Вулканизационные прессы с прессформами стопочной укладки для изготовления резиновых изделий, например листовых заготовок асбесторезннометаллических прокладок, включающие смонтированные на колоннах нижнюю траверсу с силовым цилиндром опрессовки изделий и верхнюю траверсу с цилиндром горизонтального перемещения прессформ, вулканизационную камеру, вертикально расположенную .над силовым цилиндром и снабженную прессформами стопочной укладки и перемещения их в камере, и установленные рядом с прессом транспортеры для перезарядки прессформами вулканизационной камеры, известны. В этих прессах вулканизационная камера перезаряжается с помощью шагового транспортера, склиза и цилиндра с толкателем горизонтального перемещения одиночных прессформ, выполненных с элементами электрообогрева и поддувки полых заготовок, а средства для автоматической перезарядки прессформ и вулканизационной камеры стопками прессформ не предусмотрены, что исключает возможность .повышения производительности прессов.
сосами для перезарядки и стопочной укладки прессформ. Кроме того, прессформы стопочной укладки выполнены из листов теплопроводного материала с двусторонними гнездами-полуформами, образующими с заготовками стопки типа ребристых радиаторов, расположенных на поддонах, которые разграничивают внутреннюю полость вулканизационной камеры на отсеки, сообщающиеся между собой для циркуляции горячего воздуха, поступающего от замкнутой системы вентиляции- калорифера с вентилятором и дроссельным клапаном. Благодаря автоматизации процессов перезарядки прессформ и вулканизационной камеры стопками прессформ, пресс позволяет ПОВЫСИТЬ производительность труда.
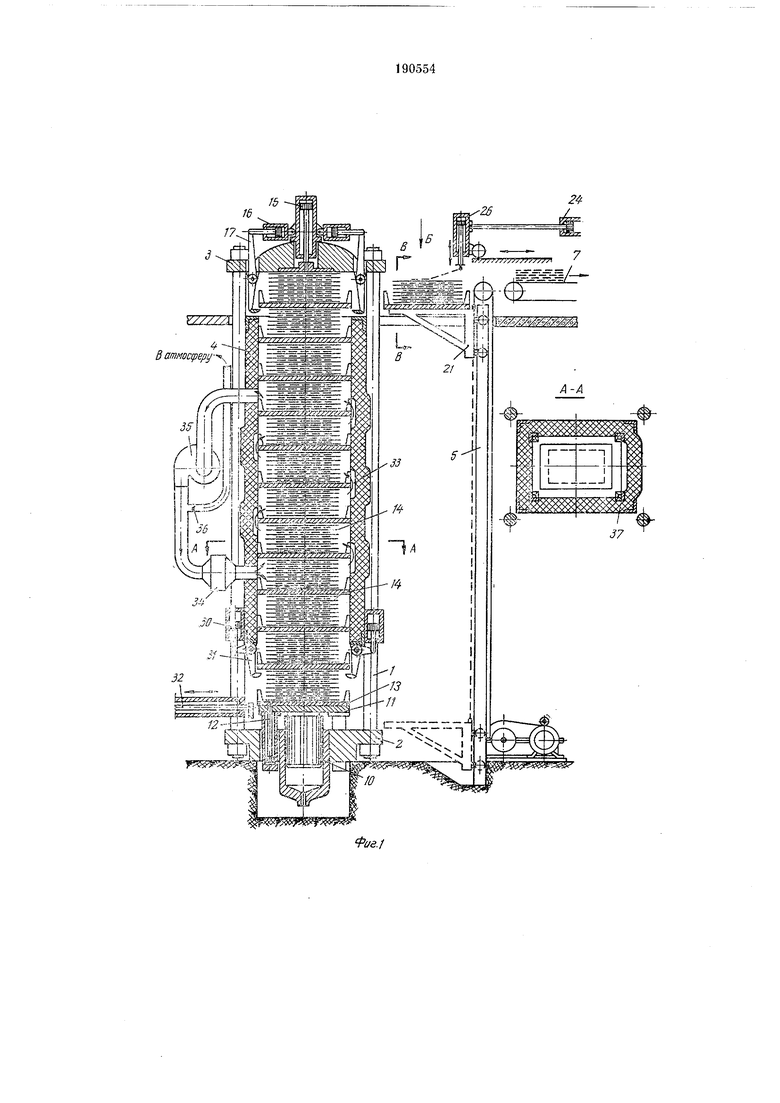
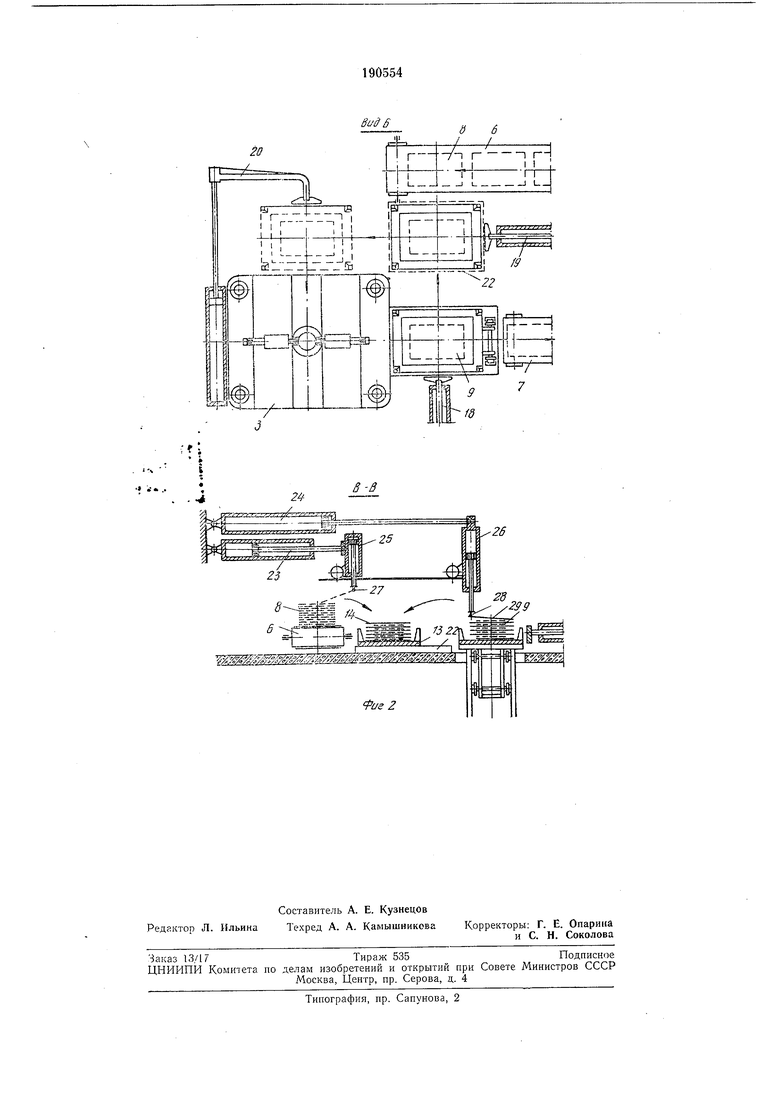
На фиг. 1 изображен описываемый пресс; на фиг. 2 - вид Б и разрез В-В на фиг. 1. Пресс предназначен для изготовления резиновых изделий, например листовых заготовок асбесторезинометаллических прокладок к двигателям внутреннего сгорания, и включает слюнтированные на колоннах 1 нижнюю и верхнюю траверсы 2 и 3, вертикально располож&нпую между колоннами и обогреваемую вулканизационную .камеру 4, подъемник 5, установленный рядом с прессом, и транспор теры 6 и 7 соответственно подачи заготовок 8 и отбора готовых изделий 9.
цилиндр 10 с рабочим столом // и цилиндры 12 подъема поддона 13 со стопкой прессформ 14. На верхней траверсе 3 размещены цилиндр
15перемещения стопок прессформ до упора в рабочий стол п цилиндры 16 с рычалшыми захватами 17 поддона со стопкой прессформ.
Рядом с верхней траверсой находятся цилиндры /5, 19 и 20 с толкателями поддонов со стола 21 подъемника к месту 22 перезарядки прессформ, верхней траверсе и под ее заХваты 17.
Над транспортерами б и 7 смонтированы цилиядры 23 и 24, связанные с цилиндрами 25 и 26 перемещения вакуум-присосов 27 и 28, предназначе}П1ых для укладки заготовок 8, отбора готовых изделий 9 и укладки листовполуформ 29 на поддон.
На наружных стенках нижней части камеры 4 расположены цилиндры 30 с рычал- ными захватами 31 поддона и на уровне нижней траверсы - цилиндр 32 с толкателем поддона и прессформ с готовыми изделиями на рабочий стол подъемника.
Прессформы. стопочной укладки выполнены из листов 29 теплопроводного материала, например медных или алюминиевых, с двусторонними гнездами-полуформами, образующими с заготовками сравнительно меньщего размера стопки прессформ типа ребристых радиаторов на поддонах. Последние разграничивают внутреннюю полость вулканизационной камеры «а отсеки, сообщающиеся между собой по выемкам 55, выполненпым на стенках камеры для циркуляции горячего воздуха, Который поступает от замкнутой системы вентиляции, включающей калорифер 34 -с вентилятором 55 и дроссельным клапаном 36. На внутренних стенках камеры закреплены направляющие 57 для исключения перекосов поддонов с прессформами при их укладке и перемещении в камере.
Прессформы перезаряжаются с помощью транспортеров 5 и 7 и цилиндров 23 и 24, связанных с цилиндрами 25 и 26, а вулканизационная камера - с помощью подъемника, цилиндров 18-20 с толкателями цилиндров
16с рычажными захватами 17, цилиндра /5, цилиндров 30 с рычажными захватами 31 м цилиндра 32.
Прессование и вулканизация заготовок в прессформах, располол ;ен«ых стопками по всей высоте камеры, осуществляются при заданных давлении прессования и температуре
вулканизации с помощью силового цилиндра 10 и системы вентиляции, дроссельный кланан в которой удаляет часть отработанного воздуха в атмосферу и подсасывает воздух из цеха.
По окончании вулканизации плунжер силового цилиндра опускается и с помощью цилиндра 32 стопка прессформ с готовыми изделиями перемещается на рабочий стол подъемника. Таким образом непрерывный замкнутый цикл изготовления, например листовых заготовок асбесторезинометаллических прокладок, повторяется.
Предмет изобретения
1. Вулканизационный -пресс с прессформами стопочной укладки для изготовления резиновых изделий, например листовых заготовок асбесторезинометаллических прокладок, включающий смонтированные на колоннах пижнюю траверсу с силовым цилиндром опрессовки изделий и верхнюю траверсу с цилиндром
горизонтального перемещения прессформ. вулканизационную камеру, вертикально раснолол енную над силовым цилиндром и снаблгенную прессформами стопочпой укладки и перемещения их в камере, и установленные
рядом с прессом транспортеры для перезарядки прессформами вулканизационной камеры, отличающийся тем, что, с целью повышения производительности пресса за счет автоматизации процессов перезарядки прессформ и
вулканизационной камеры стопками прессформ, пресс оборудован подъемником, силовыми цилиидрами с толкателями и рычажными захватами для перезарядки вулканизационной камеры и цилиндрами с вакуум-присосами для перезарядки и стопочной укладки нрессформ.
2. Вулканизационный пресс по п. 1, отличающийся тем, что Прессформы стопочной укладки выполнены из листов теплопроводного
материала € двусторонними гнездами-полуформами, образующими с заготовками стопки типа ребристых радиаторов, расположенных на поддопах, разграничивающих внутреннюю полость вулканизационной камеры на
отсеки, сообщающиеся между собой для циркуляции горячего воздуха, поступающего от замкнутой системы вентиляции, включающей калорифер с вентилятором и дроссельным клапаном. /5В атмоареру gS
I Г
I
. ..
fusZ

| название | год | авторы | номер документа |
|---|---|---|---|
| СТОПОЧНЫЙ ВУЛКАНИЗАТОР | 1967 |
|
SU203202A1 |
| УСТАНОВКА ДЛЯ ВУЛКАНИЗАЦИИ ФОРМОВЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1967 |
|
SU195090A1 |
| Устройство для перезарядки пресс-форм многопозиционного вулканизатора | 1980 |
|
SU929453A1 |
| Устройство для перезарядки пресс-форм вулканизационного пресса | 1970 |
|
SU332689A1 |
| Установка для формования и вулканизации резинотехнических изделий | 1985 |
|
SU1310230A1 |
| Устройство для перезарядки пресс-форм многопозиционного вулканизатора | 1983 |
|
SU1077816A1 |
| Устройство для перезарядки пресс-форм многопозиционного вулканизатора | 1983 |
|
SU1121152A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Устройство для раскрытия пресс-форм | 1980 |
|
SU891471A1 |
| Вулканизационный пресс для изготовления резиновых изделий с открытой полостью | 1968 |
|
SU267877A1 |