2. Слиток по п. 1, о т л и ч а ю HI и и с я тем, что переход от прямолинейного участка грани к вогнутому расположен на расстоянии от донной части слитка, равном 0,1-0,3 высоты слитка.
3. Слиток по пп. 1 и 2, о т л и ч а ю 1И и и с я тем, что донная часть слитка на высоте, равной 0,4-1,0 высоть прямолинейного участка граней, выполнена с суммарной конусностью, граней 50-100%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Слиток для деформирования | 1983 |
|
SU1097399A1 |
| СТАЛЬНОЙ СЛИТОК | 2007 |
|
RU2368454C2 |
| Слиток | 1977 |
|
SU747611A1 |
| Слиток | 1977 |
|
SU749548A1 |
| СЛИТОК, УШИРЕННЫЙ КВЕРХУ | 1992 |
|
RU2030953C1 |
| Слиток | 1980 |
|
SU944756A1 |
| Слиток | 1979 |
|
SU863150A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1989 |
|
RU1681454C |
| Слиток | 1983 |
|
SU1134284A1 |
| Изложница для слитков | 1979 |
|
SU900947A1 |
1. СЛИТОК, содержащий противоположно расположеннью вогнутые грани с переменной по высоте стрелой прогиба вогнутости, отличающийся тем, что, с делью улучшения качества осевой зоны слитка и увеличения выхода годного, грани выполнены воги ггыми только в верхней части слитка, а в остальной - прямолинейными, пртпем стрела прогиба вогнутости равномерно увеличена по высоте граней и составляет на верхнем торце 0,1-0,2 толщины слитка.
Изобретение относится к металлургии и может быть использовано при производстве слитков, предназначенных для прокатки на обжимных станах.
Известен слиток, тело которого имеет разные по размерам грани, причем средняя часть больших граней выполнена вогнутой со стрелой прогиба вогнутости, равной 5-10% толшины слитка, и протяженностью в поперечном сечении, равной 0,4-0,6 пшрины грани 1.
Однако вогнутость граней по всей высоте снижает вес слитка. Кроме того, таким слиткам невозможно придать высокую конусность (а следовательно и высокую направленность за твердевания) с одновременным обеспечением равномерности нагрева по высоте и одинаковой степени деформации при обжатии из-за больиюй разницы размеров поперечного сечения в головной и донной частях. - Наиболее близким по технической сущности и достигаемому результату к предлагаемому является 9ЛИТОК с отношением высоты к среднему диаметру 2,9-3,1 и конусностью 68%, тело которого выполнено уширенным кверху и имеет сопряженные.по радиусу гран выполненные вогнутыми с убываюшей по высоте величиной вогнутости, равной у нижнего торца 1,6-1,2 радиуса сопряжения граней, а у верхнего торца 0,6-0,8 зтого же радиу,са 2.
Однако уменьшенная вогнутость вверху сли ка способствует увеличению перепада размеров сечений головной и донной частей. Кроме того, уменьшенная вогнутость в подприбыльной части слитка оказывает малое влияние на
снижение длительности затвердевания в данной зоне. Это в свою очередь ухудшает макроструктуру осевой зоны верхней части слитка, где как известно, такие дефекты, как осевая рыхлость и V-образная ликвация, склон иы к наиболее сильному развитию. После прокатки данных слитков здесь, имеют место грубые осевые дефекты, так как при обжатии осевая зона деформируется в наименьшей степени.
Цель изобретения - улучп1ение качества осевой зоны слитка и увеличение выхода годного металла.
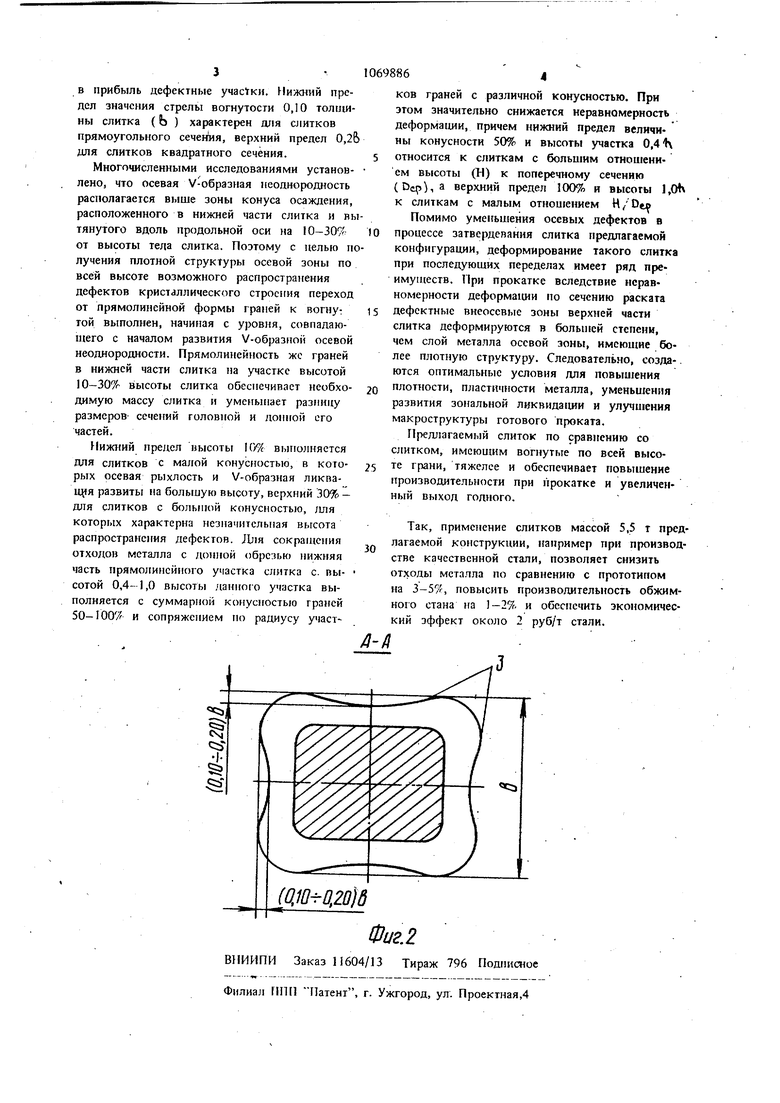
Для достижения поставленной цели слиток, содержащий противоположно расположенные вогнутые грани с переменной по высоте стрелой прогиба вогнутости, грани выполнены вонутыми только в верхней част слитка, а в остальной - . прямолинейными, причем стрела прогиба вогнутости равномерно увеличииается по высоте граней и составляет на верхнем торце 0,10-0,20 толпшны ( Ь ) слитка.
Переход от прямолинейного участка грани к вогнутому расположен на расстоянии от донной части слитка равном 0,1-0,3 высоты (Н..
Донная часть на высоте, равной 0,4-1,0 Высоты ( Ь ) прямолинейного участка гратшй выполнена с суммарной конусностью граней 50-100%, а участки с различной конусностью сопряжены по радиусу.
На фиг. 1 изображен предлагаемый слиток вид со стороны узких граней; на фиг. 2 разрез А-А на фиг. 1.
Слиток Имеет прибыль 1 и тело 2, противоположные грани 3 которого выполнены прямолинейными в нижней части и вогнутыми, контур вогнутости граней показан линией 4.
Предлагаемая конструкция обусловлена закономерностями процессов затвердевания и обжатия слитков. Вогнутость граней, достигающая максимальной величины на верхних горизонтах тела слитка, образует утоньшение поперечного сечения у его оси и вследствие этого .способствует ускорению кристаллизации металла осевой зоны. Величина максимальной вогнутости верхнего торца, равная 0,10-0,20 толщины слитка, обеспечивает сокращение продолжительности затвердевания слитка в поперечном направлении на данном горизонте на 15-20%. При зтом, как показывают результаты экспериментального исследования, улучшается качество слитка в осевой зоне, рассредотачиваются и удаляются из осевой зочы
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Слиток | 1974 |
|
SU499029A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Изложница для слитков | 1973 |
|
SU495144A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
