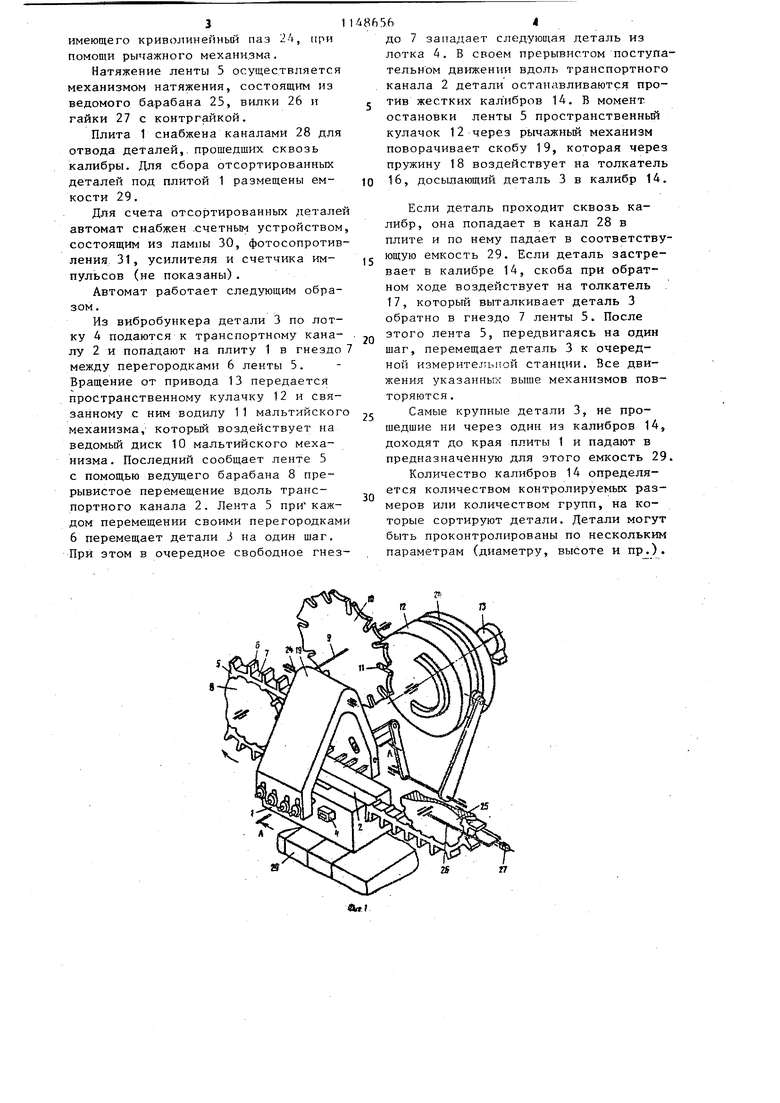
Изобретение относится к контроль но-сортировочной технике в машиностроении и может быть использовано для сортировки цилиндрических детал в массовом производстве. Известен автомат для контроля и сортировки цилиндрических деталей, содержащий размещенные на станине привод, загрузочиьй механизм, транс портньй канал, размещенньй в транспортном канале механизм шагового пе ремещения деталей и установленные вдоль транспортного канала измерительные станции, механизм ввода дет лей в измерительные станции и емкос для сбора отсортированных деталей Недостатком автомата является ег сложность, связанная с наличием электрических преобразователей и электроуправляемых заслонок. Кроме того, перемещение деталей по транспортному каналу осуществляется под собственным весрм, при этом возможн застревания легких деталей. Цель изобретен11я - упрощение конструкции и повьшение надежности работе. Поставленная цель достигается тем, что в автомате для контроля и сортировки цилиндрических деталей, содержащем размещенные на станине привод, загрузочньй механизм, транс портный канал, размещенный в транспортном канале механизм шагового перемещения деталей и установленные вдоль транспортного канала измерительные станции, механизм ввода дет лей в измерительные станции и емкос ти для сбора отсортированных детале механизм шагового перемещения дета лей состоит из приводной бесконечно транспортной ленты с перегородками, образующими гнезда для размещения деталей, каждая измерительная станц выполнена в виде жесткого калибра, а механизм ввода деталей в жесткие калибры состоит из установленной с возможностью качательного движения от привода скобы и шарнирно закрепленных на ее концах нескольких пар соосных между собой и соответствующим жестким калибром толкателей, количество которых соответствует количеству жестких калибров, при этом транспортный канал и жесткие калибры размещены между концами ско бы, толкатели ввода деталей в жестк калибры выполнены подпружиненными. а жесткие калибры размещены между транспортным каналом и емкостями для сбора отсортированных деталей. Кроме того, жесткие калибры имеют разныеразмеры и установлены в порядке возрастания по направлению движения деталей. Причем размеры гнезд в транспортной ленте равны наибольшему размеру контролируемых деталей, а шаг между перегородками ленты выполнен кратным расстоянию между соседними жесткими калибрами. При этом привод для шагового перемещения деталей выполнен в виде мальтийского механизма. На фиг. 1 изображен автомат, общий вид; на фиг. 2 - разрез А-А на фиг. 1. Автомат содержит вибробункер (не показан), плиту 1 с транспортным каналом 2, в котором перемещаются сортируемые детали 3, передаваемые из вибробункера в транспортный канал 2 через загрузочньй лоток 4. Для перемещения деталей 3 по транспортному каналу 2 в нем размещена транспортная лента 5 с перегородками 6, образующими гнезда 7 с размерами, равными размерам деталей 3. Лента 5 зацепляется с ведущим барабаном 8, закрепленным на валу 9. На этом же валу закреплен ведомьй диск 10 мальтийского механизма. Водило 11 закреплено на пространственном кулачке 12, установленном на валу привода 13. Вдоль транспортного канала 2 расположены измерительные станции, состоящие из жестких калибров 14. В направляющих 15 перпендикулярно транспортному каналу 2 установлены толкатели 16 для принудительной подачи измеряемых деталей 3 в жесткие калибры 14 и толкатели 17 для выталкивания застрявших в калибрах 14 деталей 3 обратно в транспортный канал 2. Для ограничения усилия подачи деталей 3 в калибры 14, с целью исключения повреждений деталей и калибров, толкатели 16 снабжены пружинами 18, через которые скоба 19 воздействует на толкатели 16. Положение толкателей относительно транспортного канала 2 регулируется при помощи гаек 20 и втулок 21 и 22. Скоба 19 установлена на оси 23 с возможностью качательного движения, которое осуществляется от пространственного кулачка 12, 3 имеющего криволннейиьй паз 24, при Помощи рычажного механизма. Натяжение ленты 5 осу деств;тяетс механизмом натяжения, состоящим из ведомого барабана 25, вилки 26 и гайки 27 с контргайкой. Плита 1 снабжена каналами 28 для отвода деталей, прошедших сквозь калибры. Для сбора отсортированных деталей под плитой 1 размещены емкости 29, Для счета отсортированных детал автомат снабжен .счетным устройством состоящим из лампы 30, фотосопроти ления 31, усилителя и счетчика импульсов (не показаны). Автомат работает следующим обра зом . Из вибробункера детали 3 по лотку 4 подаются к транспортному кана лу 2 и попадают на плиту 1 в гнездо между перегородками 6 ленты 5. Вращение от привода 13 передается пространственному кулачку 12 и связанному с ним водилу 11 мальтийског механизма,- который воздействует на ведомый диск 10 мальтийского механизма. Последний сообщает ленте 5 с помощью ведущего барабана 8 прерывистое перемещение вдоль транспортного канала 2. Лента 5 прикаждом перемещении своими перегородкам 6 перемещает детали J на один шаг. При зтом в очередное свободное гнез Ь до 7 западает следующая деталь из лотка 4. В своем прерывистом поступательном движении вдоль транспортного канала 2 детали останавливаются против жестких калибров 14. В момент остановки ленты 5 пространственный кулачок 12 через рычажньш механизм поворачивает скобу 19, которая через пружину 18 воздействует на толкатель 16,досьшающий деталь 3 в калибр 14. Если деталь проходит сквозь калибр, она попадает в канал 28 в плите и по нему падает в соответствующую емкость 29. Если деталь застревает в калибре 14, скоба при обратном ходе воздействует на толкатель 17,который выталкивает деталь 3 обратно в гнездо 7 ленты 5. После зтого лента 5, передвигаясь на один шаг, перемещает деталь 3 к очередной измерительной станции. Все движения указанных выше механизмов повторяются . Самые крупные детали 3, не прошедшие ни через один из калибров 14, доходят до края плиты 1 и падают в предназначенную для этого емкость 29. Количество калибров 14 определяется количеством контролируемых размеров или количеством групп, на которые сортируют детали. Детали могут быть проконтролированы по нескольким параметрам (диаметру, высоте и пр.).
f9
20 и 2Z 5 3/
/
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ РАЗМЕРНОЙ СОРТИРОВКИ ДЕТАЛЕЙ | 2017 |
|
RU2670732C9 |
| Автомат для сортировки втулок по внутреннему диаметру | 1981 |
|
SU995896A1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ КОЛЕЦ ПОДШИПНИКОВ | 1991 |
|
RU2016673C1 |
| Устройство для автоматического контроля, сортировки и клеймения ребристых цилиндров двигателей воздушного охлаждения | 1989 |
|
SU1712000A1 |
| Автомат для контроля деталей преимущественно типа колпачков | 1986 |
|
SU1416212A1 |
| Устройство для контроля и сортировки магнитов | 1987 |
|
SU1443979A1 |
| Автомат для контроля и сортировки гнезд штепсельных разъемов | 1982 |
|
SU1037972A1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ ДЕТАЛЕЙ ПО ЛИНЕЙНРАЗМЕРАМ5Ш" | 1972 |
|
SU425671A1 |
| Автомат для контроля и сортировки деталей | 1981 |
|
SU1036403A1 |
| Автомат для контроля цилиндрических изделий по наружному диаметру | 1980 |
|
SU971519A1 |

1. АВТОМАТ ДЛЯ КОНТРОЛЯ И .СОРТИРОВКИ иЩИНДРИЧЕСКИХ ДЕТАЛЕЙ, содержащий, размещенные на станине привод,, загрузочный механизм, транспортный канал, размещенный в транспортном канале механизм шагового перемещения деталей и установленные вдоль транспортного канала измерительные станции, механизм ввода деталей в измерительные станции и емкости для сбора отсортированных деталей,о тличающийся тем, что, с целью упрощения конструкции и повышения надежности в работе, механизм шагового перемещения деталей состоит из приводной бесконечной транспортной ленты с перегородками, образуняцими гнезда.для размещения деталей, каждая измерительная станция выполнена в виде жесткого калибра, а механизм ввода деталей в жесткие калибры состоит из установленной с возможностью качательного движения от привода скобы и шарнирно закрепленных на ее концах нескольких пар соосных между собой и соответствующим жестким калибром толкателей, количество которых соответствует количеству жестких калибров, при этом транспортный канал и жесткие калибры размещены между концами скобы, толкатели ввода деталей в жесткие калибры выполнены подпружиненными, а жесткие калибры размещены между транспортным каналом и емкостями для сбора отсортированных деталей. 2.Автомат по п. 1, отличающийся тем, что жесткие калибры имеют разные размеры и установлены в порядке возрастания по направлению движения деталей. 3.Автомат по пп. 1 и 2, отличающийся тем, что размеры гнезд в транспортной ленте равны наибольшему размеру контролируемых деталей, а шаг между перегородками 4i ленты выполнен кратным расстоянию 00 между соседними жесткими калибрами. а 4.Автомат по пп. 1-3, отлиел чающийся тем, что привод для о: шагового перемещения деталей выполнен в виде мальтийского механизма.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автомат для контроля цилиндрических деталей | 1976 |
|
SU642024A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
