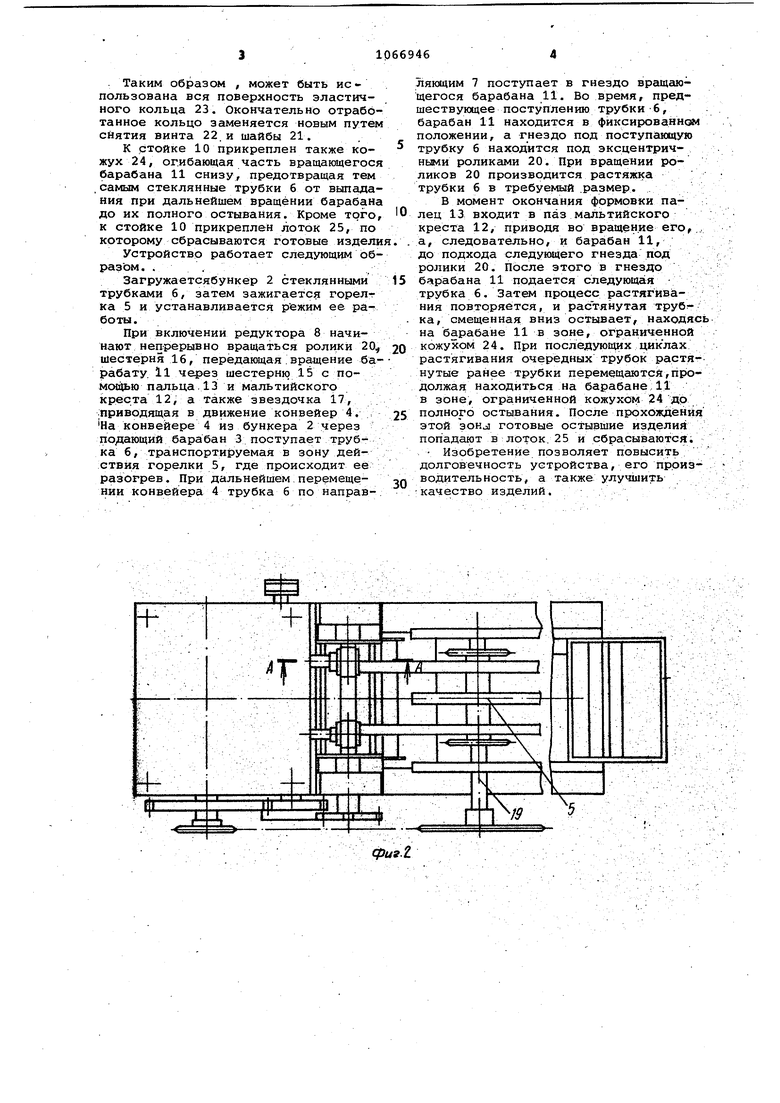
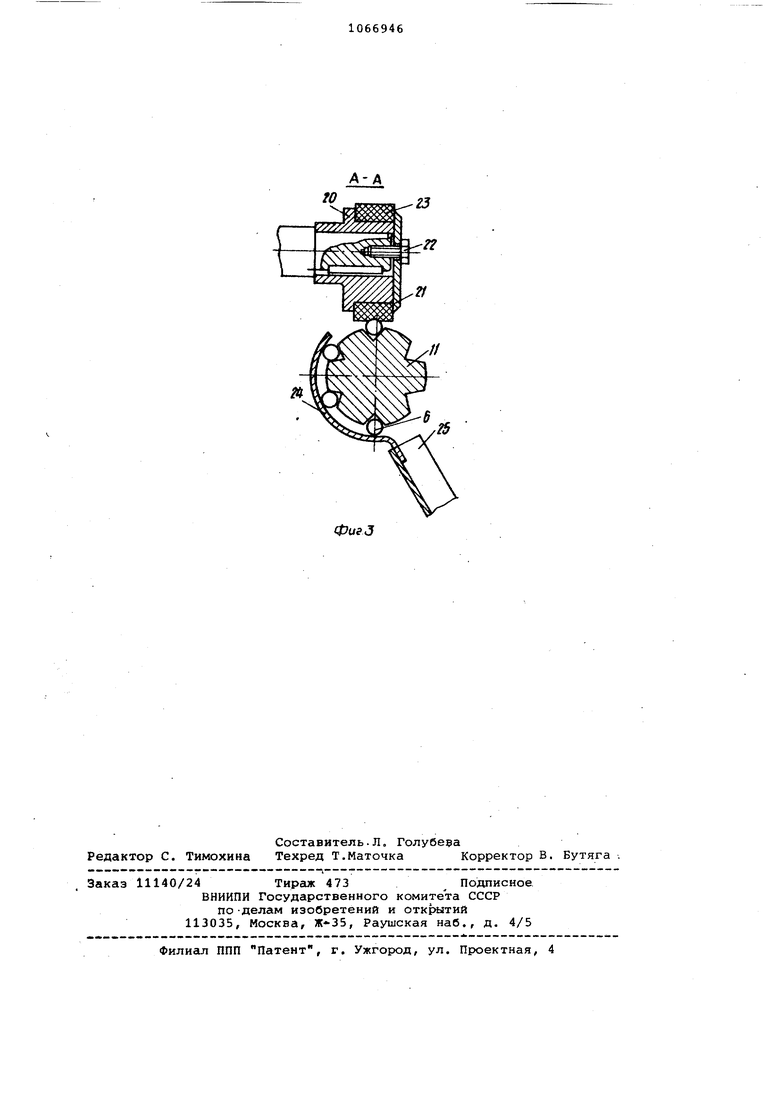
Изобретение относится к строймат риалам, а именно к технологии Обработки стекла, и может быть использовано при изготовлении деталей из стеклянных трубок, в частности пипе ток медицинского назначения. Известна установка для изготовле ния изделий из стеклянной трубки, с держащая цанговые зажимы для удержания трубки, платиновую спираль дл разогрева и механизм растяжки в вид соленоида Ш . Недостатком данной установки является низкая производительность, обусловленная .необходимостью закреп ления и растягивания каждой трубки В отдельности. Наиболее близким к предложенном по технической сущности и достигаемому результату является устройство для растягивания стеклянных трубок, содержащее смонтированные на станин бункер, конвейер с горелкой,- узел приема разогретой стеклянной трубки виде колодки, расположенной в конце конвейера и реверсивно перемещаемой в вертикальном направлении, механизм растяжки в виде профилированного ку лачка с эластичной рабочей частью в виде сегмента, а также направляющие ,и привод 21 . Приемные колодки установлены на пружинах в направляющих и для снятия трубки их необходимо опускать, Это производится с помощью кулачков преодолевая усилия сжатия пружин, что отрицательно влияет на работу механизмов, вызывая дополнительный износ шестерен, так как усилия, необходимые для сжатия пружин, больше, а это отрицательно сказывается на долговечности устройства. , Кроме того, к недостаткам устройства относится также то, что в случае раздавливания стеклянной трубки при растягивании не предусмотрен выброс осколков стекла из гнезд. В результате этого при поступлении и обработке следующей стеклянной трубки повреждаются гнезда, колодки и поверхность растягиваемой трубки. Кроме того растянутые трубки, не успевая остывать, сбрасываются по наклонной плоскости в бункер и при этом часто деформируются, что ухудшает качество изделий. Существенным недостатком данного устройства является также то, что эластичная рабочая часть профилированных кулачков, осуществляющих ра ртяжку, выполненная в виде сегмента, по мере срабатывания нуждается в замене, путем разбрра втулки и кулачка . . этот процесс требует больших за.т: рат времени, обуславливающих Не доС таточно высокую производительность устройства. Цель изобретения - повьшение производительности за счет снижения затрат времени на замену эластичной.рабочей части, улучшение качества изделий и повышение долговечности устройства. Поставленная цель достигается тем, что в устройстве для растягивания стеклянных«трубок, содержащем смонтированные на станине бункер, конвейер с горелкой, узел приема разогретой стеклянной трубки, механизм растяжки с эластичной рабочей частью, а также направляющие и привод, механизм растяжки выполнен в виде эксцентричных роликов, эластичная рабочая часть - в виде надетых на них съемных колец, а узел приема разогретой стеклянной трубки выпол-; нен в виде барабана с кожухом и гнездами для трубок, установленного с возможностью периодического вращения. На фиг. 1 схематически изображено устройство для растягивания стеклянных трубок, вид сбоку; на фиг,2 то же, вид сверху; на фиг. 3 - сечение А-А на фиг.2. На станине 1 установлен бункер 2 с подающим барабаном 3, конвейер 4 с горелкой 5 для разогрева на стек-, лянной трубке 6 места для растягивания и направляющими 7, а также привод, включающий редуктор 8. На плите 9 редуктора 8 закреплена стойка Ю, в отверстиях которой установлен вращающийся барабан 11 с гнездами для трубок 6, причем глубина гнезд не превышает 2/3 наружного диаметра стеклянных трубок. На барабане 11 установлен мальтийский крест 12, взаимодействующий с пальцем 13 и ограничителем 14, закрепленным на шестерне 15, входящей в зацепление с шее- . терней 16 редуктора 8. Кроме того, на одном валу с шестерней 16 уста-, новлена звездочка 17, взаимодействующая посредством цепной передачи со звездочкой 18, закрепленной на валу 19 конвейера 4. Мальтийский крест 12 и ограниитель 14 обеспечивают цикличность ращения барабана 11. На редукторе 8 над вращающимся арабаном 11 установлены эксцентричые ролики 20, на которых закреплены с помощью шайбы 21 и Винтов 22 эластичные кольца 23. За счет эксцентриситета роликов 20 осуществляют растяжку трубки.,По мере износа эластичного кольца 23 винт 22 отпускают, ольцо 23 .проворачивают и устанавли7 ают незадействованной ранее поверхностью в рабочее положение без разора всего узла. Таким образом , может быть использована вся поверхность эластичного кольца 23. Окончательно отработанное кольцо заменяется новым путем снятия винта 22.и шайбы 21. К стойке 10 прикреплен также кожух 24, огибающая часть вращающегося барабана 11 снизу, предотвращая тем самым стеклянные трубки 6 от выпадания при дальнейшем вращении барабана до их полного остывания. Кроме того к стойке 10 прикреплен лоток 25, по которому сбрасываются готовые издели Устройство работает следующим образом. . , Загружаетсябункер 2 стеклянными трубками 6, затем зажигается горелт ка 5 и устанавливается режим её работы. При включении редуктора 8 начинают непрерывно вращаться ролики 20 шестерня 16, передающая.вращение ба рабату. 11 через шестерню 15 с помощью пальца. 13 и мальтийского креста 12, а также звездочка 17, . .приводящая в движение конвейер 4. , На конвейере 4 из бункера 2 через подающий барабан 3 поступает трубка 6, транспортируемая в зону действия горелки 5, где происходит её разогрев. При дальнейшем.перемещении конвейера 4 трубка 6 по направлякхцим 7 поступает в гнездо вращающегося барабана 11. Во время, предшествующее поступлению трубки 6, барабан 11 находится в фиксированнсми положении, а гнездо под поступающую трубку 6 находится под эксцентричными роликами 20. При вращении роликов 20 производится растяжка трубки 6 в требуемый .размер. В момент окончания формовки па- . лед 13 входит в паз мальтийского креста 12, приводя во вращение его, . а, следовательно, и барабан 11, до подхода следующего гнезда под ролики 20. После этого в гнездо барабана 11 подается следующая трубка 6. Затем процесс растягивания повторяется, и растянутая , смещенная; вниз остывает, находясь, на барабане 11 в зоне, ограниченной кожухом 24. При последующих циклах растягивания очередных трубок растянутые ранее трубки перемещаются,продолжая находиться на барабане 11 в зоне, ограниченной кожухом 24 др полного остывания. После прохождения этой эоно готовые остывшие изделия попадают в лоток.25 и сбрасываются; Изобретение позволяет повысить долговечность устройства, егО пр.оизводительность, а также улучшить качество изделий. ;
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления стеклянных изделий из трубок | 1985 |
|
SU1268519A1 |
| Устройство для изготовления стеклянных изделий из трубок | 1986 |
|
SU1392034A2 |
| Автомат для печатания ярлыков | 1979 |
|
SU825344A1 |
| НЕПРЕРЫВНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИВНОЙ ТРУБКИ ДЛЯ КАПЕЛЬНОГО ОРОШЕНИЯ | 2005 |
|
RU2282534C1 |
| Устройство для резки стеклянных трубок | 1985 |
|
SU1330090A1 |
| Машина для обработки выдувных стаканов | 1935 |
|
SU49248A1 |
| Машина для формования голенища сапога | 1935 |
|
SU49937A1 |
| Машина для изготовления цилиндрических станков по методу присасывания | 1946 |
|
SU83630A1 |
| Автомат для обработки пуговиц | 1983 |
|
SU1123869A1 |
| Устройство для запрессовки деталей типа скобообразной пружины | 1973 |
|
SU492372A1 |

фигЗ
22
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Установка для изготовления изделий из стеклянной трубки | 1958 |
|
SU122588A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| 0 |
|
SU156277A1 | |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
