ел
:
кэ
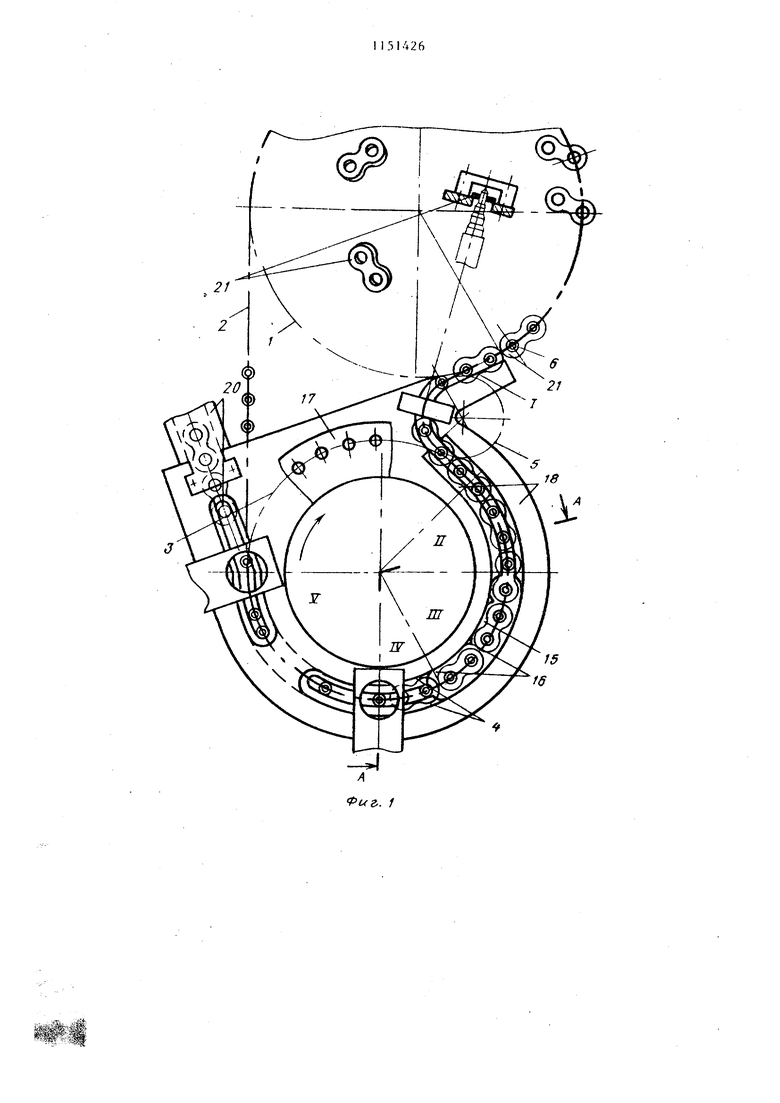
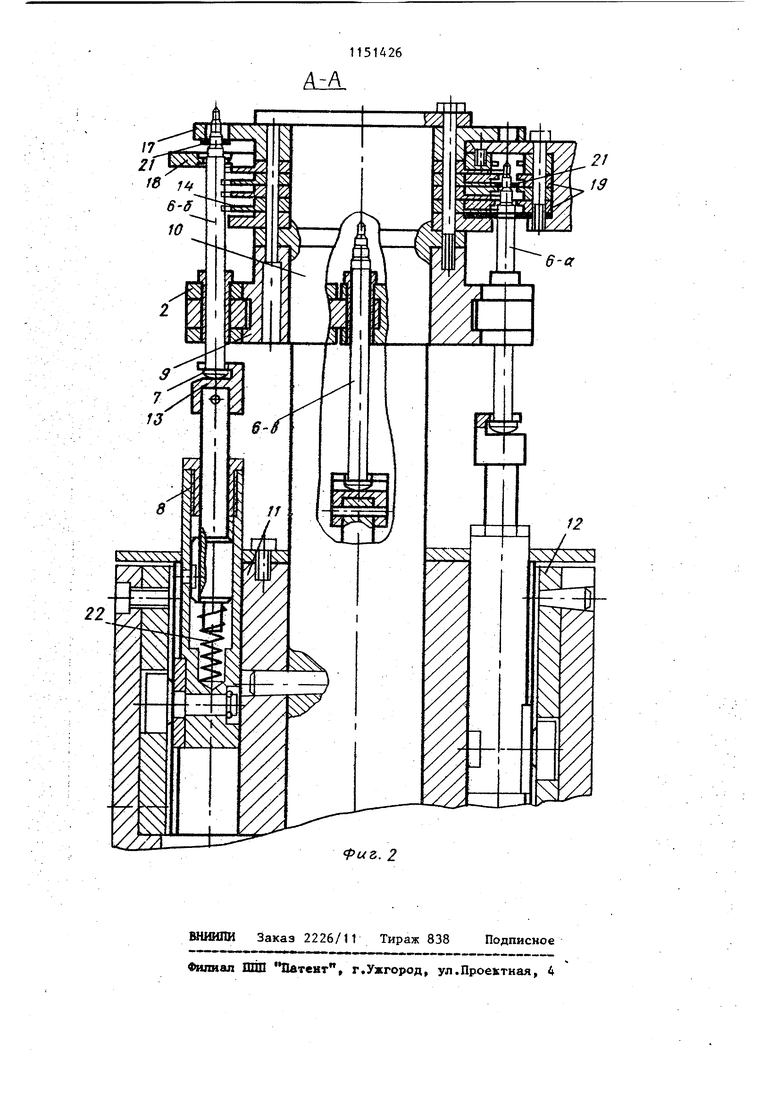
р Изобретение относится к машиностроению, в частности к роторно-цеп ным машинам, и может быть использовано для сортировки однотипных дета лей с отверстиями разного диаметра например,пластин втулочно-роликовых цепей, Цель изобретения - повьшение производительности и надежности в работе. Поставленная цель достигается тем, что роторно-цепная линия, содержащая установленные на станине ротор питания с бункером и ротор приема деталей с ползунами привода осевого перемещения ступенчатых штырей, размещенных в транспортной цепи, огибающей роторы, снабжена полочным приемником, выполненным в виде пакета дугообразных направляювдах, жестко закрепленнь х на станине концентрично ротору приема деталей причем рабочая часть ротора приема вьшолнена в виде пакета дисков с гнездами под детали и диска со сквозными отверстиями для размещения ступеней штырей, при этом число дисков с гнездами в пакете равно числу ступеней штьфей, диски расположены мезвду полками приемника, а пакет дисков рабочей части ротора приема деталей размещен между ползунами и диском с отверстиями. На фиг.1 представлена роторноцепная линия, вид сверху; на фиг.2 разрез А-А на фиг.1, Роторно-цепная линия для разделенШ деталей по диаметру отверстий состоит из ротора 1 питания с бункером, конвейерной цепи 2, ротора приема деталей, полочного приемник 4 и натяжного устройства 5, Конвейерная цепь 2 огибает рото 1 питания и ротор 3 приема деталей Цепь 2 снабжена штырями 6, которые выполнены ступенчатыми с числом ступеней, равным числу типоразмеро сортируемых деталей. В нижней част штыри 6 имеют головки 7 для захват ных органов роторов (ползунов) 8, которые осуществляют их подъем и опускание согласно заданной програ ме, в соответствии с которой штьфи 6 в процессе работы линии находятся в трех положениях: в среднем 6верхнем 6-5 и нилшем 6-е. Ротор приема деталей представляет собой связанный с приводом 9 вертикальный вал 10 на подшипниках, на котором смонтированы барабан 11 с ползунами 8 и рабочая часть. Ползуны 8 перемещаются,в вертикальном направлении от копиров 12 в соответствии с заданной программой, В верхней части ползунов 8 имеются подпружиненные захваты 13 для штырей 6 цепи 2. Рабочая часть ротора приема деталей выполнена в виде набора дисков 14 с гнездами 15 по конфигурации сортируемых деталей, имеющих выступ 16, и ограничительного диска 17, которые жестко установлены на валу 10. Пакет дисков размещен между ползунами 8 и диском 17. Число дисков равняется числу типоразмеров сортируемых деталей. В ограничительном диске 17 выполнены отверстия по максимальному диаметру шеек штырей 6. Между ограничительным диском 17 и дисками 1/ установлен неподвижно подводящий лоток 18, идущий от ротора 1 питания, и огибающий ротор 3 приема. Подводящий лоток 18 имеет паз для прохода штырей 6, который перед входом в полочный приемник 4 имеет расширенную часть для. свободного перемещения штырей 6 с деталями в осевом направлении. На участке выхода деталей с ротора 3 приема расположен неподвижно полочный приемник 4, который состоит из двух частей-полок 19 и соединенных с ними лотков 20. Полки 19 выполнены в виде Дугообразных направляющих и жестко закреплены на станине концентрично ротору приема. Число полок равно числу дисков 14. Кажцая полка расположена под соответствующим диском в роторе 3 приема деталей. В боковой стенке каждой полки со стороны ротора 3 имеется выемка для прохождения дисков 14 с деталями. Со стороны приема деталей в полках 19 выполнен сквозной паз для прохода штьфей 6. Лотки 20 выполнены наклонньо4и в виде прямых направляющих, расположены вне ротора приема деталей и заканчиваются магазинами-накопителями (не показаны) . Роторно-цепная линия работает следующим образом.
3.
От привода начинают вращаться роторы питания 1 и приема деталей а также приходит в движение конвейерная цепь линии 2.
На участке I деталь 21 выходит из ротора 1 питания, подхватывается верхней частью штырей 6, находящихся в среднем положении 6-« и по подводящему лотку 18 перемешается к ротору 3 приема деталей. В момент вписывания цепи 2 в ротор 3 приема деталей штьфи 6 входят в захваты 13 ползунов ротора 3 приема деталей.
На участке II происходит подъем штырей 6 с деталью 21 до упора в ограничительный диск 17 в положение 6-6. При этом деталь 21 принудительно садится на свою шейку штырей 6. После упора штырей 6 с деталью в ограничительный диск 17 дальнейший подъем ползуна 8 ротора компенсируется пружиной 22. На выходе из участка II штыри 6 с деталью 21 выходят в расширенную часть паза подводящего лотка 18.
На участке III происходит опускание штырей 6 в среднее положение 6-0 на уровень полок 19, уровень верхней шейки штьфя 6 совпадает с уровнем верхней полки. При этом деталь 21 занимает место в гнезде 15 диска 14 на соответствующ1ем уровне.
51Д264
На участке IV производится ввод детали 21 в полочный приемник 4. Штыри, находясь в среднем положении 6-«, входят в открытый паз 5 полок 19. Деталь 21 переходит на полку 19, а штьфи 6 начинают опускаться . Дальнейшее продвижение детали 21 происходит по поверхности полки 19 и осуществляется выступом
О 16 диска 14.
На участке Y штьфи 6 опущены в положение 6- в и находятся ниже дисков 14. Деталь 21 с полки 19 переходит в лоток 20 и спускается по
15 нему в магазин-накопитель. После этого конвейерная цепь 2 выходит из ротора 3 приема деталей, а ползуны 8 ротора 3 приема деталей поднимаются в исходное положение.
20 Таким образом, предлагаемая линия обеспечивает более высокую производительность, которая обусловлена тем, что замена стапелей с отсортированнь т деталями осуществляется в процессе работы линии, без ее останова. Кроме того, линия значительно проще по конструкции. Сортировка деталей осуществляется в одном роторе, в то время как в
0 известной линии на каждый типоразмер детали необходим отдельный ротор. Это приводит к снижению стоимости предлагаемой линии, повьштению надежности работы, уменьшению ее габаритов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая роторно-конвейерная линия для сборки цепей | 1989 |
|
SU1708484A1 |
| Роторно-конвейерная машина | 1981 |
|
SU1016208A1 |
| Роторно-конвейерная машина | 1980 |
|
SU1002131A1 |
| Роторная машина для сборки блоков втулочных и роликовых цепей | 1977 |
|
SU668758A1 |
| Загрузочный ротор | 1989 |
|
SU1646783A1 |
| Автоматическая роторно-конвейерная линия для сборки медицинской иглы однократного применения | 1990 |
|
SU1775266A1 |
| Роторно-конвейерная машина для сортировки изделий | 1988 |
|
SU1632523A1 |
| Роторно-конвейерная машина | 1980 |
|
SU940993A1 |
| Роторный автомат питания | 1976 |
|
SU564139A1 |
| Роторно-конвейерная машина для сборки пильной цепи | 1981 |
|
SU1042871A1 |
РОТОРНО-ЦЕПНАЯ ЛИНИЯ, содержащая установленные на станине ротор питания с бункером и ротор приема деталей с ползунами привода осевого перемещения ступенчатых штырей, размещенных в транспортной цепи, огибающей роторы, отличающаяся тем, что, с целью повьт1ения производительности и надежности в работе, линия снабжена полочным приемником, вьтолненным в виде пакета дугообразных направляющих, жестко закрепленных на станине концентрично ротору приема деталей, причем рабочая часть ротора приема вьтолнена в виде пакета дисков с гнездами под детали и диска со сквозными отверстиями для размещения ступеней штырей, при этом число дисков с гнездами в пакете равно числу ступеней штырей, диски расположены между полками приемниI ка, а пакет дисков рабочей части ротора приема деталей размещен (Л меяоду ползунами и диском с отверстиями.
| РОТОРНО-ЦЕПНАЯ ЛИНИЯ | 0 |
|
SU339475A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| РОТОРНО-ЦЕПНАЯ ЛИНИЯ | 1973 |
|
SU433075A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
