1
Изобретение относится к. обработ™ ке металлов резанием и поверхностным пластическим деформированием и может быть использовано при обработке наружных поверхностей вра1цения деталей машин.
Цель изобретения - повышение точности обработки путем поворота абразивного круга в направлении момента, создаваемого радиальной составляющей силы деформирования относительно оси поворота круга, что исключает выход круга с обрабатываемой поверхности детали при ее упругом
прогибе.
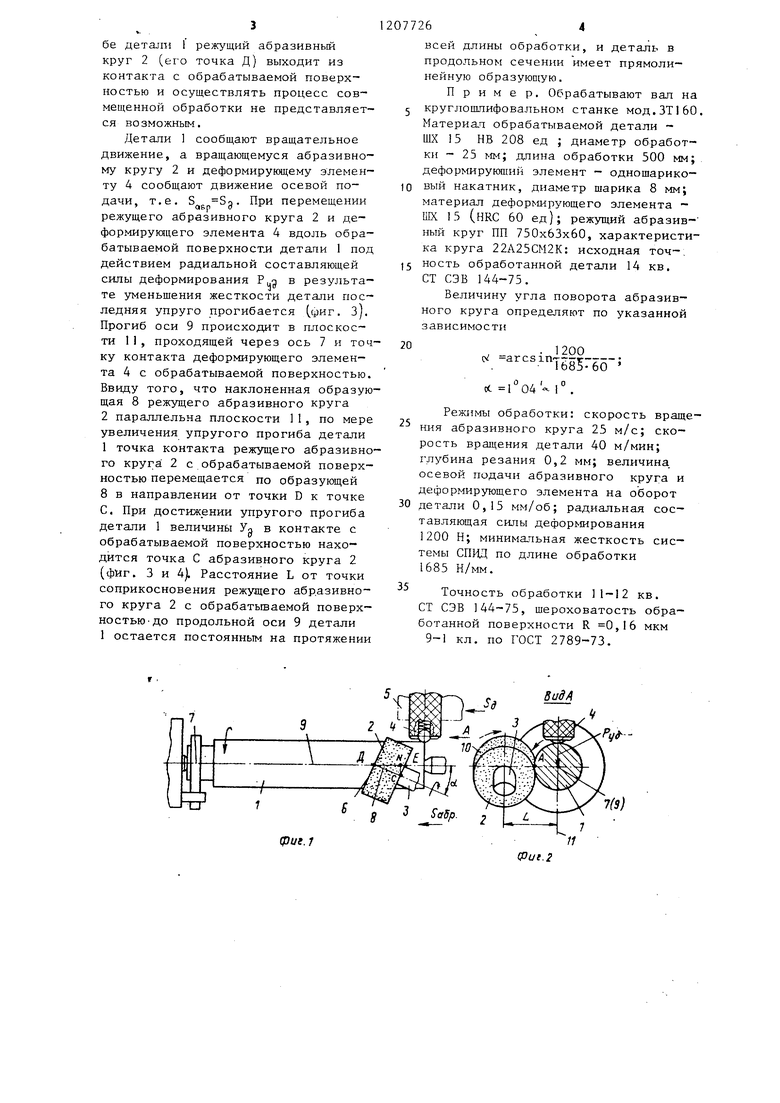
На фиг. 1 изображен предлагаемый способ, начало процесса обработки; на фиг. 2 вид А на фиг. 1; на фиг. 3 - способ при максимальном упругом прогибе продольной оси детали под действием радиальной составляющей силы деформирования; на фиг. 4 - сечение Б-Б на фиг. 3.
Деталь 1 закрепляют в центрах станка, режущий абразивный круг 2 - на шпинделе 3 станка, а деформирующий элемент 4 устанавливают на консольной державке 5, неподвижно закрепленной на бабке станка. Абразивный режущий круг поворачивают на угол об . При этом за ось поворота принимают радиальную ось Д абразив- ного круга 2, проходящую через плос кость его торца 6 и ось 7 центров и расположенную нормально к последней. Такой поворот абразивного круга 2 обеспечивает наклон его образую щей 8 к продольной оси 9 детали 1 (Б начальной стадии обработки, т.е. при отсутствии упругого прогиба дета ли ось 9 совпадает с осью 7) и перемещение точки контакта обрабатываемой поверхности и режущего абразивного круга 2 вдоль образующей 8 в процессе упругого прогиба продольной оси 9-детали 1. Кроме того, обеспечи вается параллельность образующих цилиндрической поверхности 10 абразивного круга 2 плоскости 11, проходящей через точку контакта деформирующего элемента 4 с обрабатываемой поверхностью и ось 7 (фиг. ij/.
Величину угла поворота абразивного круга 2 выбирают из следующих соображений. Чем больше угол поворо та абразивного круга, тем меньше размерная стойкость последнего, так как с увеличением угла поворота уменьшается ширина абразшзного участ
207726 ,1
ка,, гззаимодействующего с обрабатываемой поверхностью. Следовательно, величина угла поворота oi аб.ра- зивного круга 2 должна определять-
5 . ся с учетом максимальной величины
упругого прогиба продольной оси 9
детали 1 под действием радиальной
составляющей силы деформирования.
Рассматривается треугольник ДЕС
10 (фиг. ) в котором CN - перпендикуляр, опущенный с вершины С на сторону ДЕ. Пусть величина отрезка CN равна максимальной величине упругого прогиба продольной оси 9
5 детали 1
.
Максимальную величину упругого прогиба продольной оси 9 детали 1 определяют из соотношения
2 у
УЭ -
- Muh
где Уд максимальная величина упругого прогиба продольной оси детали
25 под действием радиальной составляющей силы деформирования, мм; Р j - радиальная составляюпдая силы деформирования. Н; JAiHH минимальная жесткость системы СПИД по ,алкне
3Q обработкиS определяемая в направлении действия радиальной составляющей силы деформирования, ti/m-i,
Из треугольника ДЕС следует, что
CN
35
51Пс6
DC
но , , J мин
40 где В - ширина абразивного круга, мм.
Отсюда sinot
РуЭ . РмЗ
,или об агсз1пт- --,
ми SJ.o
где (и - величина угла,, на который необходимо осуществить поворот абразивного круга.
Как видно из чертежа на фиг. 1, направление поворота абразивного
круга 2 должно быть выбрано иден- тич:ным направлению момента, создаваемого радиальной составлякяцей силы деформирования относительно радиальной оси Д, проходящей через
плоскость торца 6 круга 2 и ось 7 и расположенной к последней нормально , В противном случае в процессе обработки при упругом прогибе детали 1 режущий абразивный круг 2 (его точка Д) выходит из контакта с обрабатываемой поверхностью и осуществлять процесс совмещенной обработки не представляется возможным.
Детали 1 сообщают вращательное движение, а вращающемуся абразивному кругу 2 и деформирующему элементу 4 сообщают движение осевой подачи, т.е. S Sg. При перемещении режущего абразивного круга 2 и де- формирую1цего элемента 4 вдоль обрабатываемой поверхности детапи 1 под действием радиальной составляющей силы деформирования Рц в результате уменьщения жесткости детали последняя упруго прогибается (,фиг. З). Прогиб оси 9 происходит в плоскости 1 1 , проходящей через ось 7 и точ ку контакта деформирующего элемента 4 с обрабатываемой поверхностью. Ввиду того, что наклоненная образующая 8 режущего абразивного круга 2 параллельна плоскости 11, по мере увеличения упругого прогиба детали 1 точка контакта режущего абразивно го круга 2 с обрабатываемой поверхностью перемещается по образующей 8 в направлении от точки D к точке С. При достижении упругого прогиба детали 1 величины Ул в контакте с обрабатываемой поверхностью находится точка С абразивного круга 2 (фиг. 3 и 4). Расстояние L от точки соприкосновения режущего абр.азивно- го круга 2 с обрабатьтаемой поверхностью-до продольной оси 9 детали 1 остается постоянным на протяжении
207726 4
всей длины обработки, и деталь в продольном сечении имеет прямолинейную образуюп1ую.
Пример. Обрабатывают вал на 5 круглошлифовальном станке мод,ЗТ160. Материал обрабатываемой детали - ШХ 15 НВ 208 ед ; диаметр обработки - 25 мм; длина обработки 500 мм;, деформирующий элемент - одношарико- 10 вый накатник, диаметр шарика 8 мм; материал деформирующего элемента - ШХ 15 (HRC 60 ед); режущий абразив- ный круг ПП 750x63x60, характеристика круга 22А25СМ2К: исходная точ-: 15 ность обработанной детали 14 кв. СТ СЭВ 144-75.
Величину угла поворота абразивного круга определяют по указанной зависимости
20
. 1200 . Тб8ГбОcc l o4 -l
обработки: скорость вращения абразивного круга 25 м/с; скорость вращения детали 40 м/мин; глубина резания 0,2 мм; величина. осевой подачи абразивного круга и деформирующего элемента на оборот 30 детали 0,15 мм/об; радиальная составляющая силы деформирования 1200 Н; минимальная жесткость системы СПИД по длине обработки 1685 Н/мм.
Точность обработки 11-12 кв. СТ СЭВ 144-75, шероховатость обработанной поверхности R 0,16 мкм 9-1 кл. по ГОСТ 2789-73.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ комбинированной обработки резанием и поверхностным пластическим деформированием | 1984 |
|
SU1247249A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2005 |
|
RU2303513C1 |
| КОМБИНИРОВАННЫЙ АЛМАЗНО-АБРАЗИВНО-ВЫГЛАЖИВАЮЩИЙ ИНСТРУМЕНТ | 2005 |
|
RU2303512C1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ ВАЛОВ | 2001 |
|
RU2196663C1 |
| Способ комбинированной обработки резанием и поверхностным пластическим деформированием | 1987 |
|
SU1489961A2 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ВАЛОВ | 2001 |
|
RU2196662C1 |
| Инструмент для совмещенной обработки деталей резанием и поверхностно-пластическим деформированием | 1988 |
|
SU1551525A1 |
| Способ комбинированной обработки шлифованием и поверхностным пластическим деформированием и инструмент для его осуществления | 1985 |
|
SU1279801A1 |
| Способ совмещенной обработки поверхностей резанием и поверхностным пластическим деформированием | 1986 |
|
SU1459901A1 |
| СПОСОБ КОМБИНИРОВАННОЙ КВАЗИПРЕРЫВИСТОЙ ЧИСТОВОЙ ОБРАБОТКИ | 1996 |
|
RU2120368C1 |

фиг.1
ВидА
V-8 Р- 2
(put.2
5-5
fput.3
фиг. Ч
