Изобретение относится к литейному . производству, в частности к литью под да в левйе.м отливок из цветных сплавов и пластмасс.
Известна пресс-форма для литья под давлением, содержащая подвижную и неподвижную полуформы со стержнями, извлекаемыми посредством гидропризода l:i3.
Недостаток пресс-формы состоит в . том, что полученные отливки необходимо отделять от облоя и литниковой системы, что удлиняет техпроцесс и снижает производительность.
Целью изобретения является повышение производительности процесса за счет обеспечения отделения отливок от литниковой системы при закрытой пресс-форме.
Эта цель достигается тем, что пресс-форма, содержащая подвижную и неподвижную полуформы, боковые стержни .и гидроцилиндр привода боковых стержней, снабжена рейкой, имеющей возможность вертикального перемещения и связанной со штоком гидроцилиндра посредством фигурного паза И пальца, закрепленного на штоке, йри этом в рейке выполнены горизонтальные пазы, боковые стержни снабжены высту- .
пами, размещенными s горизонтальных пазах рейки, а шток гидроцилиндра закреплен в стержневой плите с возмож-. ностью свободного хода относительно нее. При этом выступы боковых., стержней выполнены в иде штифтов, имеющих эвольвентнрй профиль.
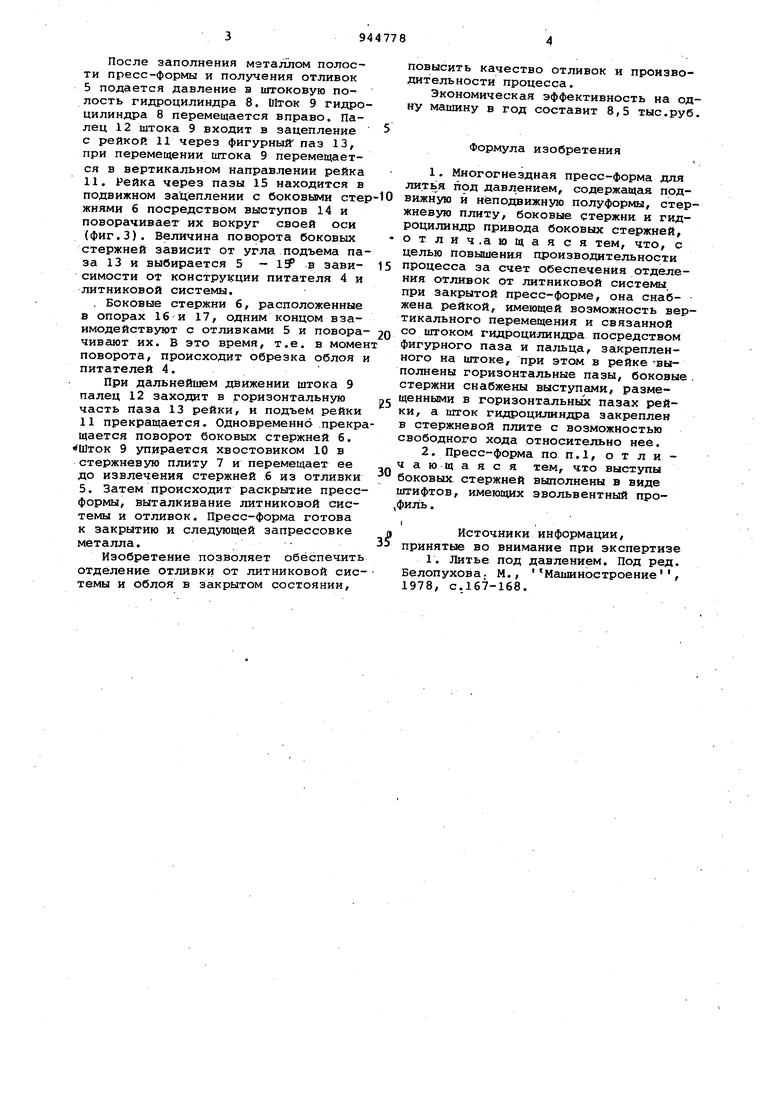
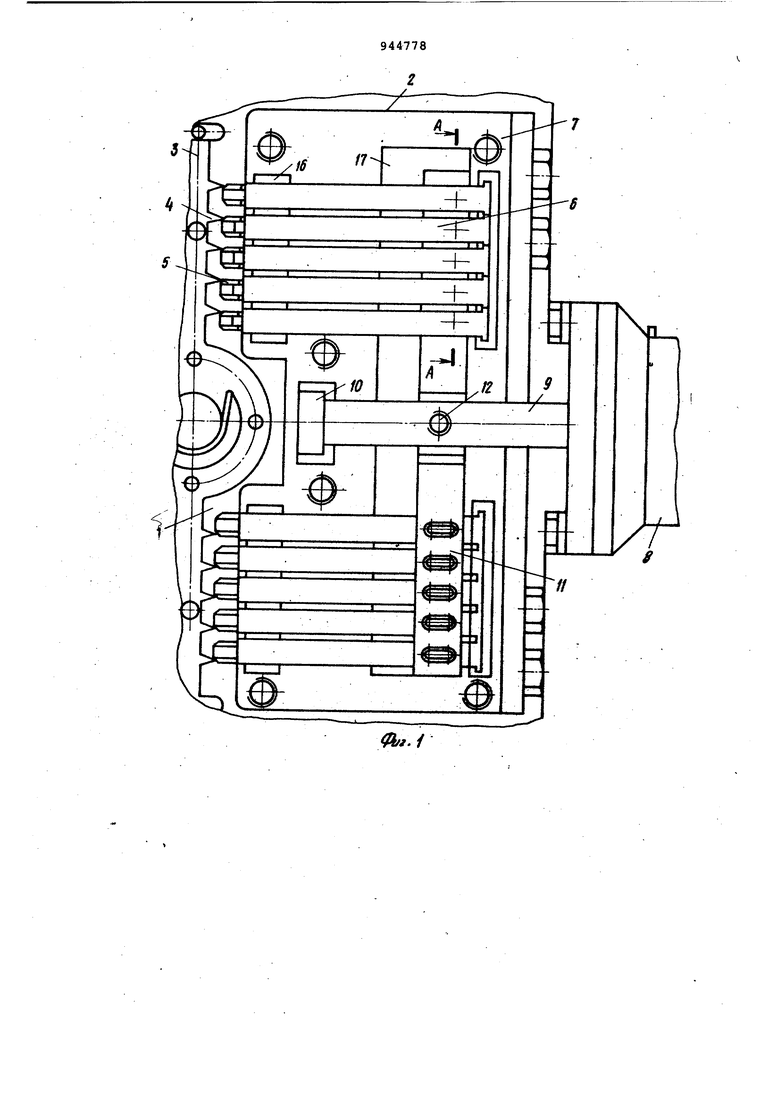
На фиг.1 представлена схематично пресс-форма дтя литья под давлениемj
10 на фиг.2 -рейка; на фиг.З - разрез А-А на фиг.1..
. Пресс-форма содержит подвижную полуформу 1 , содержащую матрицу 2 с ..
15 выполненными в ней литниковыми каналами 3 с питателями 4 и полостью для отливки 5, боковые стержни 6, имеющие возможность поворота вокруг своей оси, расположенные в стержневой
20 плите 7, гидроцилиндр 8, закрепленный на подвижной полуформе 1. Шток 9 гидроци.пиндра 8 снабжен хвостовиком 10 и взаимосвязан с рейкой 11 через палеи 12 и фигурный паз 13. Боковые
25 „стержни 6 с выступами 14 в Риде штифтов,, , например, эвольвентный профиль, размещены в плазах 15 рейки 11.
Пресс-форма работает следующим
30 образом. После заполнения металлом полости пресс-формы и получения отливок 5 подается давление в штоковую полость гидроцилиндра 8. Шток 9 гидроцилиндра 8 перемещается вправо. Палец 12 штока 9 входит в зацепление с рейкой 11 через фигурный паз 13, при перемещении штока 9 перемещается в вертикальном направлении рейка 11. Рейка через пазы 15 находится в подвижном зацеплении с боковыми стер жнями 6 посредством выступов 14 и поворачивает их вокруг своей оси (фиг.З). Величина поворота боковых стержней зависит от угла подъема паза 13 и выбирается 5 - 1 в зависимости Ot конструкции питателя 4 и литниковой системы. . Боковые стержни 6, расположенные в опорах 16 и 17, одним концом взаимодействуют с отливками 5 и поворачивают их. В это время, т.е. в момен поворота, происходит обрезка облоя и питателей 4. При дальнейшем движении штока 9 палец 12 заходит в горизонтальную часть паза 13 рейки, и подъем рейки 11 прекращается. Одновременно прекра щается поворот боковых стержней б. Шток 9 упирается хвостовиком 10 в стержневую плиту 7 и перемещает ее до извлечения стержней б из отливки 5. Затем происходит раскрытие прессформы, выталкивание литниковой системы и отливок. Пресс-форма готова к закрытию и следующей запрессовке металла. Изобретение позволяет обеспечить отделение отливки от литниковой сиетемы и облоя в закрытом состоянии. повысить качество отливок и производительности процесса. Экономическая эффективность на одну машину в год составит 8,5 тыс.руб. Формула изобретения 1. Многогнездная пресс-форма для литья под давлением, содержащая подвижную и неподвижную полуформы, стержневую плиту, боковые стержни и гидроцилиндр привода боковых стержней, отлич.ающаяся тем, что, с целью повышения производительности процесса за счет обеспечения отделения отливок от литниковой системы при закрытой пресс-форме, она снабжена рейкой, имеющей возможность вертикального перемещения и связанной со штоком гидроцилиндра посредством фигурного паза и пальца, за;крепленного на штоке, при этом в рейке выполнены горизонтальные пазы, боковые . стержни снабжены выступами, размещенными в горизонтальных пазах рейки, а шток гндроцилиндра закреплен в стержневой плите с возможностью свободного хода относительно нее. 2, Пресс-форма по п.1, отличающаяся тем, что выступы боковых стержней выполнены в виде штифтов, имеющих эвольвентный профиль. I. Источники информации, принятые во внимание при экспертизе 1. Литье под давлением. Под ред. Белопухова. М., Машиностроение, 1978, с.167-168.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для литья под давлением | 1972 |
|
SU442007A1 |
| КОКИЛЬ С ВЕРТИКАЛЬНЫМИ ПЛОСКОСТЯМИ РАЗЪЕМА | 1991 |
|
RU2020038C1 |
| Пресс-форма для литья под давлением | 1982 |
|
SU1080923A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1079350A1 |
| Пресс-форма для литья под давлением | 1980 |
|
SU897392A1 |
| Пресс-форма для литья под давлением | 1982 |
|
SU1036444A1 |
| Пресс-форма для литья под давлением | 1987 |
|
SU1574357A1 |
| Установка для литья под низким давлением | 1986 |
|
SU1397168A1 |
| Установка для литья под давлением | 1982 |
|
SU1069939A1 |
| Прессформа для литья под давлением | 1975 |
|
SU551114A1 |
13
A-A
