Изобретение относится к черной металлургии, в частности к технологии отливки и прокатки слитков.
Известен слиток, тело которого имеет широкие и узкие грани, причем вдольшироких граней симметрично оси слитка выполнены впадины, стрела вогнутости которых составляет 5-10% от толщины слитка, а ширина 0,40,6 от его ширины 1.
Недостаток данного слитка заключается в том, что для выполнения на широких гранях вогнутых впадин необходимо изготавливать изложницы с соответствующими выпуклостями, что ПрИ водит к снижению их стойкости, усложнению технологии изготовления, удоро жанию и повышенному удельному их расходу на тонну стали.
Наиболее близким к предлагаемому по технической сущности и достигаемс му результату является слиток для деформирования, выполненный в виде усеченной прямоугольной пирамиды, содержащей широкие и узкие грани, основания большей и меньшей площа- . :и 2.
Г
После прокатки известных слитков в слябы и толстые листы на торцовых частях последних образуются веерообразные участки, превышающие ширину центральной части, которые при вырезки/листов подлежат обрезке, что приводит к значительному снижению выхода годного металла.
Цель изобретения - повышение выхода годного металла путем снижения торцовой обрези после деформации слитка.
Поставленная цель достигается тем что в слитке для деформирования, выполненном в виде прямоугольной усеченной пирамиды, содержащей широкие и узкие грани, основания большей и меньшей площади, на каждой широкой грани вдоль оси симметрии слитка со стороны основания меньшей площади выполнены конические выемки, перимет которых описан параболой, причем конусность выемок противонаправлена конусности пирамиды, а высота равна 0,3-0,5 высоты слитка при ширине и глубине основания выемки, соответственно 0,4-0„б и 0,05-0,30 ширины и толщины слитка в основании меньшей площади.
На фиг. 1 изображен листовой слиток, вид спереди; на фиг. 2 - то же, вид сбоку; на фиг. 3 - то же, вид сверху.
Слиток состоит из тела в виде усеченной пирамиды 1, ограниченного гранями 2, донной части 3 и головной части 4. На широких гранях вьтолнены конические выемки 5, периметр которых описан параболой. Высота выемок равна 0,3-0,5 высоты слитка, ширина их у основания 0,4-0,6 ширины, а глубина 0,05-0,30 толщины основания меньшей площади. Исследованиями установлено, что .при высоте выемок менее 0,3 высоты слитка раската остается с выпуклой кривизной, что увеличивает отходы металла в обрезь при прокатке, а при высоте выемки более 0,5 высоты слитка - с вогнутой кривизной, что также увеличивает от.-t ходы металла, идущие в обрезь.
Также влияет на форму торца раската ширина конического сегмента - при ширине его менее 0,4 ширины слитка последний получается выпуклым в средней части, а при ширине более 0,6 вогнутым, что приводит к увеличению расхода металла, идущего в обрезь.
При глубине выемки менее 0,05 толщины слитка образуется осевой закат на торце слитка и при его обрезке часть торного металла переходит в обрезь,а при глубине более 0,30 толщины слитка торец раската остается выпуклым, что также увеличивает расход металла.
Прокатка слитков для заготовок (слябов и блюмов) характеризуется тем, что в первых пропусках деформации протекают не на всю толщину слитка, а локализуются в поверхностных слоях металла, соизмеримых с величиной обжатия, а также неравномерностью линейной вытяжки по ширине раската крайние участки получают меньшую вытяжку, чем средние, и по закону наименьшего периметра торец раската приобретает выпуклую форму, близкую к круговой.
При деформации предлагаемого слитка в валках обжимного ст.ана вытяжка металла на участках расположения выемок меньше, чем на участках, примыкающих к ребрам, и э-цям компенсируется неравномерность вытяжки по ширине раската - донная часть его становится прямолинейной. Кроме того наличие выемок уменьшает толщину слитка в средней части, чем предотвращается образование складок - закатов, имеющих место при прокатке толстых полос.
При прокатке из слитков сортовых заготовок (блюмов) деформация их осуществляется по всем четырем граням слитков и наличие на них выемок приводит к выравниванию вытяжки по всему сечению и препятствует образо-. ванию осевой складки - заката.
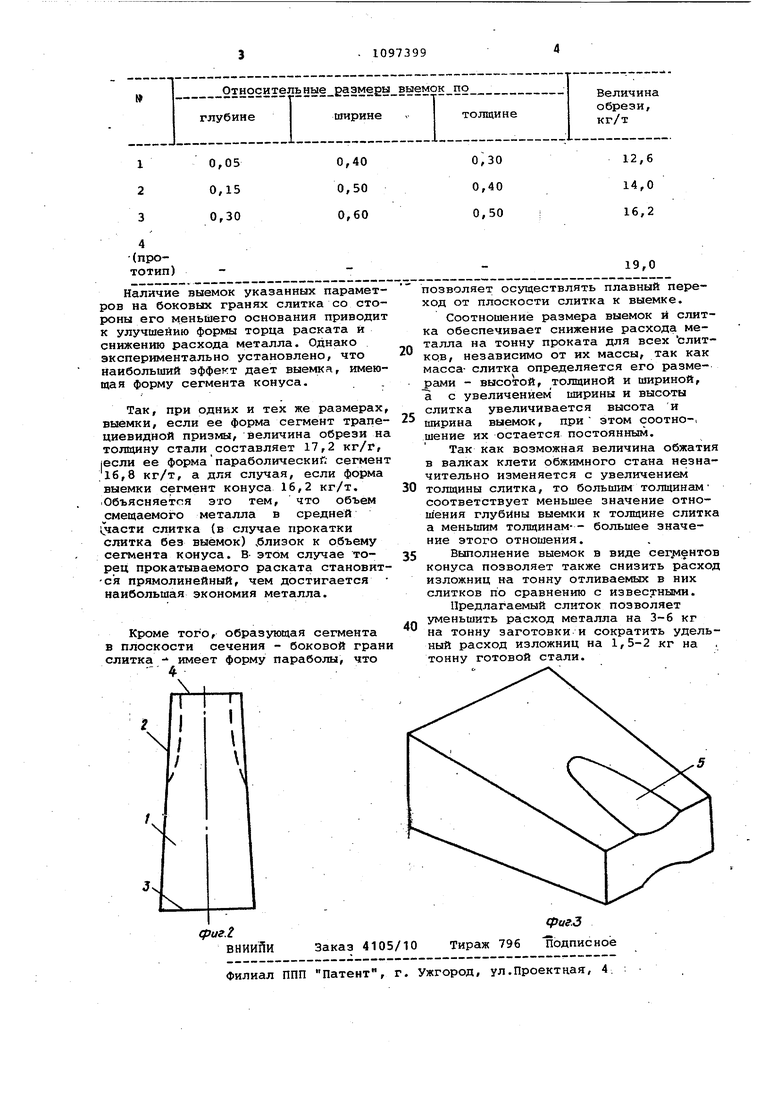
В таблице приведены данные, харак теризующие величину обрези в зависимости от соотношения параметров вы .емок на слитке.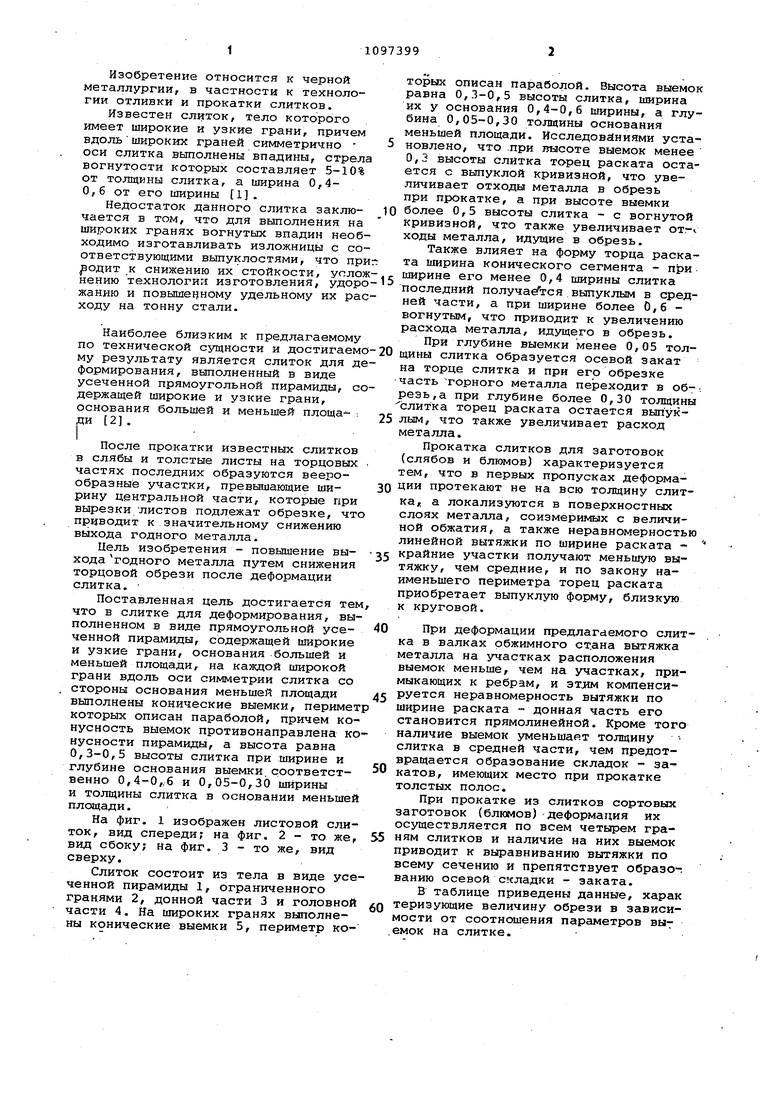
| название | год | авторы | номер документа |
|---|---|---|---|
| Листовой слиток | 1990 |
|
SU1720785A1 |
| Слиток | 1984 |
|
SU1303254A1 |
| Слиток | 1985 |
|
SU1297955A1 |
| Устройство для отливки слитков | 1986 |
|
SU1426694A1 |
| Изложница для слитка | 1984 |
|
SU1219236A1 |
| Слиток | 1979 |
|
SU863150A1 |
| СЛИТОК, УШИРЕННЫЙ КВЕРХУ | 1992 |
|
RU2030953C1 |
| Изложница для листового слитка | 1981 |
|
SU973220A1 |
| СПОСОБ ПРОКАТКИ СЛЯБОВ ИЗ СЛИТКОВ | 2010 |
|
RU2453384C2 |
| СЛИТОК ПОЛУСПОКОЙНОЙ ИЛИ КИПЯЩЕЙ СТАЛИ | 2004 |
|
RU2285578C2 |
СЛИТОК ДЛЯ ДЕФОРМИРОВАНИЯ, вьтолненный в виде пряолоугольиой усв|ченной пирамиды, содержащей широкие и узкие rpaHHf основания большей и меньшей площади, отличающий С я тем, что, с целью повьпиенйй вы1хода годного металла путем снижения торцовой обрези после деформации слитка, на каждой широкой грани вдоль оси симметрии слитка со стороны основания меньшей площади выполнены конические выемки, периметр которых описан параболой, причем конусность выемок противонаправлена конусности. пирамиды, а высота выемок равна 0,30,5 высоты слитка при ширине и глубине основания выемки соответственно 0,4-0,6 и 0,05-0,30 ширины и толщины ;слитка в основании меньшей площади, с S со vl СО со со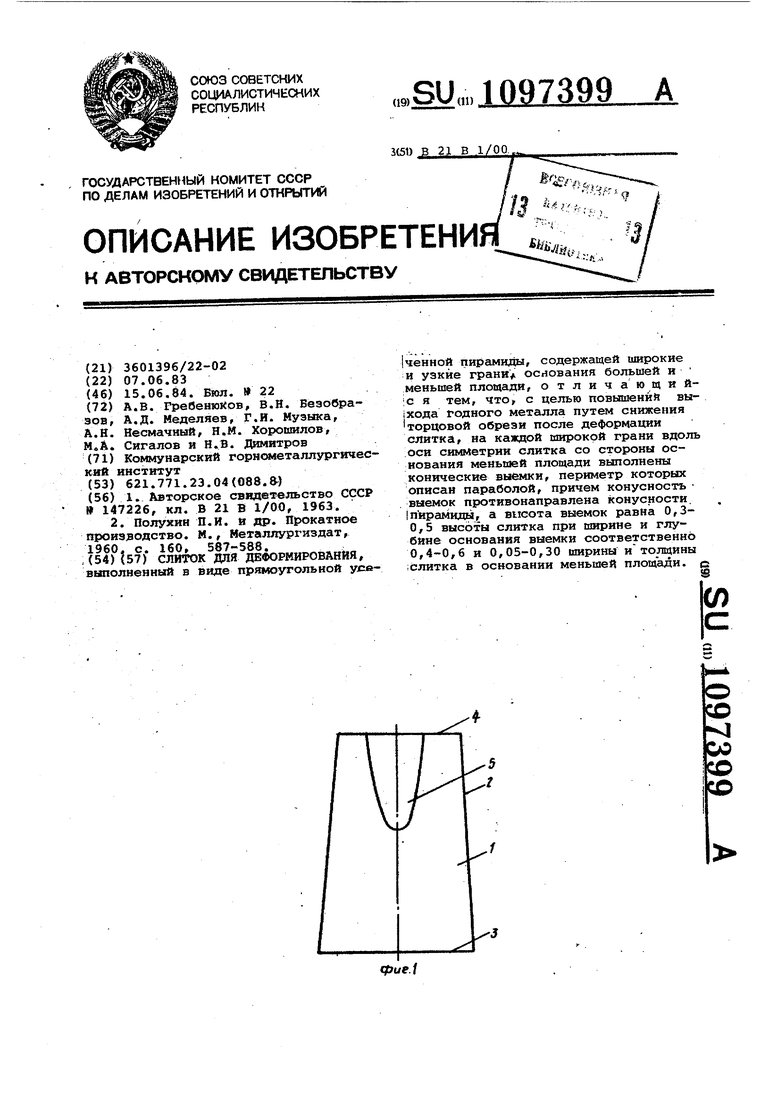
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Коммутатор эталонных напряжений | 1961 |
|
SU147226A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Полухин П.И | |||
| и др | |||
| Прокатное производство | |||
| М., Мвталлургиздат, I960 | |||
| с | |||
| Счетная линейка для вычисления объемов земляных работ | 1919 |
|
SU160A1 |
