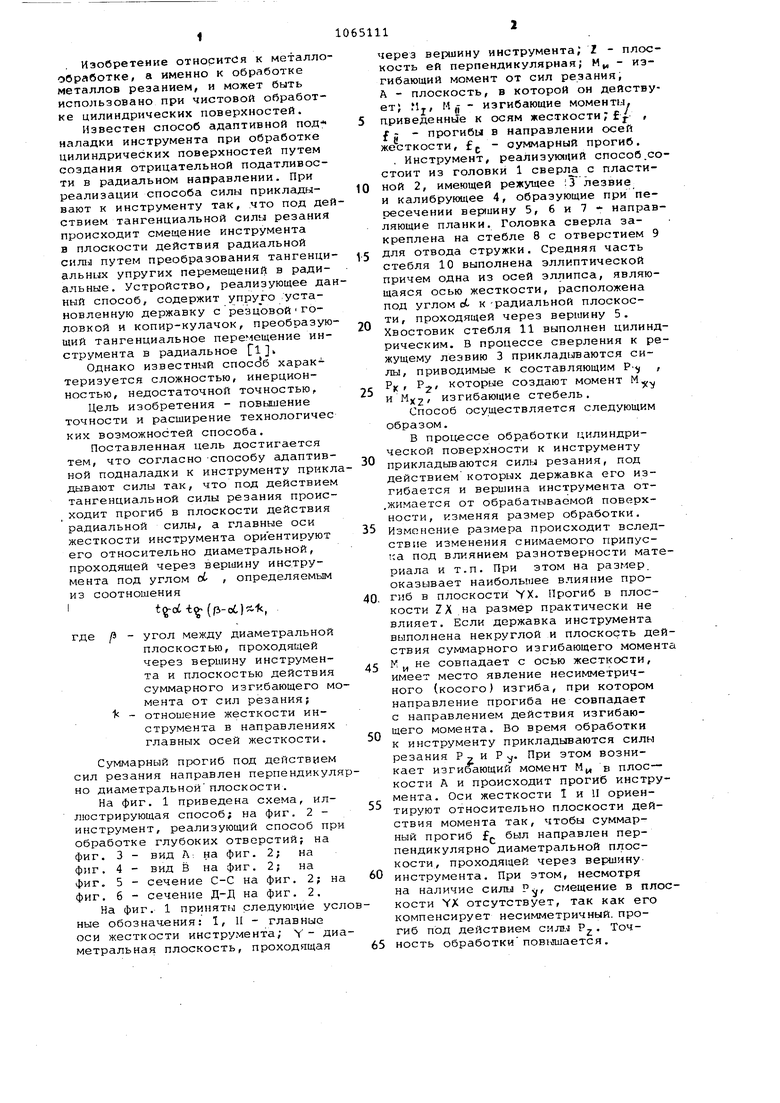
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки сложнопрофильных отверстий и устройство для его осуществления | 1984 |
|
SU1248727A1 |
| Способ обработки некруглых валов и отверстий и устройство для его осуществления | 1991 |
|
SU1827331A1 |
| Устройство "нева" для отрезки детали на токарном станке | 1982 |
|
SU1074660A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2247007C2 |
| Расточной резец | 1990 |
|
SU1738478A1 |
| Динамометрическая фреза | 1983 |
|
SU1152721A1 |
| Способ токарной обработки | 1985 |
|
SU1301562A1 |
| Способ обработки нежестких де-ТАлЕй ТипА ВАлОВ | 1979 |
|
SU852447A1 |
| Борштанга для обработки глубоких отверстий | 1987 |
|
SU1493388A1 |
| Способ комбинированной обработки цилиндрических поверхностей вращения | 1984 |
|
SU1207726A1 |
/гг
-rJ
С Фиг.2
Виде
liL.
1Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Абдулов В.И., Адаптивное устройство пбдналадки инструментов .- Станки и инструменты, 1982, W 2, с | |||
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
