Агрегат для изготовления пенопластов посредством помещения отпрессованной заготовки в форму, закрепленную в кассете для прохождения процесса вспенивания в паровой камере, известен. Однако его выполнение связано с трудоемкими операциями но загрузке заготовок и извлечению пенопласта из форм.
Предлагаемый агрегат для изготовления пенопластовых изделий отличается от известных тем, что для загрузки заготовок в кассеты и выгрузки пенопластовых плит из них, перед обогревательной камерой установлено устройство для вертикального перемещения кассеты, выполненное в виде подвижной рамной клети с направляющими и толкателя, расположенного у оспования направляющих клети. Благодаря такой конструкции процесс осуществляется автоматически.
Кроме того, на двери-задвижке в верхней ее части может быгь смонтировано устройство, выполненное в виде Т-образного выступа, входящего в зацепление с пазами захвата, расположенного на раме направляющих клети. Это позволяет фиксировать дверь-задвижку в определенном положении.
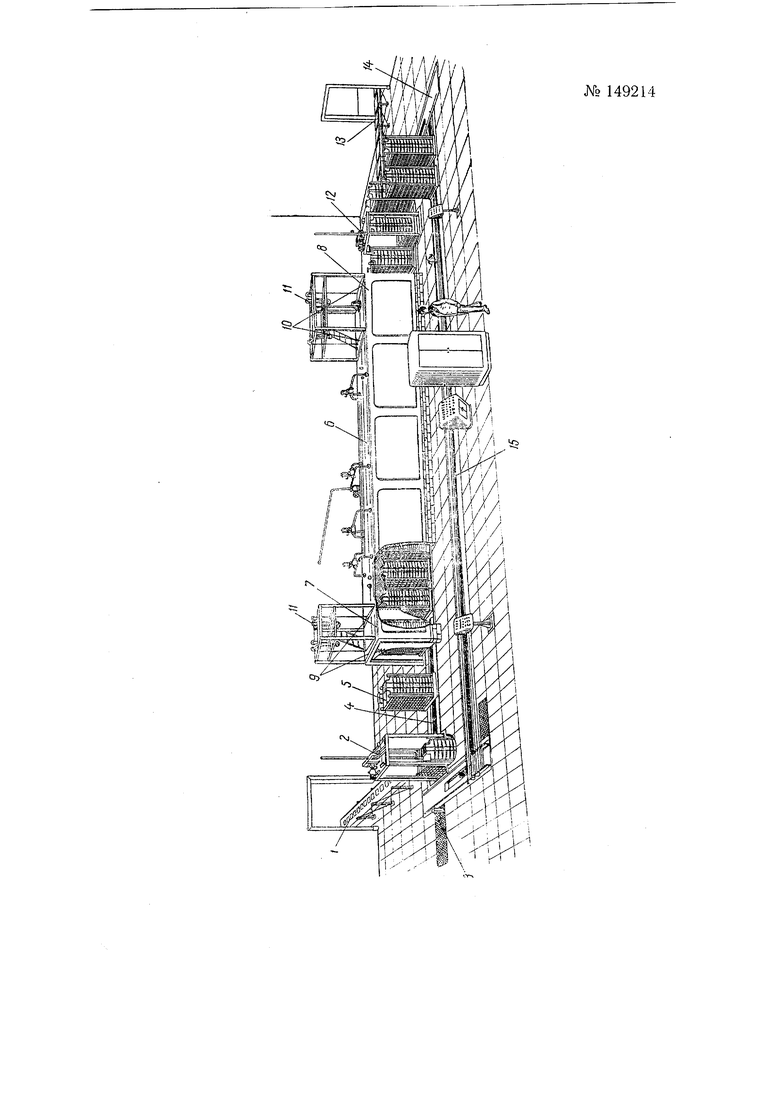
Общий вид предлагаемого агрегата для изготовления пенопластовых изделий показан на чертеже.
Агрегат состоит из: транспортера / для подачи заготовок, устройства 2 для вертикального перемещения кассет с заготовками, выполненного в виде клети с направляющими и толкателя 5, расположенного у основания направляющих клети; рельсового замкнутого пути 4 с тележками-этажерками 5, снабженными кассетами; туннельной обогревательной печи 6 с входным 7 и выходным 8 та.мбурами, герметически закрывающимися дверьми-задвижками 9 к 10 с помощью гидромеханических устройств 11, имеющих дистанционное управление; устройства 12 для разгрузки этажерок, аналогичное по принципу работы устЛ 149214- 2 ройству 2; транспортера J3 для отгрузки готовых изделий; передатчиKci 14 этажерок;, рельсового пути J5 возврата этажерок.
Как только этажерка поступила в устройство 2, она автоматичес. ки погружается в шахту, при этом все кассеты автоматически раскрываются. Толкатель 3 подает из магазина заготовку в кассету и возвращается в исходное положение. Затем клеть с этажеркой 5 поднимается на один шаг и подается следующая заготовка. Таким образом, загружаются Все кассеты этажерки, после чего они автоматически закрываются и этажерка перемешается по-рельсовому пути 4 в туннельную печь 6, где происходит вспенивание пенопласта путем прогрева заготовок в кассетах насыщенным паром. При нагревании в течение 110-150 мин заготовка вспенивается и увеличивается в размерах, принимая форму кассеты.
В туннельной печи предусмотрено уплотнение дверей за счет подачи сжатого воздуха в уплотнительные шланги, расположенные по всему контуру дверей. Передвижение этажерок в камере по рельсовому пути осушествляется специальным NiexaHH3MOM (на чертеже не показан).
В выходном тамбзфе 8 изделия подвергаются охлаждению в две стадии: вначале душевание, а зате; 1 погружение в шахту, наполненную проточной водой. По выходе из этого тамбура этажерки с изделиями подвергаются дополнительному охлаждению на воздухе, затем опускаются в шахту и разгружаются с выдачей изделий на транспортер /с посредством автоматического устройства 12. Перемеш,ение этажерок производится посредством передатчика 14 и по возвратному рельсовому 15, снабженному канатным толкателем с электроприводом (на чертеже не показан). Выполнение операций шагового перемещения этажерок, загрузки заготовок в кассеты, разгрузки изделий из кассет, подъем н опускание всех четырех дверей-задвижек туннельной печи производится гидравлическим приводом.
Предалгаемый агрегат может быть применен па предприятиях строительной, судостроительной и других отраслях промышленности
Про д м е т и 3 о б р е т е н и я
1.Агрегат для изготовления пенопластовых изделий из термопластических материалов, например пенопластовых плит, состоящий из туннельной обогревательной камеры с тамбурами на входе и выходе, рельсового замкнутого пути с тележками, снабженными многоэтажной кассетой, имеющей с двух противоположных сторон дверизадвил ;ки, гидропривода с дистанционной системой управления, отличающийся тем, что, с целью автоматизации процесса, загрузки заготовок в кассету и выгрузки пенопластовых плит из нее, перед обогревательной камерой установлено устройство вертикального перемещения кассеты, выполненное в виде подвижной рамкой клети с направляющики и толкателя, расположенного у основания направляющих клети.
2.Агрегат по п. 1, отличающийся тем, что, с целью фиксации двери-задвижки, на последней в верхней ее части смонтировано устройство, выполненное в виде Т-образного выступа, входящего в зацепление с пазами захвата, расположенного на раме направляющих клети.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКС ПО ПРОИЗВОДСТВУ КЕРАМИЧЕСКОГО КИРПИЧА | 1992 |
|
RU2051032C1 |
| Печь для термической переработки твердых горючих ископаемых | 1933 |
|
SU42026A1 |
| СТАН ДЛЯ ПРОКАТКИ МЕТАЛЛОВ В ВАКУУМЕ | 2004 |
|
RU2266168C1 |
| ТУННЕЛЬНЫЙ АГРЕГАТ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1990 |
|
RU2031341C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2037413C1 |
| Устройство для поперечно-клиновой прокатки прутковой заготовки | 1987 |
|
SU1465161A1 |
| Установка для изготовления спеченных изделий | 1980 |
|
SU942886A1 |
| СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2011 |
|
RU2481955C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |
| БРИКЕТ ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА, БРИКЕТ ДЛЯ ПРОМЫВКИ ГОРНА ДОМЕННОЙ ПЕЧИ И СПОСОБ ИЗГОТОВЛЕНИЯ БРИКЕТОВ | 2001 |
|
RU2183679C1 |