1
Изобретение отноеится к обласТ) производства упаковочной тары лз пелюполнстирола для изделий, тра нопор-пировке и хранении удовлетворяюнДНх требованиям герметичности, амортизаЦНи, влагонеиропицаемосги, биологнческой стойкости, строительных материпло и холодильной техиикн для производства звуконепроницаемых, топлоизоляцнонных плнт толщиной до 150 мм; товаров народного потребления - игрушек, футляров, спасательных и плавучих средств и т. д.
Известна установка для формования неиополиСтирола, содержащая блоки с обоймам и для форм, соединенные с паровьр.ги и водяными коллекторами, питателями и всасывающе-нагнетательными распределителями гранул пеиополистирола в формы.
Предлагаемая установка отличается от известной тем, что она содержит один неподвижный блОК с формами и расположенные по обеим его сторонам подвижные блокн с всасывающе-иагнетательпыми устройствами для загрузки пенополистирола -и размещенные на опорах качения с возможностью поджатия к неподвижному блоку 1при помощи, нанри мер, шестереичато-реечиого механизма с фрикциоииой муфтой.
В автоматической устаНовке формования пепополистирола применены два подвижных блока, катяпиюся на вращаюииьхся опорах, усTauoc.icaiii.io с сторон iifiiO.U:iii;KiiOi o блока и тем самым образующие две плоскости разъема, что создает возможность установки г, два раза больи1е, чем ири одной п.тоскости paзьe :a.
В :11еподпиичиом б.токе размещаются фарм1л для формования изделий с обеих сторои блока. Внутри блока помещен. коллекторы для подвода к пара, воды и сжатого воздуха.
Па неподвижном и подвижных блоках устаиовлеи пестсрепчато-реечиы; :,еха1П Зм, предотвращающий самопроизвольное размыка;ние подвижных блоков с иеподвиж ым в процессе формоваиия изделий под действием сил виутриграиулыюго давления в пенополистнроле.
Под ycTaiiOBiuTii фор.моваиия пенополистирола расположен конвейер для удаления из зоны устройства отфор гованных изделий.
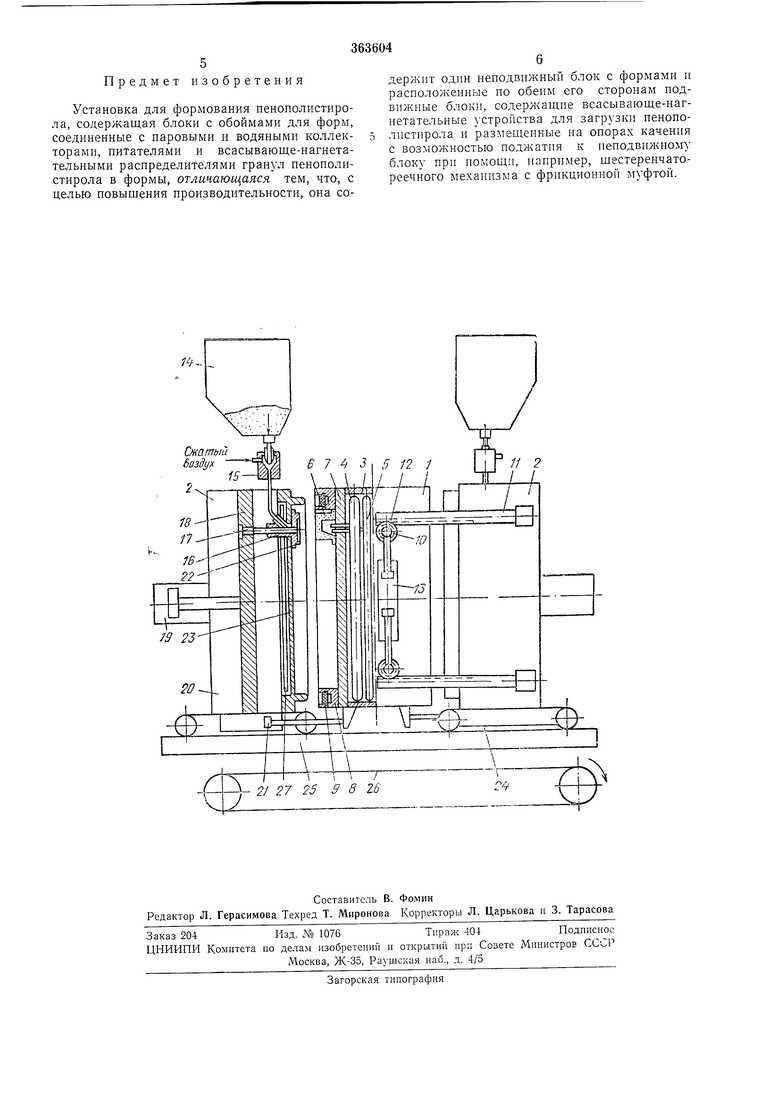
Описываемая устаиовка изображена на чертенке.
Установка со;:,ержит псподв :ж1 1-,|й блок / и два подвижных блока 2.
Неподвижный блок состоит из опорной рамы о, в KOTOpOii размепдаются па;ОБс; 1 4 и водякой J ко.ч.чекторы (раззетв. труб), прсдиазиаченные для подачи в формы о поочередно пара, холодной воды н сжатого воздуха (сжатый воздух подается паровой коллектор 5), опорной плиты 7, на которой крепятся формы 6, количество которых зависит от r;i6a)HTOB изделии, и обопма 8. В обойме по контуру проложена уплотнительная резина 9, служащая /(ля ге)метиза(1Ии формовочного объема, заключоииого г, обойму, от атмосферы. Далее на иеподвижиом блоке 1 установлены четыре шестерни 10 ио две с каждой стороны установки, входящие в зацепление с рейками 11. На одной оси с шестернями 10 установлены фрикцноиные днскп 12, предназначенные для стопорення шестерен относительно реек 1И тем самым нредотвраш ення самопроизвольного откатывания подвижного блока под действием внутригранульиых сил расширяюш,егося во время обработки паром пееополнстирола, заключенного в формах.
Фрикционные диски 12 контактируют с шестернями 10 при помош,п пневмоцилиидра 13 двойного действия, получающего команду на срабатывание от электроа,втом1атики.
Подвижный блок 2 состоит из бункера 14, в котором помещено исходное сырье - гранулы пенополистнрола, распределителя 15, иредпазначенного для нагнетания смеси сжатого воздуха с гранулами пенополистирола в формы через питатели 16; штырей 17, укрепленных в подвижной плите 18 и служащих для перекрытия потока смеси сжатого воздуха с гранулами пенонолистирола путем вдвижения их в питатели 16. Перемещается иодвижная плита нневмоцилиндром 19, укрепленным на каркасе 20. Под подвижным блоком 2 укреплен нрнводной пиевмоцилнидр 21, служащий для перемен еиия подвижного блока 2 относительио иеиодвнжиого блока 1. Равное формам количество крышек 22 и пароводяной коллектор 27 укреплены на опорной плите 23. Подвижпые блоки 2 устанавливаются на опорах 24, катящихся ио направляющим 25.
Под установкой располагается конвейер 26, предназначенный для транснортировки отформованных изделий 113 иенонолистирола из-под установки формования.
От электрореле времени, вмонтированного в пульт управлення, подается электрический сигнал на электромагннтиый воздухораспределитель, от которого сжатый воздух поступает в пневмоцилиндр 21. Этот пневмоцилиидр приводит в движеиие подвижный блок 2, который смыкается с неподвижным блоком 1, при этом плнта 23 своимн выстунамн вдавлнвается в резиновую прокладку 9, образуя замкнутую полость между плитами 23 и 7, в которой размещены формы 6. При этом формы смыкаются с крышками 22, после чего срабатывает нневмоцилиндр 13, который нрижимает фрикционные диски 12 к шестерням 10, находящимся в контакте с рейками 11 и вращающимися от поступательного движения реек. Фрикционные диски застопоривают шестерни от вращения н тем самым исключают возможность самопроизвольного разъединения (размыкания) подвил ного блока 2 с пенодвил ным блоком /. Далее включается подача сжатого воздуха в
распределители 15, которые, всасывая гранулы пенополнстирола из бункера 14, подают (нагнетают) нх через питателн 16 в формы. На подвижном блоке 2 установлено пятнад5 цать распределителе 75, каждый из которых заполняет определенные формы 6, равномерно располо/кениые внутри обоймы 8. Для уменьшения одновременного расхода воздуха работают только три распределителя 15, затем последовательно включаются остальные группы распределителей по трн в группе. Вместе с заполпением гранулами пенополистирола форм производится отсос сжатого воздуха из обоймы 8, способствующий
15 лучшему их заполпению.
После окончания заполнения форм гранулами пенополистирола под действием пневмоцилиндра 19 приводится в двилсение плита 18 со штырями 17, перемещающаяся к плите 23,
20 при этом щтыри вдвигаются в питатели 16 (количество питателей равно количеству распредел - телей 15) и перекрывают отверстия в питателях 16.
По паровым коллекторам 4 н 27 подается
25 пар, проникающий сквозь отверстия в стенках внутрь форм 6 и разогревающий гранулы пенополистирола, которые, расширяясь и увеличиваясь в объеме, плотио заполняют формовочные полости, превращаясь в изделия. Од0 повременно нз форм отсасывают конденсат и паро-воздущную смесь насосом типа ВВН.
Расширение гранул пенополистирола создает давление на плиту 23 подвилшого блока 2, который под действием этой силы стремится разомкнуться с не юдвижным блоком, установленным фу даменте. Этому размыканию препятствует фи сация шестерней 10 фрикционными днскамн 12, вследствие чего рейка 11, восприннмая на себя эту силу, не может иеремещаться и подвижный блок 2 остается сомкнутым с ненодвпжным блоком 1.
После окончания обработки паром, время юторой задается на реле времени, расположенном в пульте управлеппя, подается холодная вода по коллекторам 5 и 27 для охлаждения форм до температуры 30-40°С, а затем по прекращени подачп воды, через паровой коллектор 4 подается сжатый воздух, который через отверстия в формах 6 выталкивает изделия.
Одновременно с нодачей сжатого воздуха в формы через паровой коллектор 5 подается сжатый воздух в пневмоцилиндры 13, размыкающие фрикционные диски 12 с шестернями 10. Шестери, свобод1 0 вращаясь, не препятствуют перемещению рейки 11, под действием давления пневмоц 1линдр 2} откатывает подвижный блок 2, установленный на опорах 24,
0 по направляющнм 25 и тем самым размыкает нодвижный блок 2 с неподвижным блоком /, между которыми образуется полость, в которую воздухом выталкиваются изделия и падают вниз на конвейер 26, вынося5 щий изделия нарул :у.
Предмет изобретения
Установка для формования пенонолистирола, содержащая блоки с обоймами для форм, соединенные с паровыми и водяными коллекторами, питателями и всасывающе-пагнетательными распределителями грану.т пенополистирола в формы, отличающаяся тем, что, с целью повышения производительности, она содержит один неподвижный блок с формами и расположенные по обеим его сторонам подвижные блоки, содержащие всасывающе-нагнетательные устройства для загрузки ненополистирола и размещенные на опорах качения с вoз ioжнocтью поджатия к пеподвижпому блоку при помощи, например, шестеренчатореечного механизма с фрикционной муфтой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для формовки блоков пенополистирола | 1961 |
|
SU142762A1 |
| Устройство для изготовления изделий из пенополистирола | 1976 |
|
SU766880A1 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИНЖЕКЦИОННЫМ ФОРМОВАНИЕМ ГАЗИФИЦИРУЕМЫХ МОДЕЛЕЙ | 2006 |
|
RU2314198C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИНЖЕКЦИОННЫМ ФОРМОВАНИЕМ ГАЗИФИЦИРУЕМЫХ МОДЕЛЕЙ | 2006 |
|
RU2330756C1 |
| Устройство для непрерывного производства блоков пенопласта | 1975 |
|
SU537836A1 |
| Способ получения пенополистирола | 1977 |
|
SU730723A1 |
| Установка предварительного вспенивания пенополистирола | 1974 |
|
SU554166A1 |
| БИБЛИОТЕКА { | 1971 |
|
SU293698A1 |
| Автомат для формования изделий из полимерного материала | 1975 |
|
SU612815A1 |
| Устройство для наложения заготовок на сердечник при штамповании эластичных обувных изделий | 1977 |
|
SU692735A1 |
ЬозВу,
/5-1
г 21 27
