(Л
4 СО СО 00 00 00
осью симметрии поперечного сечения упругих элементов угол, равный 63 - 74°, а центральный угол кругового сегмента упругого элемента 2 определяется из выражение d-sin cf cos о (A/3 lGI) VoE2G2A,j),rfle центральный угол поперечного сечения упругого элемента; 1 - длина бортштанги; h - расстояние от цен- тра поперечного сечения до вершины лезвия резца; г - радиус наружной поверхности борштанги; с угол между осью симметрии поперечного се чения упругих элементов и линией, проходящей через центр сечения и вершину лезвия резца; GI - жесткость на кручение поперечного сечения борштанги; Е - модуль упругос4933884
вом направлении; G 2 модуль сдвига материала упругих элементов при кручении; А ,j - коэффициент, характеризующий осевое линейное деформирование материала упругих элементов. При резании на резец 3 действует сила Р, которая создает крутящий момент.Крутящий момент за счет армирования уп- 10 РУГих элементов под углами с/ с противоположными знаками и диаметрально противоположным их расположением относительно нейтральной плоскости изгиба приводит к изгибу борштанги в 15 сторону, противоположную изгибу от
силы р. Выбором рациональных геомет- рических параметров и жесткостных хара1 теристик упругих элементов прогиб на конце борштанги доводится до
| название | год | авторы | номер документа |
|---|---|---|---|
| Борштанга для обработки глубоких отверстий | 1989 |
|
SU1688986A1 |
| Борштанга | 1989 |
|
SU1761386A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| Расточной резец | 1990 |
|
SU1738478A1 |
| РЕЗЕЦ | 2011 |
|
RU2443508C1 |
| Способ базирования борштанги | 1990 |
|
SU1818176A1 |
| Способ определения сил на задней поверхности резца и упругой деформации материала заготовки при ее обработке | 1986 |
|
SU1400786A1 |
| Способ прорезки кольцевых канавок | 1984 |
|
SU1199456A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| СПОСОБ УПРАВЛЕНИЯ ТРАЕКТОРИЕЙ СТВОЛА СКВАЖИНЫ (ЕГО ВАРИАНТЫ) | 1991 |
|
RU2006560C1 |
Изобретение относится к обработке металлов резанием и может быть использовано при обработке глубоких точных отверстий. Целью изобретения является повышение точности и производительности обработки за счет снижения прогиба борштанги от сил резания и повышения режимов резания. На корпусе 1 установлены армированные упругие элементы 2 в виде круговых сегментов в поперечном сечении, причем угол φ между направлением арматуры и образующей цилиндрической поверхности упругих элементов в случае, если элемент работает на растяжение, отрицателен, а на сжатие - положителен. Положение вершины резца и упругих элементов выбирается таким образом, что линия, проходящая через вершину резца и центр оправки, образует с осью симметрии поперечного сечения упругих элементов угол, равный 63-74°, а центральный угол кругового сегмента упругого элемента 2 определяется из выражения Α-SINΑCOSΑ=(4/3.LGJK)/(HR4COSψ0E2G2A2), где α - центральный угол поперечного сечения упругого элемента
L - длина бортштанги
H - расстояние от центра поперечного сечения до вершины лезвия резца
R - радиус наружной поверхности бортштанги
ψ0 - угол между осью симметрии поперечного сечения упругих элементов и линией, проходящей через центр сечения и вершину лезвия резца
GJK - жесткость на кручение поперечного сечения борштанги
E2- модуль упругости материала упругих элементов в осевом направлении
G2 - модуль сдвига матеиала упругих элементов при кручении
A2 - коэффициент, характеризующий осевое линейное деформирование материала упругих элементов. При резании на резец 3 действует сила P, которая создает крутящий момент. Крутящий момент за счет армирования упругих элементов под углами *98H с противоположными занками и диаметрально противоположным их расположением окончательно нецтральной плоскости изгиба приводит к изгибу борштанги в сторону, противоположную изгибу от силы P. Выбором рациональных геометрических параметров и жесткостных характеристик упругих элементов прогиб на конце борштанги доводится до нуля. 2 ил.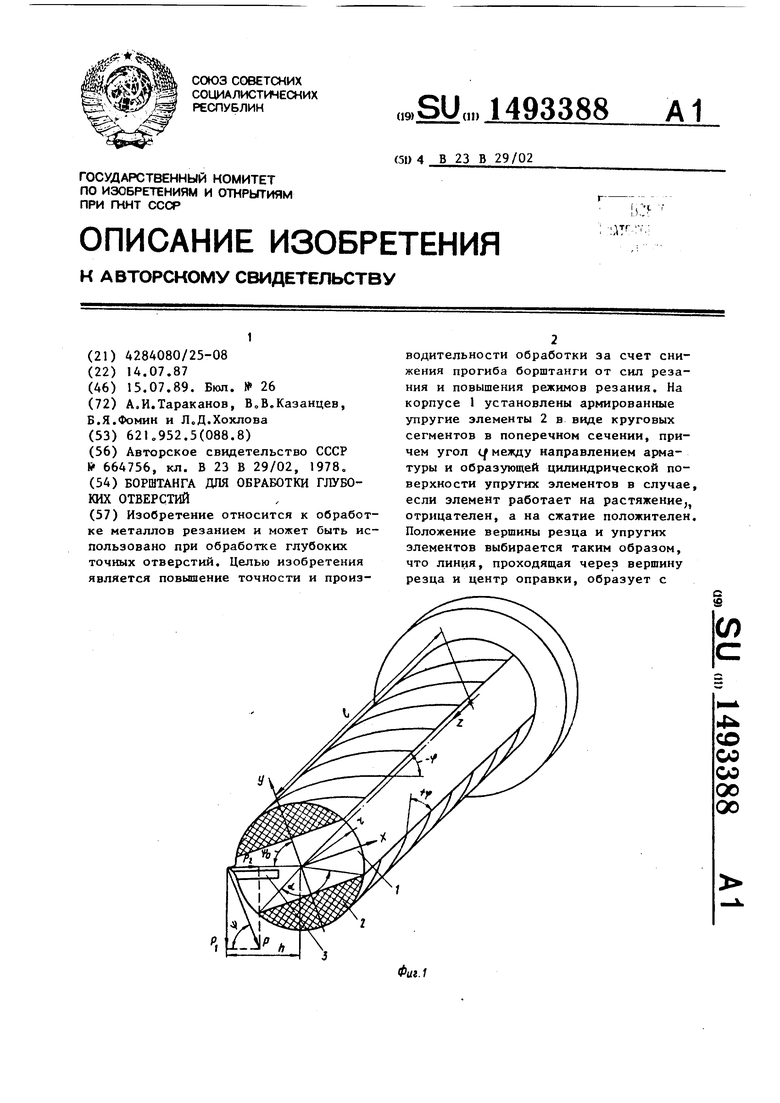
ти материала упругих элементов в осе- 20 нуля, 2 ил.
Изобретение относится к обработке металлов резанием и может быть использовано при обработке глубоких точных отверстий.
Цель изобретения - повышение точ- ности и производительности обработки за счет снижения прогиба борштанги от сил резания и повьш1ения режимов резания.
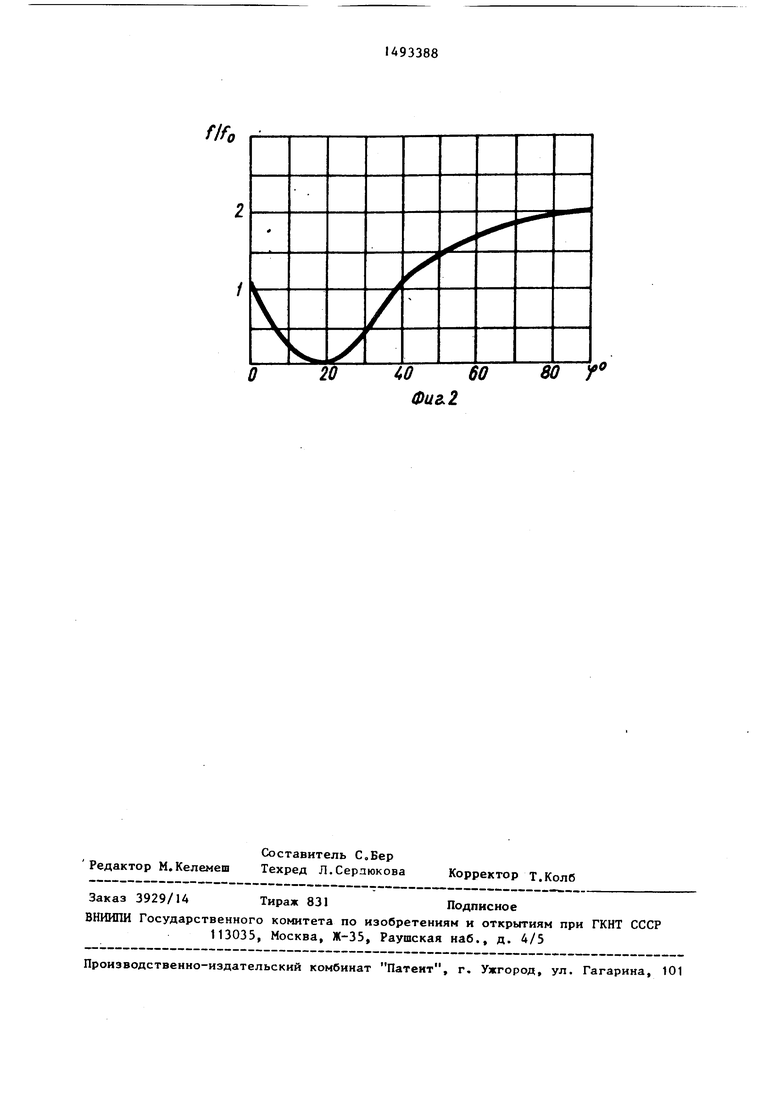
На фиг.1 изображена борштанга, общий вид; на фиг.2 - график зависимости относительного прогиба борштанги при обработке от угла армирования материала упругих элементов.
Борштанга содержит корпус 1, два продольных упругих элемента 2, резец 3, Упругие элементы расположены диаметрально противоположно и выполнены с одинаковыми сечениями из высокомодульного однонаправленного композиционного материала с углом между образующей и направлением армирования 1/ 10-25°, причем для упругого Элемента, работающего на растяжение, этот угол отрицателен, а на сжатие - положителен. Применение высокомодульного композиционного материала имеет -целью повышение изгибной жесткости борштанги, т.е. снижение ее прогиба. Выполнение упругих элементов из материала, армированного под углами с противоположными знаками, позволяет за счет кручения борштанги от сил резания создать изгиб упругих эле0
ментов в сторону, противоположную направлению изгиба от сил резания, что снижает прогиб борштанги. Деформации упругих элементов с учетом 0 взаимодействия с корпусом борштанги определяются по формулам для консольной балки, Тое.
Е EillSl-y + (,)
El G
5 где Р - результирующая сила резания;
M Phcost4 - момент от силы резания; V - угол между результирующей силой и горизонтальной составляющей; h - расстояние от центра поперечного сечения борштанги до вершины лезвия резца;
EI и GI - жесткости поперечного сечения борштанги на изгиб и кручение соответственно;
1 - длина борштанги;
0 . Z - осевая координата с началом в месте заделки борштанги;
у - координата, параллельная напрарлению силы ре- 5заиия;
Е„, упругие характеристики
материала упругих элементов (осевой модуль упругости, модуль сдвига
51
при кручении, коэффициент влияния, характеризующий осевое линейное деформирование от сдвигового нагружения при кручении);
р - радиус-вектор относитель но центра поперечного се чения борштанги.
Для того, чтобы линейные деформации от крутящего момента М (второй член в правой части уравнения (1)) имели характер изгиба необходимо, чтобы они имели разные знаки: минус при у О и плюс при у О, что достигается армированием материала упругих элементов под углами с противоположными знаками.
,Прогиб борштанги на длине 1 равен
f ff 1 j - lEiG. , (2)
Jl у 3EI GI.,E I о о к
где А О
Соотношение (2) получено при ус-- ловиях
;(3)
+ ,I,-b G,IK,, где Е и G , - модули упругости и
сдвига соответственно материала корпуса борштанги;
I и I - момент инерции относительно оси X и полярный момент инерции соответственно поперечного сечения корпуса борштанги.
На фиг.2 приведена зависимость . прогиба от угла армирования. При Lf 10, например , , G ми- нимальноу а Е максимально. Прогиб при If 0 ° определяется из соотношения (2), равен
f л Р 1
3EI
и зависит только от жесткости поперечного сечения борштанги. Упругие элементы не создают изгиба от крутящего момента. Величина прогиба в ,этом случае оказывается выше допустимой.
При 1 10 прогиб составляет 10% от f д (график на фиг„2), Такой же прогиб и при . Минимальное значение прогиба достигается в диапазоне углов ( 10-25 и зависит от геометрических параметров упругих эле933886
ментов и корпуса борштанги, упругих характеристик материалов. При рациональном выборе этих параметров прогиб равен нулю.
При 1/725, например 40, модуль упругости Еу к 2 раза чиже, чем при °. Это снижает жесткость борштанги на изгиб и повышает суммарный про- 10 гиб борштанги в процессе обработки до величины f.
Упругие элементы расположены таким образом, что угол ( между осью симметрии поперечного сечения 15 упругих элементов и линией, проходящей через центр поперечного сечения борштанги и вершину лезвия резца, равен углу - между силой резания Р и ее горизонтальной составляющей.Мо- 20 мент инерции поперечного сечения упругих элементов относительно нейтральной линии изгиба определяется из формулы
II 2 (1 +Fi cos(v-Vo), (4) 25 где I л момент инерции относительно оси, проходящей через центр тяжести поперечного сечения упругого элемента параллельно нейтральной оси; 30 F - площадь поперечного сечения;
р - расстояние от центра поперечного сечения борштанги до центра тяжести попереч- 2g ного сечения упругого элемента .
Максимальный момент инерции упругих элементов и наименьший прогиб борштанги при работе достигается при 40 .
Величина угла у определяется из соотношения
ц; arc tg --
(5)
где Р - горизонтальная составляющая
силы резания; Р - то же, вертикальная, причем
Р.1 (0,3 - 0,5)Р,, (6) а влияние осевой силы на прогиб пренебрежимо мало.
Таким образом, из соотношений (5) и (6) следует
V 63 - 74 В том случае,если угол , т.е. находится вне указанного диапазона, например v 45°, момент инерции на 20% ниже максимального значения, соответственно, прогиб борштанги достигнет значения 0,2 f вместо нулевого при if o IV и оптимальном соотношении остальных параметров„ При , например Vo 90°, прогиб возрастает до 0,25 fc На границах диапазона Vo 63° и Ч о максимальный прогиб не превышает значения 0,04 fд , а при , значения которого находятся в диапазоне V 63 - 74 °, достигается нулевой прогиб бор- штанги при оптимальном подборе геометрических и жесткостных параметров упругих элементов
Упругие элементы целесообразно выполнять в виде части цилиндра с поперечным сечением в виде кругового сегментво В случае оптимального смещения оси симметрии упругих элементов на угол if o V такая форма упругих элементов имеет максимальный момент инерции при заданной площади поперечного сечения и минимальную площадь при заданном моменте инерции. Центральный угол кругового сегмента d определяется из формулы для момента инерции поперечного сечения упругих элементов
1 г Г sin of cos о) (7) и уравнения (2):
f О где г - наружный радиус сечения с
Окончательное выражение для угла с/ примет вид
. . , .4 1 GlK ,Q.
-sino cos 3 ;ть-с5ГцТ-1;с;А;
Найденный из уравнения (8) центральный угол обеспечивает нулевой прогиб борштанги на конце,. Максимальный прогиб борштанги при 1 составля.т 0,0738 от прогиба борштанги той же жесткости без упругих элементов при z 1,
Борштанга работает следующим образом
При резании на резец 3 действует сила Р, которая создает крутящий момент М. Под действием силы Р бор- штанга прогибается параллельно направлению ее действия
Крутящий момент за счет армирования упругих элементов под углами с противоположными знаками и диаметрально противоположный их расположением относительно нейтральной плоскости изгиба приводит к изгибу борштанги н сторону, противоположную
4933888
изгибу От силы Р,, Выбором рациональ- ньгх геометрических параметров и жест- костных характеристик материала упругих элементов прогиб на конце бор- штанги доводится до нуля. Колебания изгиба и кручения демпфируются упру гими элементами из композиционных материалов с высокими виброгасящими 4Q характеристиками.
Формула изобретения
Борштанга для обработки глубоких отверстий, содержащая резец, корпус и размещенные на нем упругие продольные элементы, отличающая- с я тем, что, с целью повьщ1ения точ.ности и производительности обработки, упругие элементы армированы и выполнены в виде двух равных частей цилиндра, имеющих в поперечном сечении
15
20
25
форму кругового сегмента с центральным углом, определяемым из выражения
. . ,, 41 G IK
о(- sino( ---3г-7-п ;
3 h г cos Vo t-2 А -i G
где cf центральный угол поперечного сечения упругого элемента; 1 - длина борштанги; I h - расстояние от оси борштанги до вершины резца; г - радиус наружной поверхности 30 борштанги;
( - угол между осью симметрии
поперечного сечения упругих элементов и линией, проходящей через ось борштанги к 35 вершине резца;
GI - жесткость на кручение поперечного сечения борштанги; Е - модуль упругости материала
упругих элементов;
40 G - модуль сдвига материала упругих элементов при кручении; А - коэффициент, характеризующий осевое линейное деформирование материала упругих 45 элементов при кручении,
при этом упругие элементы расположены на корпусе диаметрально противоположно так, что линия, проходящая через вершину резца и центр борштан- 50 ги, образует угол с осью симметрии поперечного сечения упругих элементов, равный 63-74 , а угол между образующей цилиндрической поверхности упругого элемента и положением ар- 55 матуры равен 10-25, причем для упругого элемента, предназначенного для работы на сжатие, этот угол положителен, а на растяжение - отрицателен.
4 60 Фиг. 2
80 Г
| Борштанга для обработки глубоких отверстий | 1978 |
|
SU664756A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
