СтяНки для изготовления отверстий, в которых использовзй суппорт, несущий шпиндель с инструментом, получаюший вращение и возвратнопоступательные осевые движеа-шя, иввестны.
Особеиностью предлагаемого стаяка является установление между шпинделем и механизмом подачи -суппорта такой ашеематичеокой связи, при которой подачка суппорта периодически включается после достижения шпинделем крайнего нижнего положения npiK его осевых возвратно-поступательных движениях. Такое выполнение стайка обеспечивает автоматизацию paeHOMetpnoro нажатия инструмента с постояН1НЫ1М осевым усилием на обрабатываемое изделие.
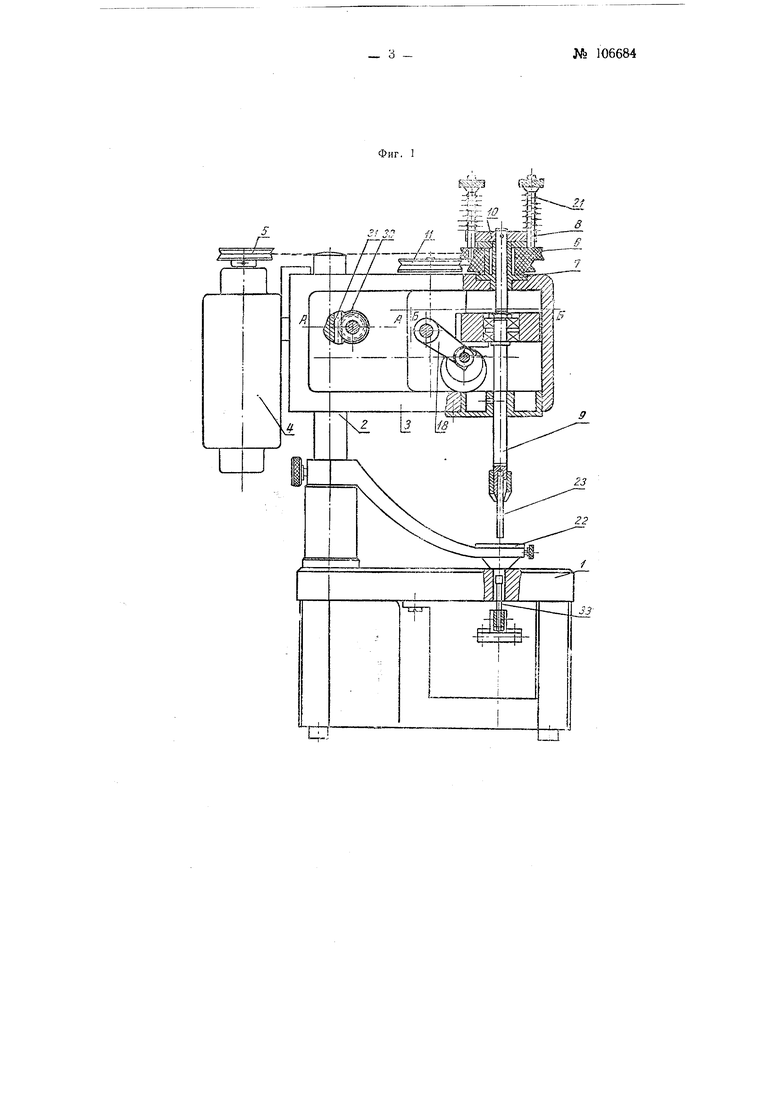
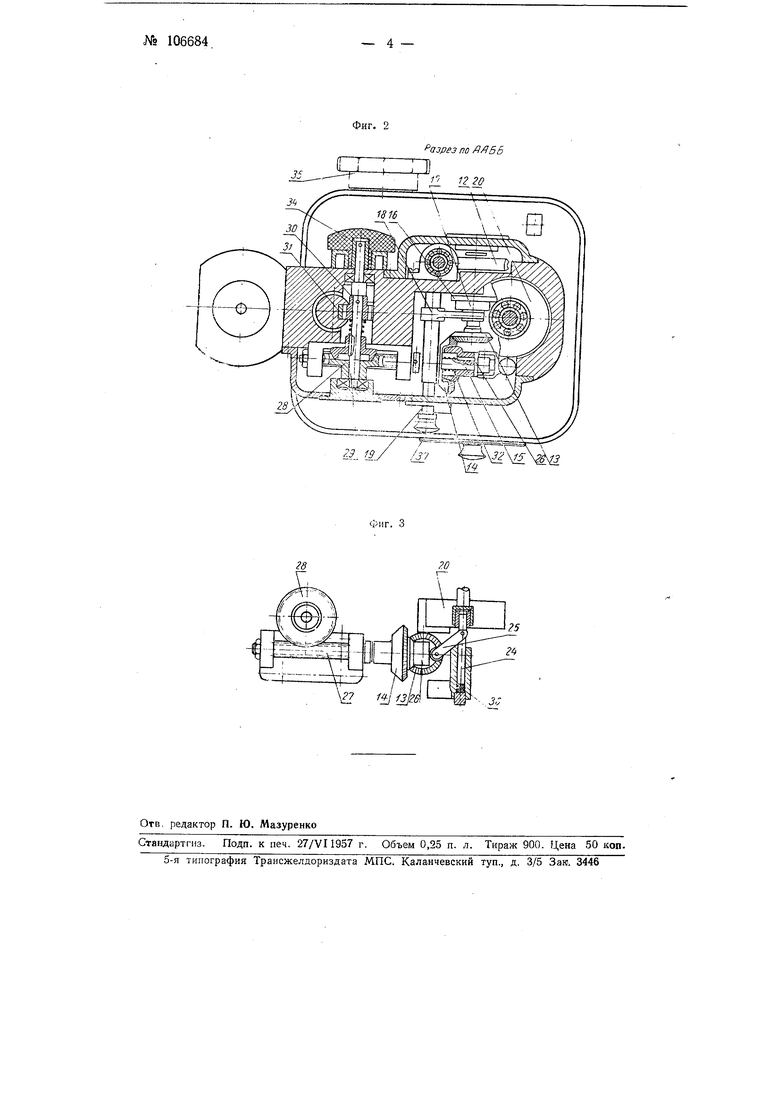
Предлагаемый станок показан на фиг. I в обшем виде; на фиг. 2-раз-рез по АА-ББ; на фиг. 3-узел автоматического включения суппорта.
Ста1нок состоит из яеподвижнош ocHOBaiHHH (стола) / со стойкой 2, по которой перемещается подвижный -суппорт 3 с прикрепленным к 1нему мотором 4.
Со шкива 5, укрепле1Н Ного на оси мотора, вращение передается на шкив 6, свободно сидящаш на втулке 7. Две шпильки 8, ввернутые в шкив 6, передают вращение на шпиндель 9 станка через прол ежу точную планку 10, жестко связанную со шпинделем.
Одновременно со шкива 6 врашенле передается на шкив 11, приводящий в движение червяк и червячную шестерню 12. Коническая шестерня 13 передает вращение шестерне 14, свободно посаженной на ось 15. Кулач1К« 16 и 17 могут смещаться по шпонке вдоль оси при помощи вилки 18 и тяги с кнопкой 19. Непрерывно нажимая на деталь 20, кулачки заставляют вращающийся шпиндель 9 сав&рщать возвратно-поступательные движения вверх и вниз. Кулачок 16 сообщает шпинделю амплитуду колебаний, равную 12 мм, и |В11 Л1ЮЧ1ается при сверлении толстых образцов; кулачок 17 задает амплитуду, равную 7 мм, и включается при сверлении тонких образцов (до 8 мм). Силовое замыкание детали 20 на кулачки осуществляется нажатием iipyжвн 21.
При сверлении толстых о-бразцой большая амплитуда колебаний шпинделя способствует лучшему поступлению и перемешиванию абразива, который тювдещается в чашечку 22 и непрерывно затаскивается инструментом 23 в обрабатываемое отверстие.
Проф|иль кулачков выполнен таким образом, что «рабочий ход шпинделя (нижнее его положе П е) является продолжительным. Это обеспечивает более полное использование абразива при сверлепии О|бразда за время одно.го нажатия инструмента.
В отсутствии обрабатываемого и: делия деталь 20 касается кулачка ври его Вращении по всему профилю; подходя к крайнему нижнему положемию, ши1И1Ндель 9 опускает ччиз ось 24, на которой подвешена серьга 25. Серьга 25 толкает вперед скользящий по шпонке конический фрикцион 26, который скрепляется с шестерней 14 и приводит, таишм образом, во вращение ось 15, червяк 27, чер1вяч ную шестерню 28, ось 29 и связанную с ней шестерню 30. Шестерня во перемещается вдоль рейки 31 и опускает суппорт 3 до тех пор, пока шпиндель под действием кулачка не пойдет вверх, серьга 25 придет в свое исходное положение, пружина 32 вытолкан ет конический фрикцион 26, а шестерня 14 переста1нет приводить в движение ось 15.
Таким образом, в отсутствие образца суппорт 5 за один цикл опустится на 0,8 мм. В дальнейшем процесс повторяется.
При сверлепии шпиндель 9 периодичеоми прижимает инструме1нт 23 к изделию. В этом случае деталь 20, опускаясь вниз, не дойдет до поверхности кулачка, а фрикцион 26 не будет введен в зацепление с шестерней 14 до тех пор, пока сверло не углубится в образец настолько, что шпиндель окажется в своем ркрайпем нижнем положении, тогда суппорт 3 переместится вниз 1на 0,8 мм, а инструмент, натолкнувшись при своем рабочем ходе На преиятствие (изделие), не позволит шпинделю опуститься в крайнее пижнее положение. Процесс повторяется до тех пор, пока деталь не будет прооверлвна насквозь. При дальнейшем движении вниз инструмент 23 натолкнется на рычаг выключателя 33, нажмет на него и выключит мотср.
Перемещение суппорта 5 вниз небольшими интервалами, по мере сверления, обеспечивает равномерное нажатие инструмента на обрабатываемое изделие в процессе сверления и способствует увеличению производит е чыности и равно юрности в работе.
Установка инструмента 23 в исходное положение, по высоте, осуществляетк;я перемещением суппорта 3 спо:мощью рукоятки 34.
Скорость вращения :мотора 4 устанавливается рукояткой 35, перемещающей движок реостата, смонтированного в основании. Сцепление фрикциона 26 регулируется поджатием пружин 21 и 36, а также вращением колпачка.
Для хранения инструментов, запасных деталей и изделий в основании вмонти раваны два выдвиЖНых ящика 37.
Предмет изобретения
Автоматический станок для сверления отверстий в твердых материа-. лах (стекло, камень, кристаллы и т. п.) с использованием суппорта, несущего шпиндель с инструментом, получающий вращение и возвратнопоступательные осевые движения, отличающийся тем, что, с целью автоматизации равномерного нажатия инструмента на обрабатываемое изделие, пшиндель нинематичеоки связан с механизмом подач И суппорта таким образоМ, что подача суппорта периодически включается После достижезп я шпинделем Крайнего нижнего положения при его Осевых Возвратно-Поступательных движениях.
1уз (
fa3fle3 т ДЛБь
12 20
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтоматический многопозиционный карусельный станок | 1947 |
|
SU80172A1 |
| Многошпиндельный токарный автомат | 1939 |
|
SU58716A1 |
| Стенд для слесарно-доводочных работ | 1989 |
|
SU1660804A1 |
| Полировальный станок | 1931 |
|
SU33422A1 |
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
| Многопозиционный автомат для обработки изделий типа корпуса наручных часов | 1957 |
|
SU117374A1 |
| Хонинговальный станок для обработки цилиндрических поверхностей | 1986 |
|
SU1563951A2 |
| Токарно-расточносверлильный агрегат | 1938 |
|
SU60632A1 |
| Автоматический станок для шлифования желобков у внутренних колец шарикоподшипников | 1938 |
|
SU57463A1 |
| РОТОРНАЯ УСТАНОВКА ДЛЯ СВЕРЛЕНИЯ ЯНТАРНЫХ ИЗДЕЛИЙ | 2004 |
|
RU2252140C1 |
J-;
