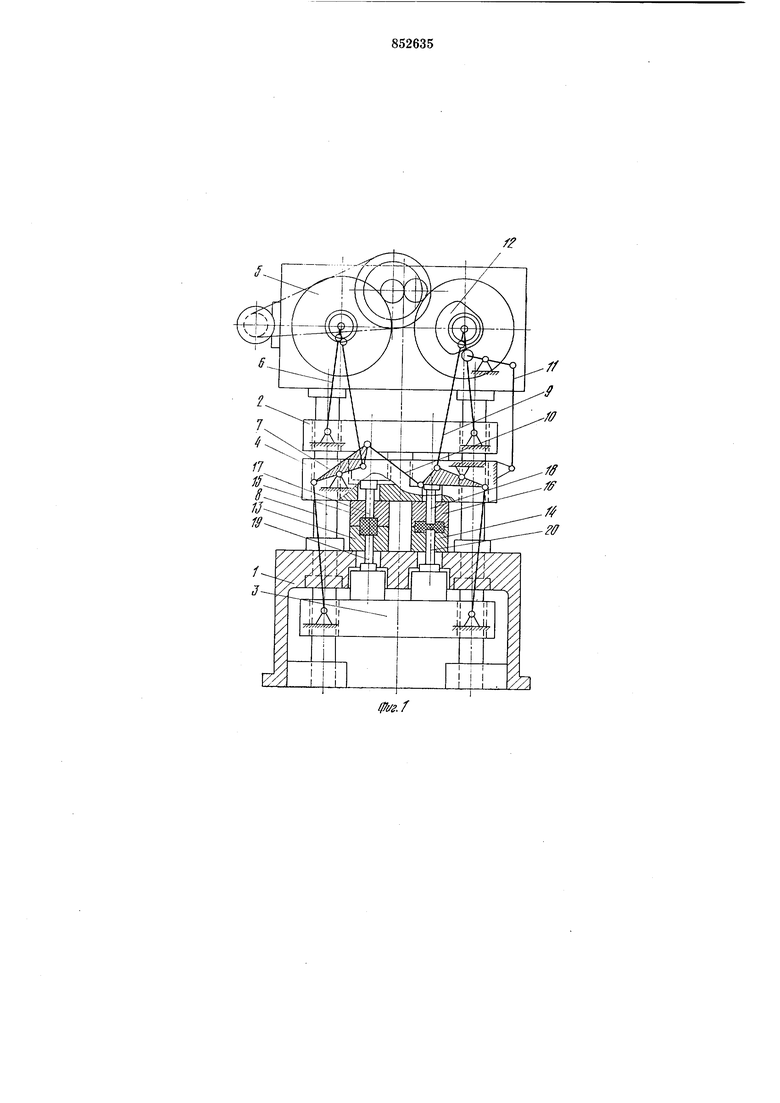
Заготовка подается на левую позицию. Включается привод 5 пресса и зажимной ползун 4 кулаком 12 через механическую систему 11 перемещается вниз. Профиль кулака 12 выполнен таким образом, что нижний деформирующий ползун до смыкания полуматриц остается неподвижным или незначительно перемещается. Одновременно, с зажимным ползуном 4 кривошипношатунными механизмами 6 перемещается вниз и верхний деформирующий ползун 2 с пуансонами 17 и 18. После смыкания полуматриц стола пресса 13 и 14 с полуматрицами 15 и 16 зажимной ползун останавливается и нижний деформирующий ползун 3 с пуансонами 19 и 20 кривошипно-шатунными механизмами 9 через рычаги 7 и тяги 8 перемещается вверх навстречу верхнему деформирующему ползуну. Деформирование заготовки производится в левой позиции пуансонами 17 и 19, на правой - пуансонами 18 и 20. Усилие деформирования передается на зажимной ползун 4. Чем больше усилие деформирования, тем больше усилие зажима и наоборот.
Поскольку центр давления смещен влево от оси симметрии, большая часть нагрузки воспринимается левой частью станины, т. е. левыми колонками, деформация которых будет больше, чем правых. При отсутствии тяги 10 разница в деформациях вызывает уменьшение угла поворота левого рычага по сравнению с правым. Точка присоединения левого шатуна к правому рычагу будет отставать в своем перемещении от точки присоединения правого шатуна к правому рычагу. Наличие тяги 10 дает возможность опережающее перемещение правого рычага использовать для нагружения правого кривошипного вала. Тягой 10 правый рычаг тянет за собой левый, что вызывает перераспределение нагрузки на кривошипных валах, т. е. нагрузка на левом кривошипном валу уменьшается, а на правом - увеличивается. Такое перераспределение вызывает выравнивание деформаций правых и левых колонн, а значит и устранение перекосов деформирующих ползунов и инструмента. После окончания деформирования верхний деформирующий ползун 2 кривошипно-шатунным механизмом 6 перемещается вверх. Зажимной ползун кулаком 12 и механическую систему 11 также возвращается в исходное положение. Профиль кулака 12 выполнен таким образом, что некоторое замедление перемещения залсимного ползуна в обратном направлении по сравнению с кривошипами через рычаги 7 и тяги 8 вызывает обратный ход нижнего деформирующего ползуна 3 с пуансонами 19 и 20. В исходном положении пресс останавливается тормозом привода 5.
Заготовка перекидывается на правую позицию и цикл повторяется. При штамповке на правой позиции перераспределение нагрузки и деформаций будет обратным.
Технико-экономический эффект изобретения заключается в повышении КПД пресса при многопереходной штамповке, в увеличении его надежности и срока службы.
Формула изобретения
Механический пресс по авт. св. № 626981, отличающийся тем, что, с целью повышения его КПД и увеличения надежности и срока службы, рычаги зажимного ползуна попарно связаны между собой. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 626981, кл. В ЗОВ 1/06, 1977.
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Механический пресс | 1977 |
|
SU740526A1 |
| Механический пресс | 1976 |
|
SU647137A1 |
| Механический пресс | 1977 |
|
SU626981A1 |
| Механический пресс | 1977 |
|
SU626982A1 |
| Механический пресс | 1979 |
|
SU863405A1 |
| Механический пресс | 1980 |
|
SU897582A1 |
| Пресс-автомат | 1977 |
|
SU703205A1 |
| Механический пресс | 1982 |
|
SU1071358A1 |
| Механический пресс | 1977 |
|
SU623744A1 |
| Кривошипный горячештамповочный пресс двойного действия | 1987 |
|
SU1459935A1 |