(54) СЛИТОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки листов преимущественно из слитков ЭШП | 1991 |
|
SU1779417A1 |
| Способ прокатки листов из слитков | 1982 |
|
SU1097400A1 |
| СПОСОБ ПРОКАТКИ СЛЯБОВ ИЗ СЛИТКОВ | 2010 |
|
RU2453384C2 |
| СЛИТОК, УШИРЕННЫЙ КВЕРХУ | 1992 |
|
RU2030953C1 |
| Способ прокатки листов и плит | 1989 |
|
SU1784300A1 |
| Слиток | 1984 |
|
SU1303254A1 |
| Слиток | 1980 |
|
SU973195A1 |
| СЛИТОК ДЛЯ ПЛОСКОЙ ГОРЯЧЕЙ ПРОКАТКИ МЕТАЛЛОВ | 1992 |
|
RU2021867C1 |
| Листовой слиток | 1989 |
|
SU1678467A1 |
| Способ прокатки слитков и слябов | 1986 |
|
SU1565550A1 |
I
Изобретение относится к чериой металлургии, в частности к разливке металлов и сплавов при получении крупных листовых слитков.
Известны формы слитков, где с целью уменьшения обрези и улучшения качества выполняют утонение донной части постоянным по всей ширине слитка 1.
Однако в результате значительной неравномерности деформации при прокатке в ребровых и пластовых проходах периферийные участки донной части слитка искажаются в большей степени, чем центральные, что увеличивает отходы металла с донной обрезью.
Известны слитки, у которых только средняя донная часть выполнена с постоянным утонением 2.
Известен также слиток, содержаший широкие и узкие грани со скосами с двух сторон 3.
Однако этот слиток не позволяет снизить боковую обрезь.
Цель изобретения - сокрашение отходов металла с боковой обрезью за счет уменьшения разности в ширине раската после
снятия конусности слитка по толщине и улучшение качества слитка.
Эта цель достигается тем, что скосы широкой грани выполнены в виде двух плоскостей - треугольников, с линией перегиба - сопряжения по смежной гипотенузе, направленной от верхнего угла прямолинейного участка широкой грани к нижнему углу скоса узкой грани, и скосы широкой грани в верхней части с прямолинейными участками образуют выступы, равномерно переходящие во впадины в донной части.
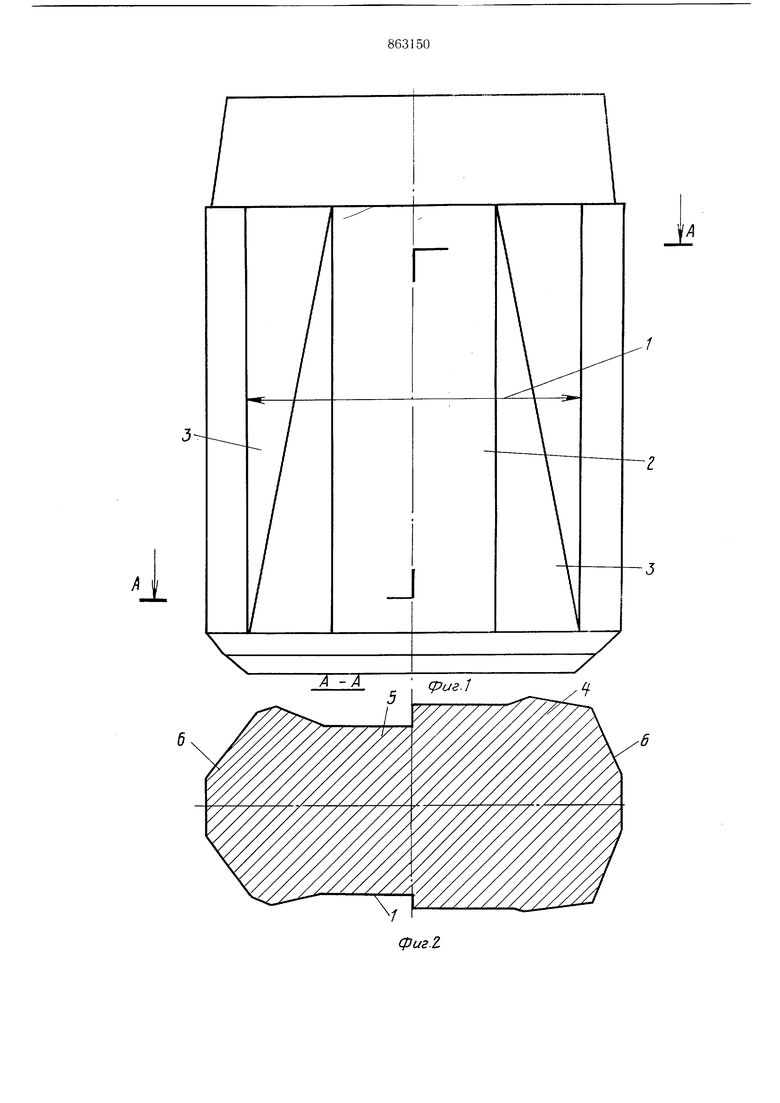
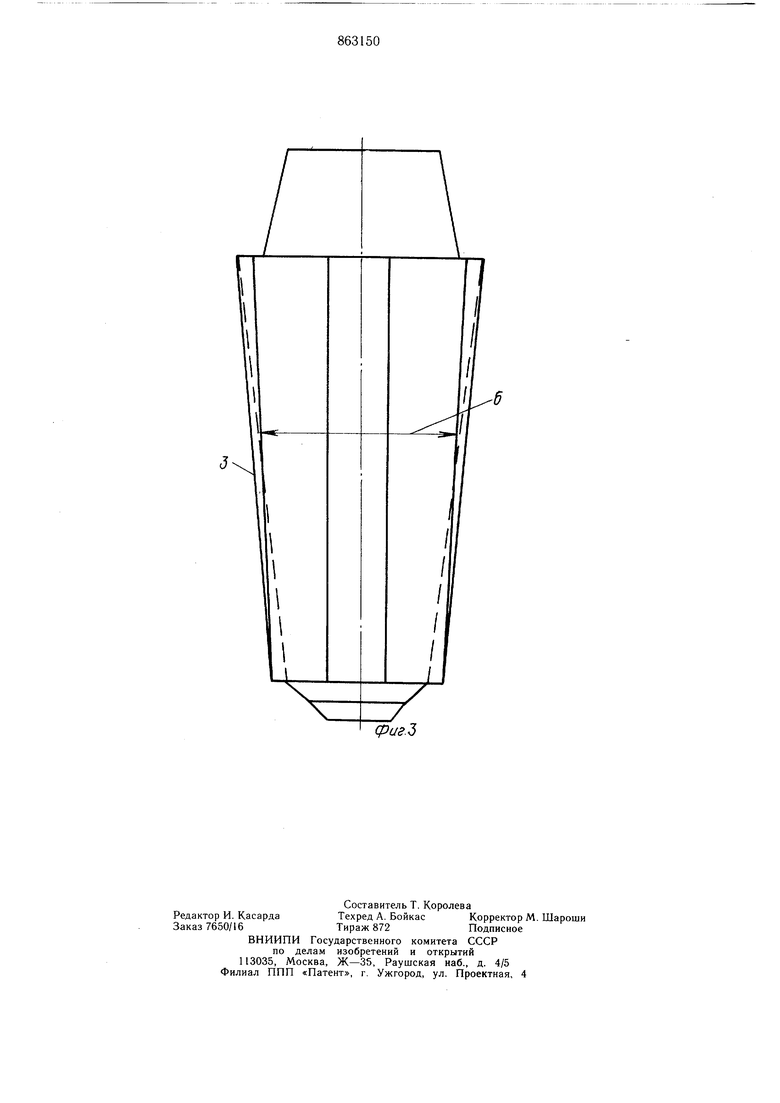
Предлагаемая форма широких граней слитка при продольной прокатке вызывает вынужденную утяжку по ширине в головной части раската и дополнительное вынужденное уширение в донной. В результате разницы в ширине в головной и донной части не только не увеличиваются, а наоборот, уменьшаются. Так, в результате прокатки моделей слитков на лабораторном стане первоначальная разница в ширине головной и донной части слитка в 30 мм сокращается после снятия конусности до 6 мм, что способствует снижению боковой и донной обрези. При наличии в составе толстолистового стана клети с вертикальными валками при прокатке слитков предлагаемой формы сокраш,ается число проходов в вертикальной клети, что благоприятно сказывается на температурных условиях деформации и производительности стана и в некоторых случаях обеспечивается получение плит с катанными кромками. Вынужденное уширение возможно в том случае, если элементы сечения, претерпевающие большие обжатия, составляют менее половины его сечения. И наоборот, для создания вынужденной утяжки необходимо, чтобы наиболее интенсивно обжимаемая часть сечения составляла более половины всей площади поперечного сечения слитка, Такие условия обеспечиваются за счет того, что широкие грани в средней части выполняются плоскими. В головной части слитка в сторону боковых граней сделаны скосы, создающие выпуклость, а в донной части скосы имеют обратное направление и создают вогнутость. При прокатке слитков большой толщины, из-за неравномерности деформации по высоте, происходит в основном уширение у контактных новерхностей, и форма боковых кромок искажается. Дальнейшее еще более энергичное искажение боковых граней раската происходит при разбивке ширины, когда боковые кромки слитка являются попеременно при реверсивной прокатке передними и задними концами, из-за неравномерной вытяжки по толшине. Неравномерность поперечной и продольной деформации проявляется резче при уменьшении обжатия за проход, а последнее зависит от конструкции рабочих клетей и привода стана и характеристики главных двигателей, а также от ширины прокатываемых листов. В связи с этим правильное определение :|), ipaiieii слитков особенно важно нри прокатке uu-ipoKHX листов из крупных слитК И,. когда, как правило, прокатку ведут ; обжатиями. iipiM,|;:гаемых с;1итках предусматрива. попьиисиный «вынос боковых граней. Предлагаемый слиток, в котором широкие грани в нижней части выполнены вогнутыми, а в верхней части - выпуклыми, обеспечивает одновременно уменьшение опасности образования трещин при кристаллизации и снижение потерь металла с обрезью. На фиг. 1 показан слиток вместе с прибыльной и кюмпельной частью, вид спереди; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 слиток, вид сбоку. Широкая грань 1 слитка выполнена из трех участков: среднего 2 - прямолинейной формы и двух крайних 3 - со скосами, образующими с прямолинейными участками выступы 4 в головной части, равномерно переходящие во впадины 5 в донной части. Узкие грани 6 слитка выполнены также со скосами (в сечении имеют форму трапеции). При моделировании прокатки в лабораторных условиях плиты размерами 170 X X 3200 мм из слитка массой 40 т с постоянной формой поперечного сечения и вогнутыми широкими гранями требуется для разбивки ширины 30 проходов, в том числе 12 в клети с вертикальными валками. Боковая обрезь при этом составляет 7,6%, донная 5,4%. При прокатке такой плиты из слитка предлагаемой формы требуется для разбивки ширины 22 прохода, в том числе 6 в клети с вертикальными валками. Боковая обрезь составляет 4,7% и донна я 4,6%. При прокатке листов и плит больщой ширины эффективность слитков предлагаемой формы повыщается. В целом снижение обрези при прокатке составляет не менее 3-5% в зависимости от массы слитков и ширины прокатываемых листов. При прокатке на станах, не имеющих в своем составе клетей с вертикальными валками, снижение обрези может быть еще большим, Производительность стана при прокатке слитков предлагаемой формы повышается за счет уменьшения числа проходов в клети с вертикальными валками, а также за счет снижения времени пауз, связанных с передачей раската к клети с вертикальными валками и обратно. Формула изобретения Слиток, уширенный к верху и содержаший широкие и узкие грани, каждая из которых с двух сторон имеет скосы, отличающийся тем, что, с целью снижения боковой обрези и улучшения качества слитка, CKoci) широкой грани выполнены в виде двух плоскостей - треугольников с линией перегиба - сопряжения по смежной гипотенузе, направленной от верхнего утла прямолинейного участка широкой грани к нижнему углу скоса узкой грани, и скосы широкой грани в верхней части с прямоугольными участками образуют выступы, равномерно переходящие во впадины в донной части. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 269428, кл. В 22 D 7/00, 1969. 2.Авторское свидетельство СССР № 476074, кл. В 22 D 7/00, 1974. 3.Авторское свидетельство СССР по заявке № 2180136/22-02, кл. В 22 D 7/00, 1975.
у
иг.1
/
У
фиг.г
