Карусельные машины для изготовления гипсовых плит известны. Также известны вертикально расположенные раздвижные многоместные формы, но в карусельных машинах они не применялись, вследствие того, что операции их раздвигания, извлечения из них готовых плит и обратной сборки производятся последовательно и требуют много времени, что не позволяет целесообразно решить задачу автоматизации производства гипсовых плит на карусельной машине.
Согласно настояш,ему изобретению, . раздвижные многоместные формы оборудованы механизмами для их быстрого одновременного раздвигания и сдвигания, что позволяет осушествить производство гипсовых плит на карусельных машинах с применением многоместных форм, что суш;ественно повышает производительность карусельных машин для изготовления гипсовых плит. Изложницы расположены на поддонах секциями, радиально с зазором между боковыми стенками,
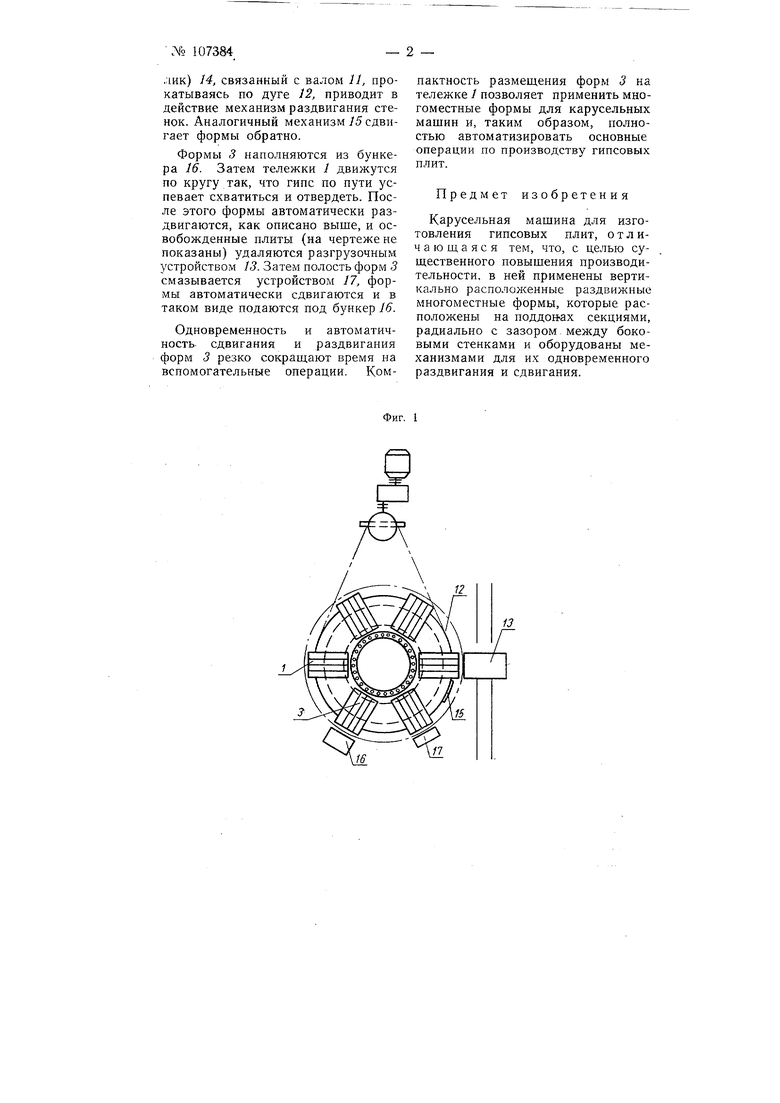
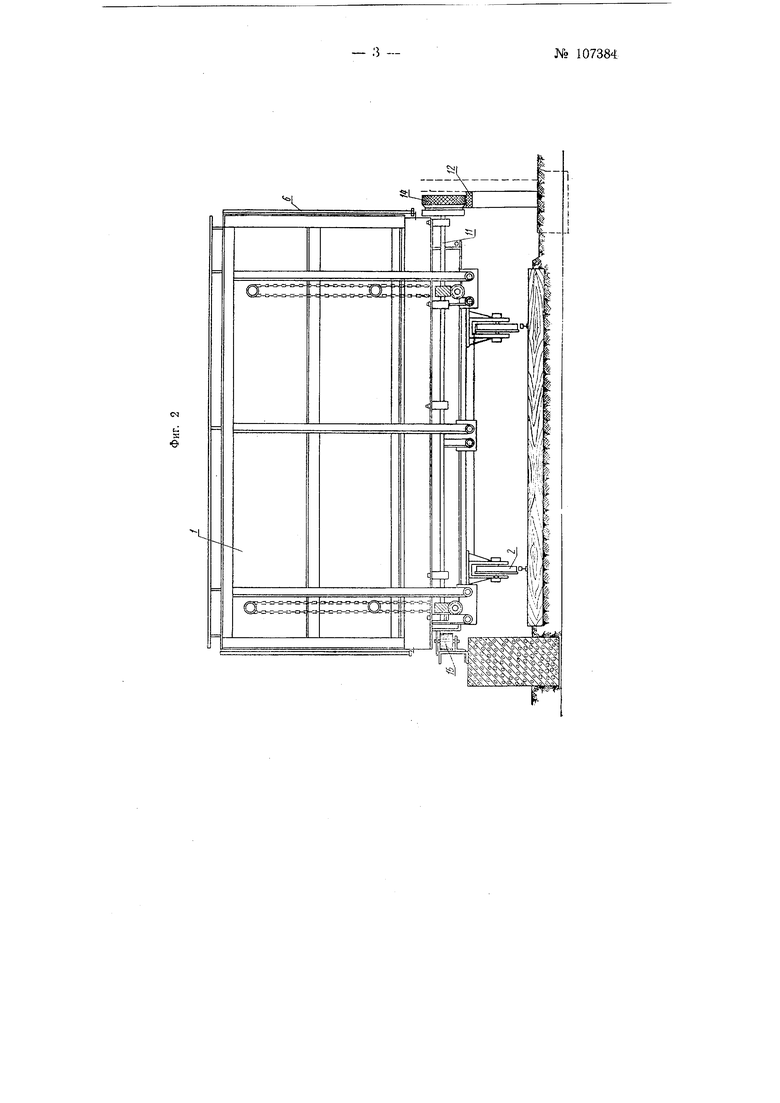
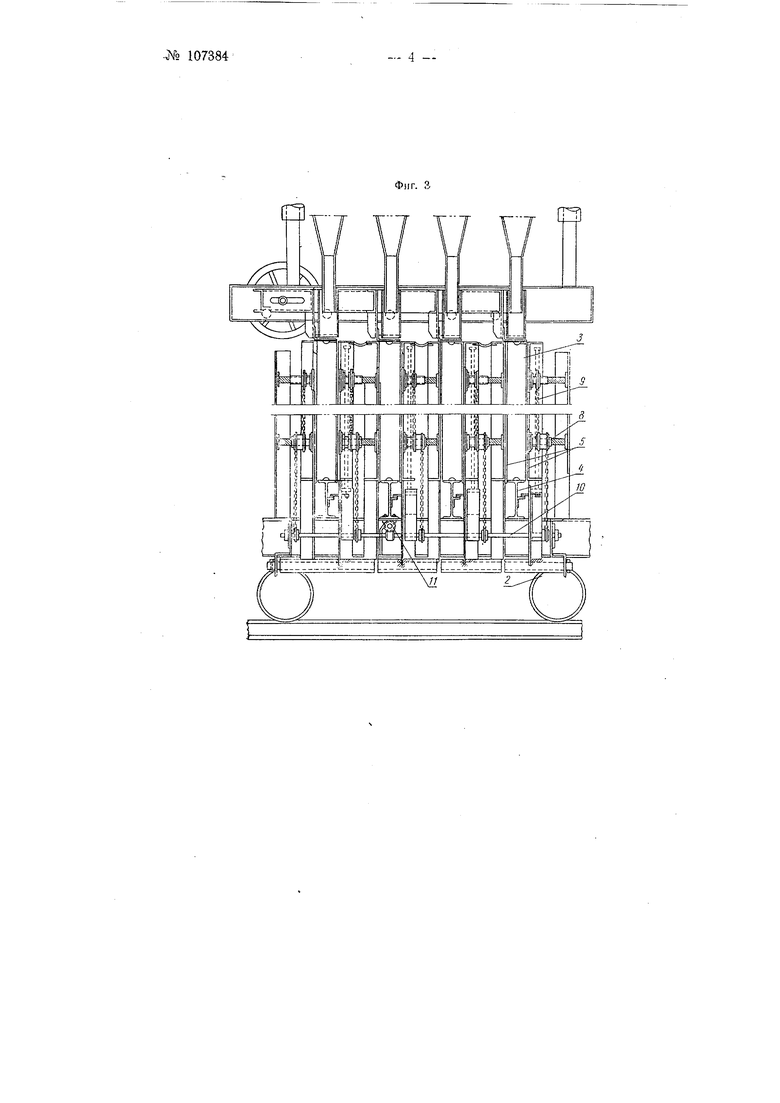
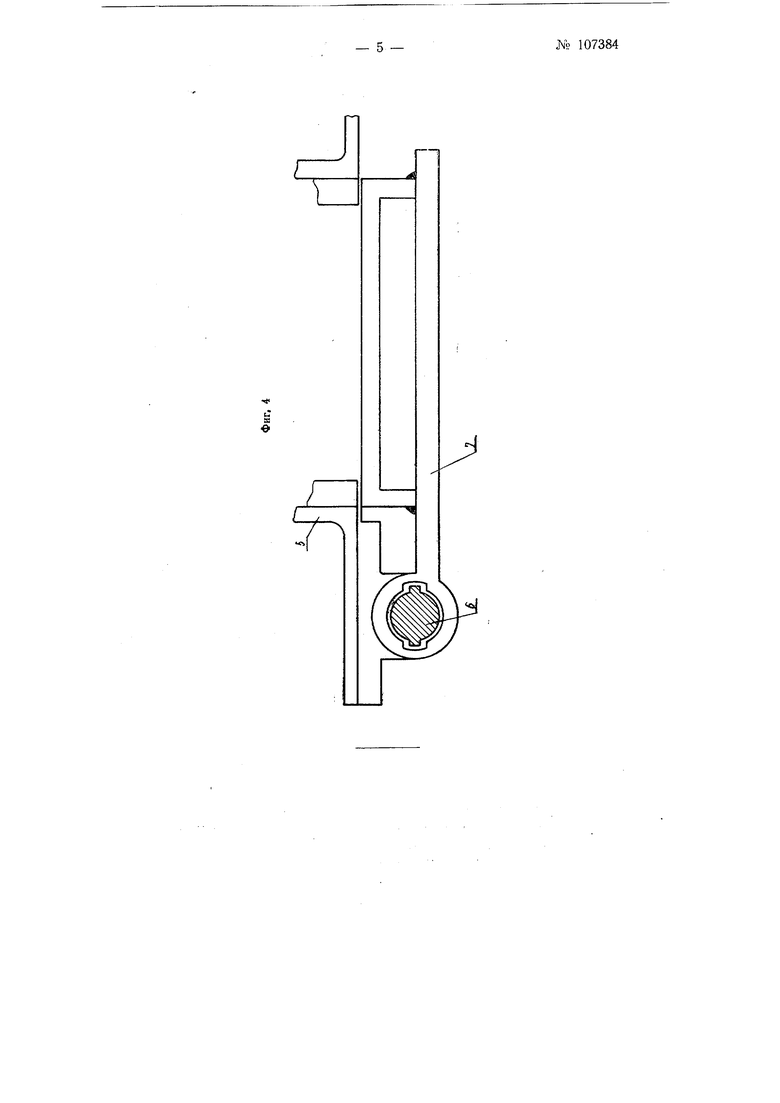
На фиг. 1 изображена схематически установка машины в плане; на фиг, 2 - вид спереди тележки с поддоном и раздвижными стенками; на фиг. 3 - вид тележки сбоку; па фиг. 4 - вид сверху на торцовую часть формы и дверцу.
Машина состоит из тележек / на рельсовом ходу 2, на которых помеш,ены секционные формы 3.
Форма 3 образуется из двутавра который служит поддоном, раздвижных боковых стенок 5 и поворотпой на валу 6 дверцы 7, закрываюш,ей торцовые части формы 5. Раздвижка стенок 5 и открывание дверец 7 происходит механически посредством системы 8 «гайка - винт, которая приводится во врашение цепной передачей 9 через валы 10 и 11; одновременно с этим поворачивается вал 6 (механизм передачи движения на чертеже не показан) . Механизм раздвигания стенок 5 и дверец 7 форм 3 приводится в действие от зубчатой дуги (или фрикциона) 12, установленной перед разгрузочным устройством 13. Зубчатка (или фрикционный ролик) 14, связанный с валом 11, прокатываясь по дуге 12, приводит в действие механизм раздвигания стенок. Аналогичный механизм/5 сдвигает формы обратно.
Формы с наполняются из бункера 16. Затем тележки 1 движутся по кругу так, что гипс по пути успевает схватиться и отвердеть. После этого формы автоматически раздвигаются, как описано выше, и освобожденные плиты (на чертеже не показаны) удаляются разгрузочным устройством 13. Затем полость форм 3 смазывается устройством 17, формы автоматически сдвигаются и в таком виде подаются под бункер 16.
Одновременность и автоматичность, сдвигания и раздвигания форм 3 резко сокращают время на вспомогательные операции. Компактность размещения форм 3 на тележке / позволяет применить многоместные формы для карусельных мащин и, таким образом, полностью автоматизировать основные операции по производству гипсовых плит.
Предмет изобретения
Карусельная машина для изготовления гипсовых плит, отличающаяся тем, что, с целью существенного повыщения производительности, в ней применены вертикально расположенные раздвижные многоместные формы, которые расположены на поддо ах секциями, радиально с зазором. между боковыми стенками и оборудованы механизмами для их одновременного раздвигания и сдвигания.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ФОРМОВАНИЯ КАМНЕЙ И ДРУГИХ СТРОИТЕЛЬНЫХ ДЕТАЛЕЙ ИЗ БЕТОНА И Т. П. МАТЕРИАЛОВ | 1943 |
|
SU79789A1 |
| Ременная передача | 1937 |
|
SU51999A1 |
| Станок для изготовления пустотелых шлакобетонных камней | 1949 |
|
SU89315A1 |
| ЛИНИЯ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1989 |
|
RU2040753C1 |
| Гайко(болто)верт | 1959 |
|
SU128374A1 |
| Устройство для намотки ленты на катушку на текстильных машинах | 1966 |
|
SU268949A1 |
| УНИВЕРСАЛЬНАЯ УСТАНОВКА ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР ПОДВИЖНОГО СОСТАВА ЖЕЛЕЗНЫХ ДОРОГ | 1995 |
|
RU2080232C1 |
| Регулятор скорости прядильных машин | 1959 |
|
SU129516A1 |
| Установка для прессования строительных изделий | 1990 |
|
SU1794022A3 |
| Устройство для параллельного прикладывания одна к другой стенок заполненных мешков | 1983 |
|
SU1281167A3 |
е
