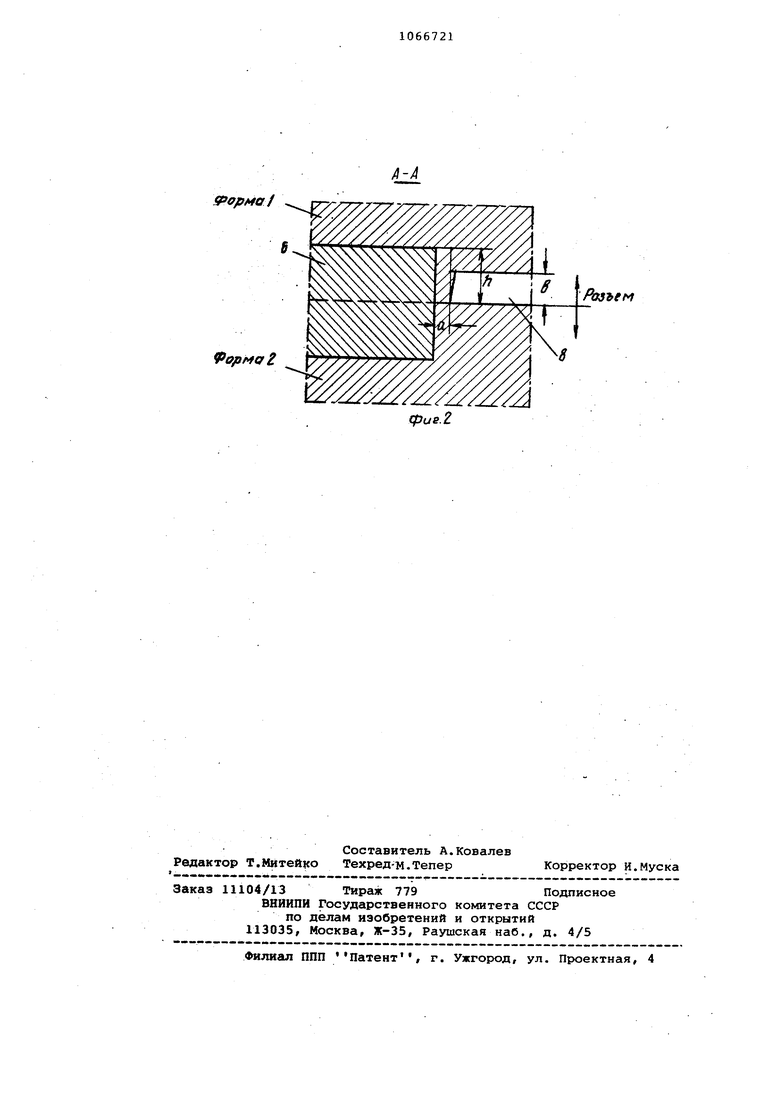
Изобретение относится к литейно производству, в частности к литейным формам, преимущественно безопо ным. Одним из видов брака отливок яв ляются газовые раковины, образуемые в результате проникновения пузырьков газа из формы в жидкий металл. Для борьбы с подобным видом брака используется устройство вентиляцио ных каналов в полости формы по кон ладу или разъему. По контрладу пустотелые каналы образуются прокалыванием форм металлическими стержнями (душниками), которые не доходят до поверхности модели на 1015 мм fl , Однако данный тип вентиляционных каналов ограничен сферой применени в индивидуальном и мелкосерийном пр изводстве в связи с ручным выполнением операции. Известен способ изготовления литейных форм, согласно которому вентиляционные каналы выполняются с помощью шипов, размещаемых на модели. При з.аливке форм металлически шипы образуют наружньгй рельеф отливки, а при устранении шипов возрастает объем механообработки f2l. Наиболее близкой к предлагаемой по технической сущности и достигаемому эффекту является литейная форма, преимущественно безопочная, содержащая литниковую систему/ стержни, внутренние полости для отливок и вентиляционные каналы по разъему формы f3j, Целью изобретения является уменьшение расхода жидкого металла и снижение брака отливок по газовым раковинам. Указанная цель достигается тем/ что в литейной форме, преимущественно безопочной, содержащей литниковую систему, стержни, внутренние полости для отливок и вентиляционные каналы по разъему форуи, выполнены дополнительные газоотводные каналы и полости, расположенные по периметру внутренних полостей на расстоянии а, равном 0,2-0,5 высоты h модельного отпечатка, а отношение расстояния от отливки до газоотводного канала к его высоте в равно 0,5-1. На фиг.1 представлена литейная форма с указанием газоотводных каналов или полостей; на фиг.2 - сечение А-А на фиг.1. Литейная форма включает литниковую чашу 1, стояк 2, шлакоуловитель 3, стояк переменного сечения 4, питающие бобышки 5, отливки 6, выпоры 7, газоотводные каналы 8, газоотводные полости 9 и стержни 10. Литейная форма используется следующим образом. При заливке форм металл поступает в литниковую чаиау 1, затем проходит через стояк 2, направляется по наклонному питателю в шлакоуловитель 3 и плоский стояк переменного сечения 4, заполняет бобышки 5, отливки б коленвалов и поступает в выпоры 7 (фиг,1). Вг процессе теплообмена между отливкой и уплотненной формой в полости -формы поступают газообразные продукты сгорания органических добавок к формовочной смеси и удаляются через газоотводные каналы 8 и газоотводные полости 9. Величина о между отливкой и газоотводным каналом выбирается в зависимости от габаритов отливки и размеров опок. Высота газоотводного канала выбирается в зависимости от величины о . Газоотводные полости 9 используются в том случае, когда рабочая полость формы по контуру перекрыта элементами литниковой системы и выход газа к наружным областям формы затруднен. Снижение газового давления по границе металл-форма происходит за счет заполнения газами этой полости. При изготовлении форм с горизонтальным разъемом отвод газа от газовой полости может предусматриваться по конгрладу в атмосферу. Предлагаемое изобретение может найти применение дЯя.безопочной и опочной формовки в устройствах, выводя- щих газ по разъему фор1«ы и обеспечит снижение брака отливок rto.газовым раковинам на 2%. I
SPopfial
Opf4CfZ Y
Разъем
Cpue.Z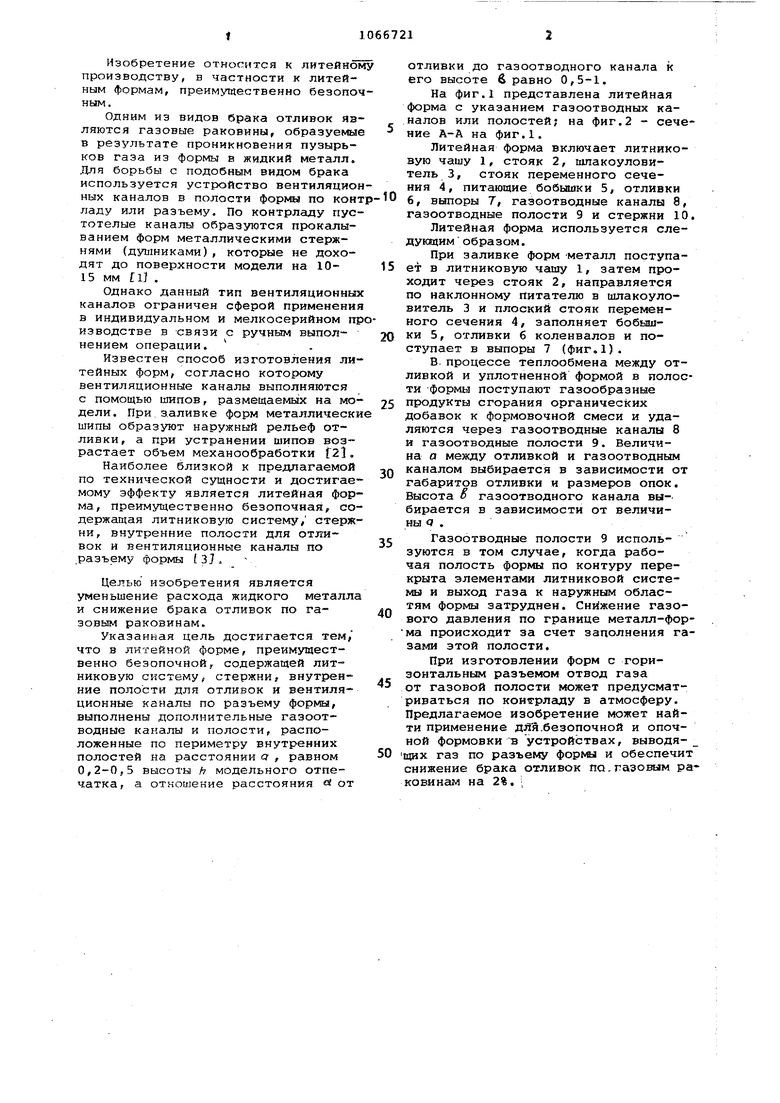
| название | год | авторы | номер документа |
|---|---|---|---|
| Стопочная литейная форма | 1978 |
|
SU710751A1 |
| Стопочная форма | 1981 |
|
SU988443A1 |
| Способ заливки литейных форм с применением метода локального поверхностного вакуумирования формы и устройство для его осуществления | 2023 |
|
RU2813437C1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ СТАЛЬНЫХ ОТЛИВОК | 1992 |
|
RU2088372C1 |
| Стопочная безопочная литейная форма | 1984 |
|
SU1250383A1 |
| Стопочная безопочная литейная форма | 1986 |
|
SU1360878A1 |
| Литниковая система | 1979 |
|
SU801969A1 |
| Стопочная литейная форма | 2019 |
|
RU2746869C1 |
| Этажная литниковая система | 1980 |
|
SU900938A1 |
| Литейная форма | 1986 |
|
SU1405944A1 |
ЛИТЕЙНАЯ ФОРМА, преимущественно безопочная, содержащая литниковую систему, стержни,внутренние полости для отливок и вентиляционные каналы по разъему формы, отличающаяся тем, что, с целью уменьшения расхода жидкого металла и снижения брака отливок по гаaoBfciM раковинам, в ней выполнены дополнительные газоотводные каналы и полости, расположенные- по периметру внутренних полостей на расстоянии а, равном 0,2-0,5 высоты Ь модельного отпечатка, а отношение расстояния о от отливки до газоотводного канала к е.гр. высоте 6 равно 0,5-1. 889 77
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Титов Н.Д., Степанов Ю.А Технология литейного производств М., Машиностроение , 1978, с.103, 104 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
