Известно устройство для изготовления фурнитуры из термопластических масс с одновременным ее креплением на изделиях, содержащее смонтированные на станине механизм прессования, который состоит из пуансона и матрицы с выемками, оформляющими контуры изготовляемой фурнитуры, литьевой цилиндр с форсункой и подогревом для подвода расплавленной термопластической массы к выемкам пуансона и матрицы и привод.
Предлагаемый полуавтомат дает возможность изготовлять различную фурнитуру непосредственно на изделии и исключить таким образом его дополнительную обработку - прессование термопластических масс для соединения фурнитуры с тканью.
Полуавтомат отличается от известных тем, что снабжен механизмом для прорубания отверстия в ткани, выполненным в виде подпружиненного ножа, который перемещается возвратно-поступательно в вертикальной плоскости.
Для перемещения ткани в зону прессования имеется механизм, который содержит ползун с жестко укрепленной на нем рейкой, взаимодействующей с зубчатым колесом лолумуфты. Последняя насажена на валу и приводится в движение с помощью второй реечно-зубчатой передачи, рейка которой связана с приводом.
фурннтуры служит прижим, шарнирно укрепленный на рычаге, который подвижно установлен на кронштейне, смонтированном на ползуне.
Полуавтомат снабл ен также механизмом для запирания прессформы, обеспечивающим безлитниковое литье и состоящим из игольчатого клапана, расположенного в отверстии форсунки и приводимого в движение установленным вне зоны обогревания гидроприводом. В полуавтомате применен привод, содержащий гидроприводы, кинематически соединенные с помощью рычажно-тяговой передачи с исполнительными органами. Последние молсно
заменять для формования различной фурнитуры.
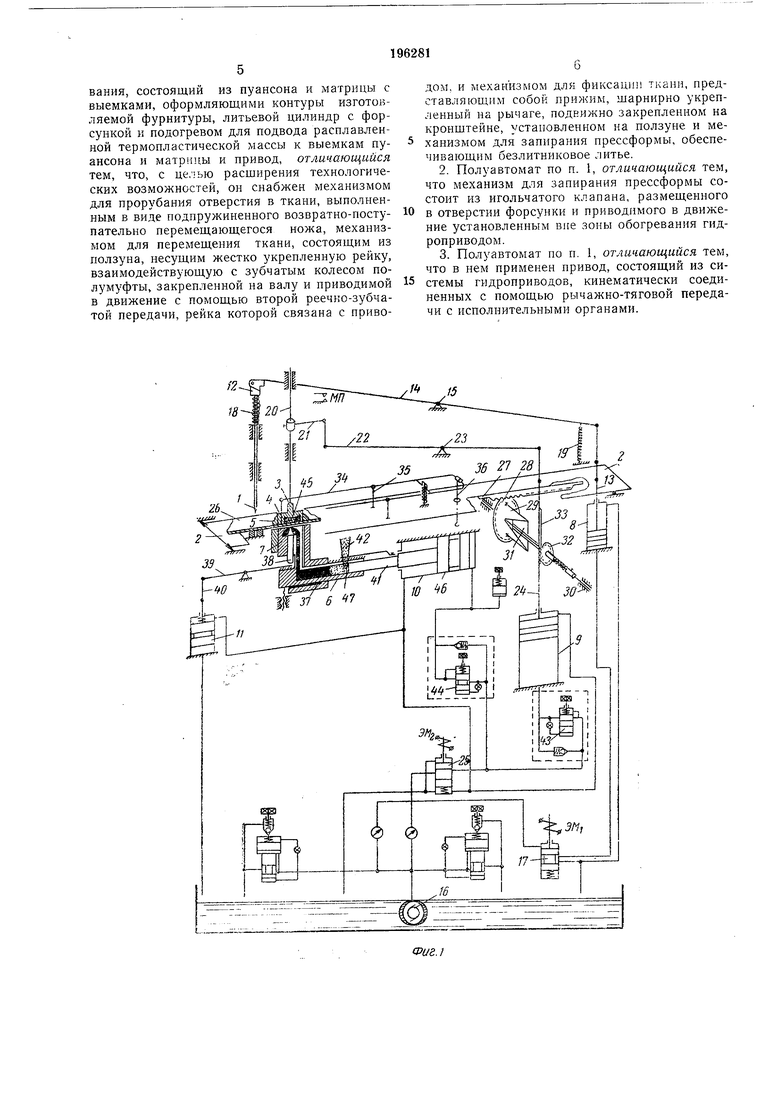
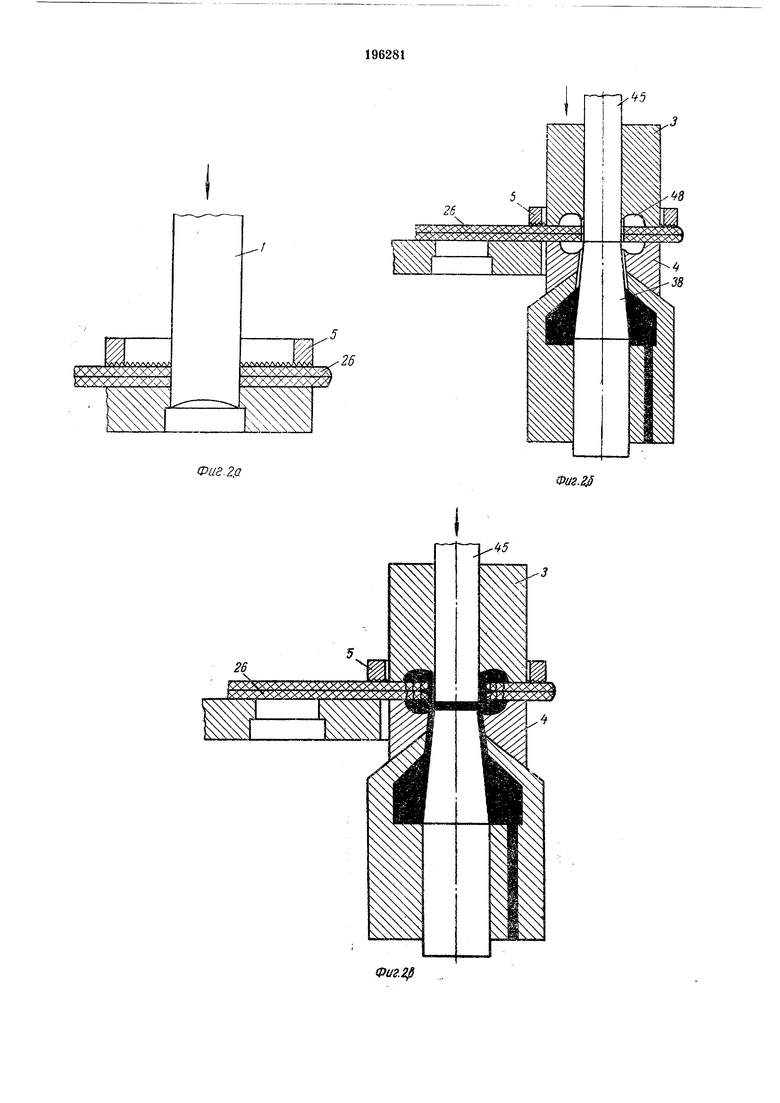
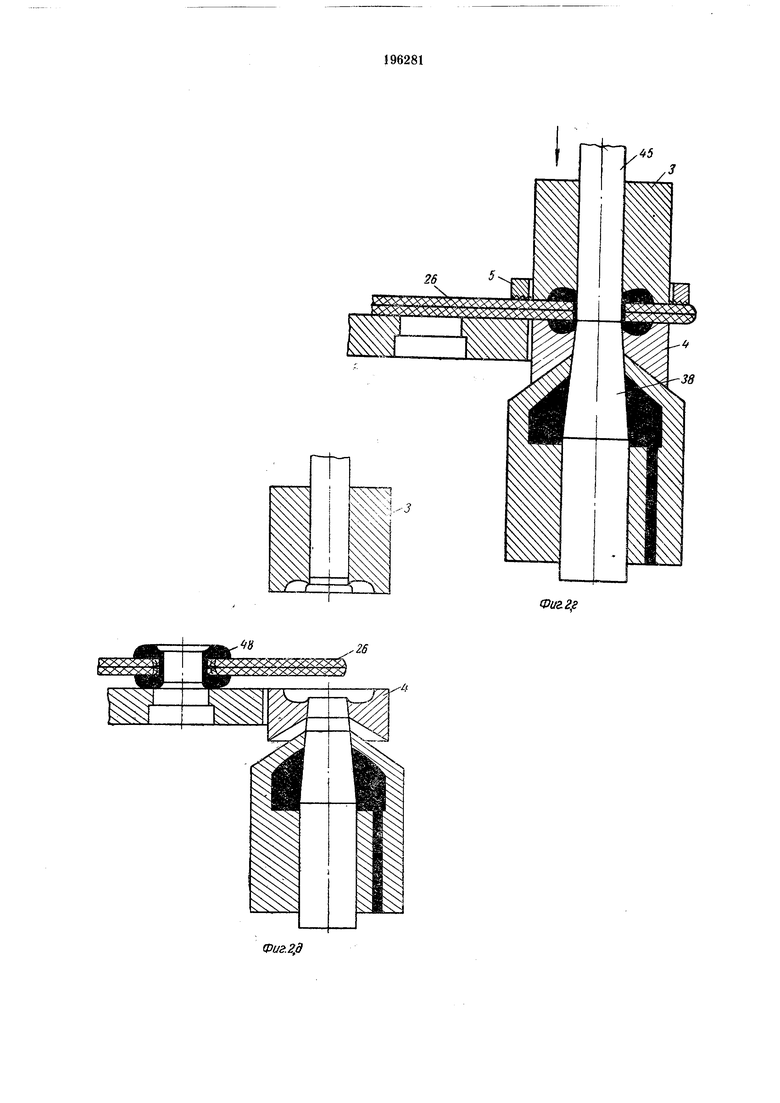
На фиг. 1 изображена кинематическая схема предлагаемого полуавтомата; на фиг. 2, а, б, в, г к д - процесс прессования фурнитуры на
изделии.
На станине полуавтомата смонтирован v ханизм для прорубания отверстия в ткани, содержащий нож /, механизм перемещения ткани с ползуном 2, механизм прессования, состоящий из пуансона 3 и матрицы 4, механизм для фиксации ткани с прижимом 5, литьевой цилиндр 6 с форсункой 7. Привод полуавтомата включает гидроцилиндры 8, 9, 10 и // с золотниками-распределителями.
в ткани, в которое прессуется фурнитура, например блочки, закреплен в кронштейне 12 и передвигается возвратно-поступательно в вертикальной плоскррти вдоль направляющих от гидроцил4и%ра-9 ШтЪк 13 гидроцилиндра шарнирно связан с рычагом 14, установленным на оси /5. Конец рычага 14 упирается в кронштейн 12.
Гидроцилиндр 8 включается при срабатывании электромагнита ЭМ-1. Рабочая жидкость подается насосом 16 через золотник 17 в гидроцилиндр. При перемещении штока 13 рычаг 14 поворачивается иа оси и воздействует на кронштейн 12, который перемещает нож вниз. После переключения золотника 17 нож возвращается в исходное положение под действием пружины 18, а рычаг 14 - под действием пружины 19.
Пуансон механизма прессования укреплен на стержне 20, который связан с поводком 21, соединенным с рычагом 22, установленным на оси 23. Рычаг 22 связан со штоком 24 гидроцилиндра 9, включаемого от электромагнита ЭМ-2 при замыкании контактов микропереключателя АШ, на который воздействует рычаг 14. Рабочая жидкость поступает через золотник 25 в гидроцилиндр 9. Шток 24 гидроцилиндра перемещает рычаг 22 и стержень 20 с пуансоном, который смыкается с матрицей.
Ползун механизма для перемещения ткани изделия 26 перемещается возвратно-поступательно в горизонтальной плоскости от гидроцилиндра 9 посредством реечно-зубчатых передач. Рейка 27 одной передачи жестко укреплена на ползуне и взаимодействует с зубчатым колесом 28 полумуфты 29, свободно сидящей на валу 30. Полумуфта 31 связана с зубчатым колесом 32 второй реечно-зубчатой передачи, рейка 55 которой закреплена на штоке 24 гидроцилиндра 9.
Прижим для фиксации ткани изделия шарнирно укреплен на рычаге 34, который подвижно установлен на кронштейне 55. Кронштейн смонтирован на ползуне. Конец рычага 34 связан нри помощи тяг с педалью 36, служащей для управления прижимом.
Термопластическая масса под действием электронагревательного элемента 37 расплавляется в литьевом цилиндре, снабженном терморегулирующими приборами для автоматического поддержания заданной температуры.
Внутренняя полость литьевого цилиндра сообщается с вертикальным каналом форсунки, заканчивающимся сферической полостью. В этой полости располагается коническая часть клапана 38, перекрывающего сопло форсунки. Нижний конец клапана упирается в рычаг 39, соединенный со штоком 40 гидроцилиндра //, служащего для запирания сопла форсунки.
В литьевой цилиндр входит плунжер 41, соед,иненный со штоком гидроцилиндра 10.
Полуавтомат работает следующим образом.
Включают электронагревательный элемент литьевого цилиндра и электродвигатель насоса. Изделие укладывают на стол и, нажимая на педаль, фиксируют его положение прижимом 5 (фиг. 2, а). Затем нал имают на пусковые кнопки устройства. Включается электромагнит ЭМ-i, который приводит в действие гидроцилиндр в. Нож опускается и прорубает отверстие в ткани изделия для запрессовки в нем фурнитуры.
Одновременно рычаг 14 замыкает контакты микропереключателя МП, включающего электромагнит ЭМ-2, который обеспечивает подачу рабочей жидкости насосом в гидроцилиндры 9 и 10. Напорные золотники 43 и 44 и обратные клапаны последовательно включают гидроцилиндры 9 и 10 к приводимые ими механизмы.
При подъеме штока 24 гидроцилиндра 9 ползун передвигает ткань в зону прессования, при этом отверстие в ткани располагается под пуансоном 3 (фиг. 2, б). После этого поворачивается рычаг 22, под действием которого пуансон опускается и смыкается с матрицей. Изделие оказывается зажатым между пуансоном и матрицей. При этом оформляющий шаблон 45 пуансона входит в отверстие ткани, между боковой поверхностью шаблона и срезом ткани образуется зазор. Нижняя плоскость шаблона соприкасается с поверхностью клапана 38.
Под давлением рабочей жидкости, поступающей в гидроцилиндр 10, его поршень 46 перемещается и воздействует через плунжер 41 на термопластическую массу 47, находящуюся в литьевом цилиндре. Расплавленная масса поступает в форсунку, заполняет ее сферическую полость и отжимает клапан 38 вниз, открывая сопло форсунки, через которое масса заходит в выемки 48 матрицы и пуансона для оформления контуров изготовляемой фурнитуры (фиг. 2, в). Клапан 38 опускается и воздействует на рычаг 39, который поднимает шток 40 гидроцилиндра 10.
После необходимой выдержки давление в литьевом цилиндре снижают и одновременно щток 40 гидроцилиндра 10 опускается и через рычаг 39 поднимает клапан 38, который запирает сопло форсунки (фиг. 2, г), перекрывая доступ термопластической массе к пуансону и матрице.
Далее пуансон с оформляющим шаблоном поднимается в исходное положение (фиг. 2, д). Отформованную фурнитуру, закрепленную в изделии, извлекают из выемок матрицы и пуансона, изделие перемещают в исходное положение и освобождают от прижима.
Предмет изобретения
1. Полуавтомат для изготовления фурнитуры из термопластических масс с одновременным ее креплением на изделиях, содержащий смонтированные на станине механизм rioeccoвания, состоящий из пуансона и матрицы с выемками, оформляющими контуры изготовляемой фурнитуры, литьевой цилиндр с форсункой и подогревом для подвода расплавленной термопластической массы к выемкам пуансона и матрицы и привод, отличающийся тем, что, с це, расширения технологических возможностей, он снабжен механизмом для прорубания отверстия в ткани, выполненным в виде подпружиненного возвратно-поступательно перемещающегося ножа, механизмом для перемещения ткани, состоящим из ползуна, несущим жестко укрепленную рейку, взаимодействующую с зубчатым колесом полумуфты, закрепленной на валу и приводимой в движение с помощью второй реечно-зубчатой передачи, рейка которой связана с приводом, и механизмом для фиксацш ткани, представляющим собой прижим, шарнирно укрепленный на рычаге, подвижно закрепленном на кронштейне, установленном на ползуне и механизмом для запирания прессформы, обеспечивающим безлитниковое литье.
2,Полуавтомат по п. 1, отличающийся тем, что механизм для запирания прессформы состоит из игольчатого клапана, размещенного в отверстии форсунки и приводимого в движение установленным вне зоны обогревания гидроприводом.
3.Полуавтомат по п. 1, отличающийся тем, что в нем применен привод, состоящий из системы гидроприводов, кинематически соединенных с помощью рычажно-тяговой передачи с исполнительными органами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ФУРНИТУРЫ ИЗ ТЕРМОПЛАСТИЧЕСКИХ МАСС С ОДНОВРЕМЕННЫМ ЕЕ КРЕПЛЕНИЕМ НА ИЗДЕЛИЯХ | 1968 |
|
SU231091A1 |
| ПРЕССФОРМА К УСТРОЙСТВУ ДЛЯ ИЗГОТОВЛЕНИЯ | 1967 |
|
SU200760A1 |
| МАШИНА ДЛЯ КРЕПЛЕНИЯ ДЕТАЛЕЙ НИЗА ОБУВИ | 1973 |
|
SU394037A1 |
| Устройство для прессования изделий из порошковых материалов | 1983 |
|
SU1081002A1 |
| Устройство для перфорирования и отрезки полосового и ленточного материала | 1980 |
|
SU984863A1 |
| Установка для прессования металлических порошков | 1975 |
|
SU551122A1 |
| Роторно-конвейерная линия для литья деталей из термопластичных материалов | 1989 |
|
SU1680540A1 |
| Устройство для изготовления гофрированных фильтров | 1987 |
|
SU1583503A1 |
| Вырубной пресс | 1981 |
|
SU969725A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОПЛАВКОВ ИЗ ОГНЕУПОРНОЙ МАССЫ | 1969 |
|
SU234189A1 |
18
fS
26
хХХХХХХХх;лллАХххххх)
.
уууууууу-л;
Фиг. 2 а
5
ffS
Фаг.2
