т
(Л
1 аналами 11 литниковой системы ворот- ijiHKOBoro типа. Поверхности ползунов и 4, перемещающихся возвратно-поступательно во взаимно перпендикулярных
направлениях,обращенные к рабочим гнездам 2,выполнены У-образными,и на каждой поверхности установлены стержни 5 и 6 для рабочих гнезд 2. 2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2068316C1 |
| Многогнездная пресс-форма для литья под давлением | 1983 |
|
SU1068222A1 |
| Пресс-форма для литья под давлением | 1986 |
|
SU1405954A2 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2026142C1 |
| Способ литья под давлением отливок с наружной резьбой и пресс-форма для его осуществления | 1990 |
|
SU1743681A1 |
| Пресс-форма для литья под давлением отливок с поднутрениями | 1988 |
|
SU1668023A1 |
| Пресс-форма для литья под давлением | 1976 |
|
SU583870A1 |
| Пресс-форма для литья под давлением | 1984 |
|
SU1159718A2 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1079350A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1990 |
|
RU2010667C1 |
Изобретение относится к литейно- му производству, в частности к литью ПОД давлением металлов и сплавов. Целью изобретения является увеличение производительности. Пресс-форма предназначена для получения отливок типа фитингов. Рабочие гнезда 2 в подвижной полуформе 1 расположены ступенчато в направлении диагоналей пресс- формы с литниковой втулкой в центре. Рабочие гнезда соединены между собой
I Изобретение относится к литейному Iпроизводству, в частности к литью под давлением, преимущественно фитингов. I Целью изобретения является увели- Iчение производительности пресс-формы. I Пресс-форма предназначена для от- Iливок с двумя взаимно перпендикулярны I ми полост 9 1и, например тройников, крестовин, угольников и т.д.
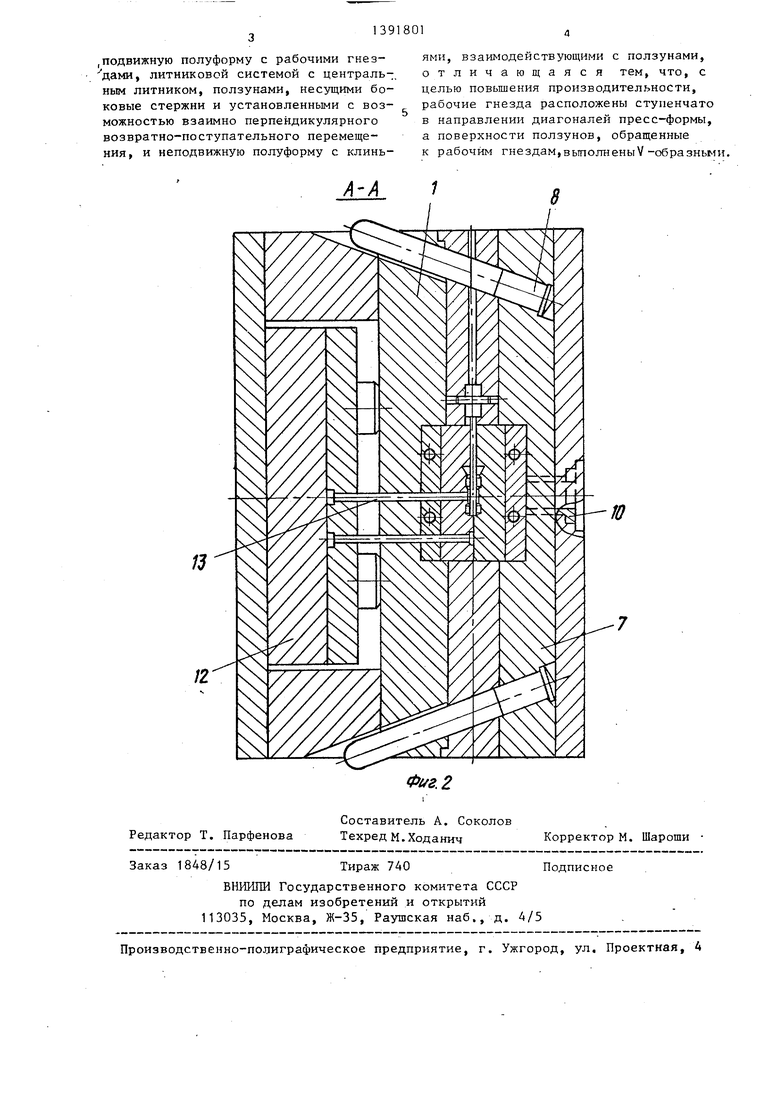
На фиг, 1 изображена многогнездная пресс-форма, вид на подвижную полу- Форму; на фиг. 2 - разрез А-А на фиг,1.
Пресс-форма для литья под давлением содержит подвижную полуформу 1 с рабочими гнездами 2, ползуны 3 и 4 для стержней 5 и 6, неподвижную полу форму 7 с клиньями 8, взаимодействующими с ползунами 3 и 4, и литниковую систему 9.
Рабочие гнезда 2 в подвижной полуформе 1 расположены ступенчато в нап равлении диагоналей пресс-формы с литниковой втулкой 10 в центре, Рабо чие гнезда каждой ветви последовательно соединены между собой каналами 11 литниковой системы воротникового типа Ползуны 3 и 4 расположены с возможностью возвратно-поступательного взаимно перпендикулярного перемещения. Поверхность ползунов 3 и 4, обращенная к рабочим гнездам 2 выполнена V- образной. На каждой стороне V-образ- ной поверхности ползуна установлены стержни 5 и 6 для рабочих гнезд 2 разных ветвей, Такая форма поверхности ползунов выполнена для обеспечения одинаковых параметров подвижных стержней и максимального использования рабочего пространства пресс-формы.
Пресс-форма работает следующим образом.
0:
После установки пресс-формы на литейную машину, подготовки ее к работе, нагрева, смазки производится запрессовка литейного сплава под давле- J нием. При запрессовке жидкого расплава в оформляющую полость каждое бочее гнездо заполняется от центрального литника, последовательно перетекая через воротниковый канал 11 от . одного гнезда к другому, осуществляя равномерное заполнение и вытеснение газов из рабочей полости формы. При раскрытии пресс-формы подвижная полуформа 1 начинает свое движение от
5 плоскости разъема при этом наклон- ные клинья 8, взаимодействуя с V-об- разными ползунами 3 и 4, отводят оформляющие стержни 5 и 6 в крайнее положение, освобождая отливку при
Ь;дальнейщем движении упоры литейной машины приводят в движение плиты 12 выталкивания с выталкивателями 13|, осуществляя выталкивание куста сфор- мировавщихся отливок из подвижной
5 полуформы 1. После обдува, очистки и смазки подвижных частей производят закрытие пресс-формы,и процесс литья продолжается в той же последовательности.
Применение предлагаемого устройства позволяет значительно увеличить съем отливок за рабочий цикЛр существенно снизить трудоемкость литья и стоимость технологической оснастки и в тоже время поднять производительность труда получения фитингов (тройников, крестовин, угольников) в 3- 5 раз.
Формула изобретения
/
Многогнездная пресс-форма для литья под давлением, преимущественно деталей типа фитингов, содержащая
,подвижную полуформу с рабочими гнез- дами, литниковой системой с централь-, ным литником, ползунами, несущими боковые стержни и установленными с возможностью взаимно перпендикулярного возвратно-поступательного перемещения , и неподвижную полуформу с клинь/2
ями, взаимодействующими с ползунами, отличающаяся тем, что, с целью повышения производительности, рабочие гнезда расположены ступенчато в направлении диагоналей пресс-формы, а поверхности ползунов, обращенные к рабочим гнездам,выполненыУ-образньми.
А А
| Литье под давлением./Под ред | |||
| А.К | |||
| Белопухова | |||
| М.: Машиностроение, 1975, с | |||
| Способ обделки поверхностей приборов отопления с целью увеличения теплоотдачи | 1919 |
|
SU135A1 |
| Счетный сектор | 1919 |
|
SU107A1 |
| Многогнездная пресс-форма для литья под давлением | 1983 |
|
SU1068222A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
