(54) САМОУСТАНАВЛИВАЮЩАЯСЯ ОПОРА
| название | год | авторы | номер документа |
|---|---|---|---|
| Патрон для установки и закрепления деталей типа дисков | 1981 |
|
SU984703A1 |
| Устройство для установки деталей | 1988 |
|
SU1562099A1 |
| Зажимное устройство | 1987 |
|
SU1528640A1 |
| Устройство для обработки деталей типа гильз цилиндров | 1983 |
|
SU1122441A2 |
| Устройство для зажима и поштучной выдачи деталей | 1990 |
|
SU1808604A1 |
| УСТРОЙСТВО ДЛЯ ЗАЖИМА ДЕТАЛЕЙ | 1994 |
|
RU2084324C1 |
| Приспособление для закрепления деталей | 1977 |
|
SU751570A1 |
| Устройство для ориентации и зажима деталей | 1981 |
|
SU1006158A1 |
| Зажимное устройство | 1986 |
|
SU1315220A1 |
| Клиноплунжерный силовой механизм | 1987 |
|
SU1472206A1 |
1
Изобретение относится к машиностроению и может быть использовано в зажимных приспособлениях металлорежущих станков для повышения жесткости обрабатываемой детали.
Известна самоустанавливающаяся опора, в отверстиях корпуса которой размещены подпружиненный плунжер с опорной шайбой и устройство фиксации последнего относительно корпуса 1.
Однако помимо веса обрабатываемой де-тали на опору действует и усилие зажима, что снижает точность обработки.
Целью изобретения является повышение точности обработки деталей.
Эта цель до тигается тем, что опора снабжена установленной на плунжере плитой и механизмом зажима детали, размещейным на указанной плите.
На поверхности отверстия корпуса, предназначенного для размещения плунжера, выполнена радиусная выточка по всей высоте этого отверстия.
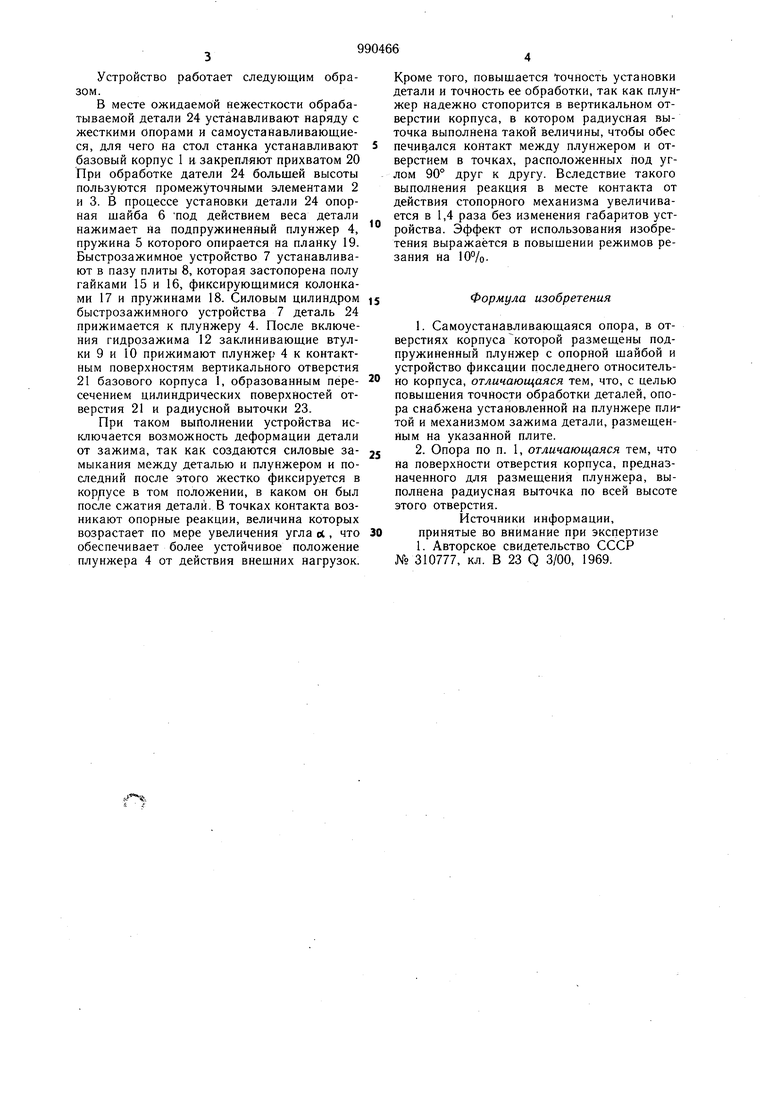
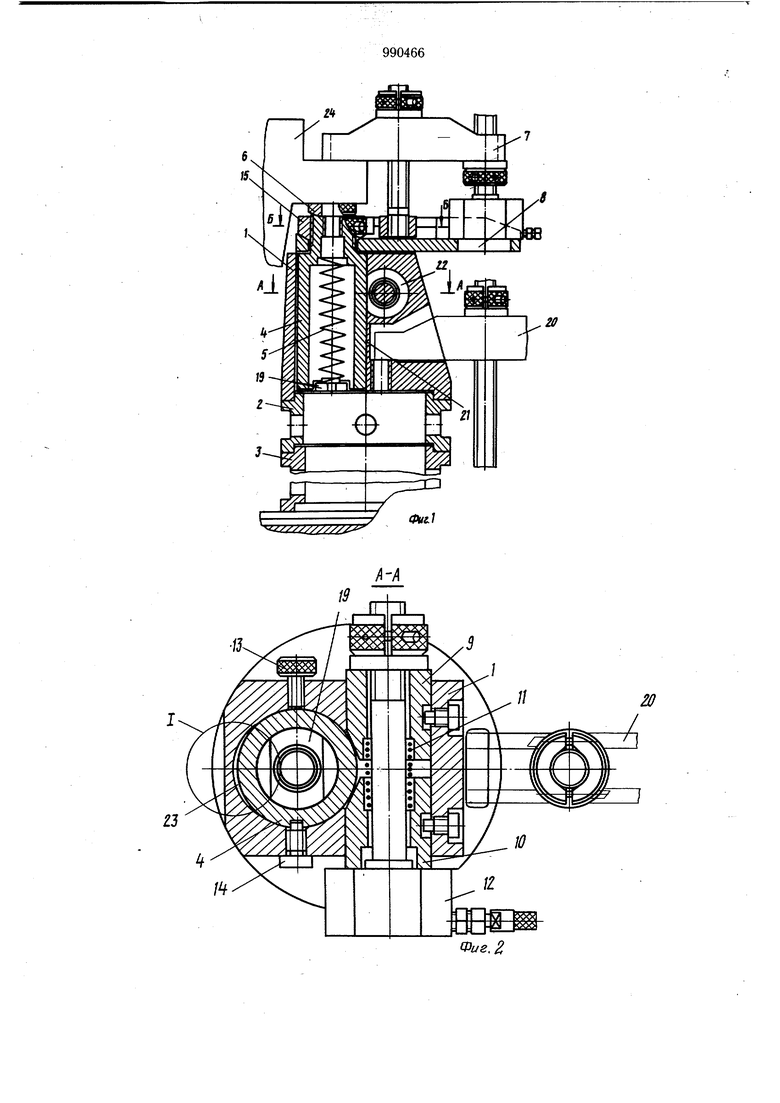
На фиг. 1 изображена самоустанавливающаяся опора, общий вид; на фиг. 2 - фиксирующее устройство, разрез А-А на фиг. 1
на фиг. 3 - разрез Б-Б на фиг. I; на фиг. 4 - узел I на фиг. 2.
Самоустанавливающаяся опора включает базовый корпус 1, промежуточные элементы 2 и 3, плунжер 4, подпружиненный
5 пружиной 5, опорную щайбу 6, быстрозажимное устройство 7, плиту 8, фиксирующее устройство, выполненное в виде заклинивающих втулок 9 и 10 с пружинами II, гидрозажим 12, нажимной винт 13 и стопор 14,
,Q полугайки 15 и 16 с колонками 17 и пружинами 18, планку 19, прихват 20. Подпружиненный плунжер 4 с опорной шайбой 6 размещен в вертикальном отверстии 2,1 базового корпуса 1. Несущая плита 8 быстрозажимного устройства 7 установлена на шейке
15 плунжера 4. Заклинивающие втулки 9 и 10 .размещены в горизонтальном отверстии 22 базового корпуса 1. Горизонтальное отверстие 22 пересекается- с вертикальным отверстием 21. В стенке последнего с противоположной горизонтальному отверстию стороны по всей высоте выполнена радиусная выточка 23 с радиусом I, центр которого смещен на величину е от центра отверстия 21. ОпорнаяШайба 6 контактирует с обрабатываемой деталью 24. Устройство работает следующим образом. В месте ожидаемой нежесткости обрабатываемой детали 24 устанавливают наряду с жесткими опорами и самоустанавливающиеся, для чего на стол станка устанавливают базовый корпус 1 и закрепляют прихватом 20 При обработке датели 24 большей высоты пользуются промежуточными элементами 2 и 3. В процессе установки детали 24 опорная шайба 6 под действием веса детали нажимает на подпружиненный плунжер 4, пружина 5 которого опирается на планку 19. Быстрозажимное устройство 7 устанавливают в пазу плиты 8, которая застопорена полу гайками 15 и 16, фиксирующимися колонками 17 и пружинами 18. Силовым цилиндром быстрозажимного устройства 7 деталь 24 прижимается к плунжеру 4. После включения гидрозажима 12 заклинивающие втулки 9 и 10 прижимают плунжер 4 к контактным поверхностям вертикального отверстия 21 базового корпуса 1, образованным пересечением цилиндрических поверхностей отверстия 21 и радиусной выточки 23. При таком выполнении устройства исключается возможность деформации детали от зажима, так как создаются силовые замыкания между деталью и плунжером и последний после этого жестко фиксируется в корпусе в том положении, в каком он был после сжатия детали. В точках контакта возникают опорные реакции, величина которых возрастает по мере увеличения угла оС, что обеспечивает более устойчивое положение плунжера 4 от действия внешних нагрузок. Кроме того, повышается точность установки детали и точность ее обработки, так как плунжер надежно стопорится в вертикальном отверстии корпуса, в котором радиусная выточка выполнена такой величины, чтобы обес контакт между плунжером и отверстием в точках, расположенных под углом 90° друг к другу. Вследствие такого выполнения реакция в месте контакта от действия стопорного механизма увеличивается в 1,4 раза без изменения габаритов устройства. Эффект от использования изобретения выражается в повышении режимов резания на 10%. Формула изобретения 1.Самоустанавливающаяся опора, в отверстиях корпуса которой размещены подпружиненный плунжер с опорной шайбой и устройство фиксации последнего относительно корпуса, отличающаяся тем, что, с целью повышения точности обработки деталей, опора снабжена установленной на плунжере плитой и механизмом зажима детали, размещенным на указанной плите. 2.Опора по п. 1, отличающаяся тем, что на поверхности отверстия корпуса, предназначенного для размещения плунжера, выполнена радиусная выточка по всей высоте этого отверстия. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР №310777, кл. В 23 Q 3/00, 1969.
fPue.
