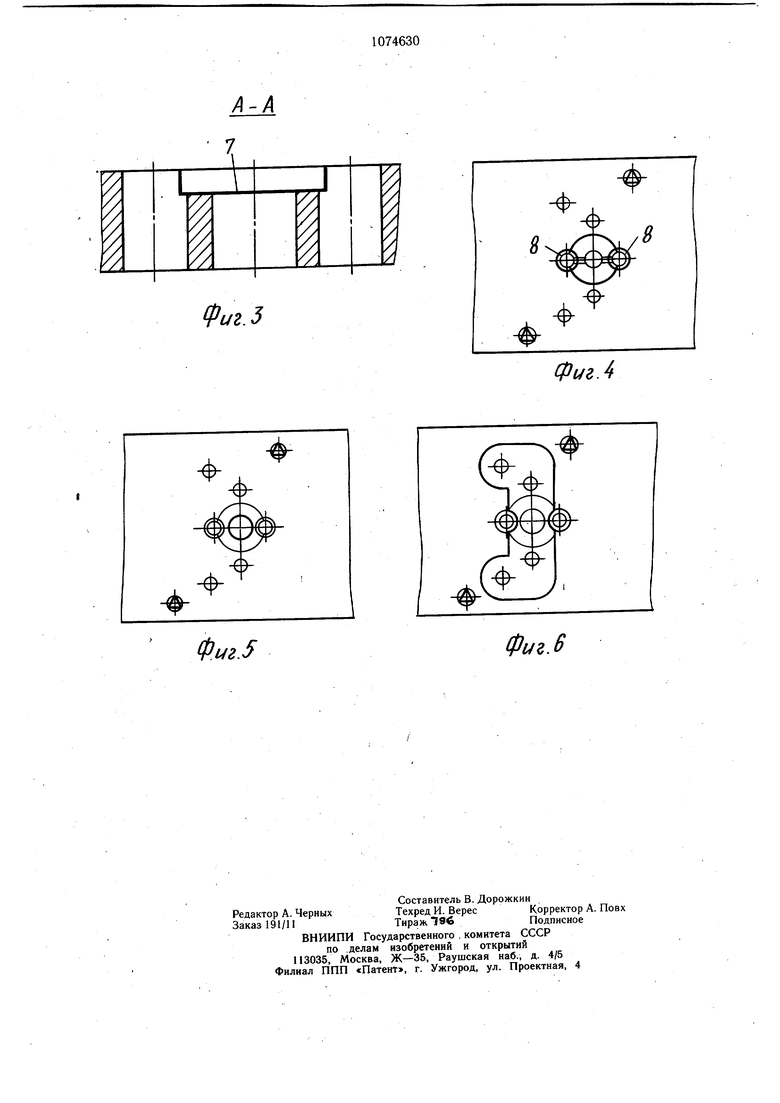
Изобретение относится к обработке металлов давлением, в частности к способам изготовления деталей из листового материала. Известен способ изготовления деталей из листового материала, при котором производят одновременно пробивку по меньшей мере двух отверстий и образуют между ними перемычку 1. Недостатком указанного способа является ограничение ширины получаемой перемычки, связанное с тем, что ширина перемычки в детали равна ширине перемычки в матрице, на которой осуществляют способ, и уменьшение перемычки ведет к малой стойкости матрицы. Наиболее близким к изобретению по технической сущности к достигаемому результату является способ изготовления деталей из листового материала, при котором пробивают одно по меньщей мере технологическое отверстие, и при этом образуют часть наружного контура детали, пробивают одно по меньшей мере отверстие на участке внутри контура получаемой детали и образуют перемычку между отверстиями и затем вырубают оставшуюся часть контура детали 2. Недостатком известного способа является невозможность изготовления деталей с перемычками меньще толщины щтампуемого материала, так как происходит или ее разрушение, или деформация. Цель, изобретения - расширение технологических возможностей за счет изготовления деталей с перемычкой меньще толщины обрабатываемого материала. Цель достигается тем, что- согласно способу изготовления деталей из листового материала, при котором пробивают оДно по меньшей мере технологическое отверстие и при этом образуют часть наружного контура детали, пробивают одно по меньшей мере отверстие на участке внутри контура получаемой детали и образуют перемычку между отверстиями и затем вырубают оставшуюся часть контура детали, пробивают отверстие соосное с технологическими, осаживают перемычку, отход От пробивки технологического отверстия запрессовывают в материал и калибруют отверстие, полученное внутри контура. На фиг. 1-б представлена схема осушествления способа. Способ осуществляется следующим образом. В полосе 1 пробивают отверстие 2 под ловители, отверстия 3, 4, необходимые по конструкции детали, и технологические отверстия 5, при этом между отверстием 4 и отверстиями 5 образуются перемычки 6 (фиг. 1). Производят уплотнение осадкой зоны 7, включающей перемычки б (фиг. 2). Затем производят вырубку кольцевого отхода 8 вокруг Отверстия 5, при этом образуется и часть наружного контура детали (фиг. 4) и отход запрессовывают обратно в полосу 1. Производят калибровку отверстия 4 и далее вырубку оставшейся части наружного контура, во время которой кольцевые отходы 8 разрубаются (фиг. 5 и б). Внедрение изобретения позволит изготавливать детали с перемычками меньше толщины щтампуемого материала.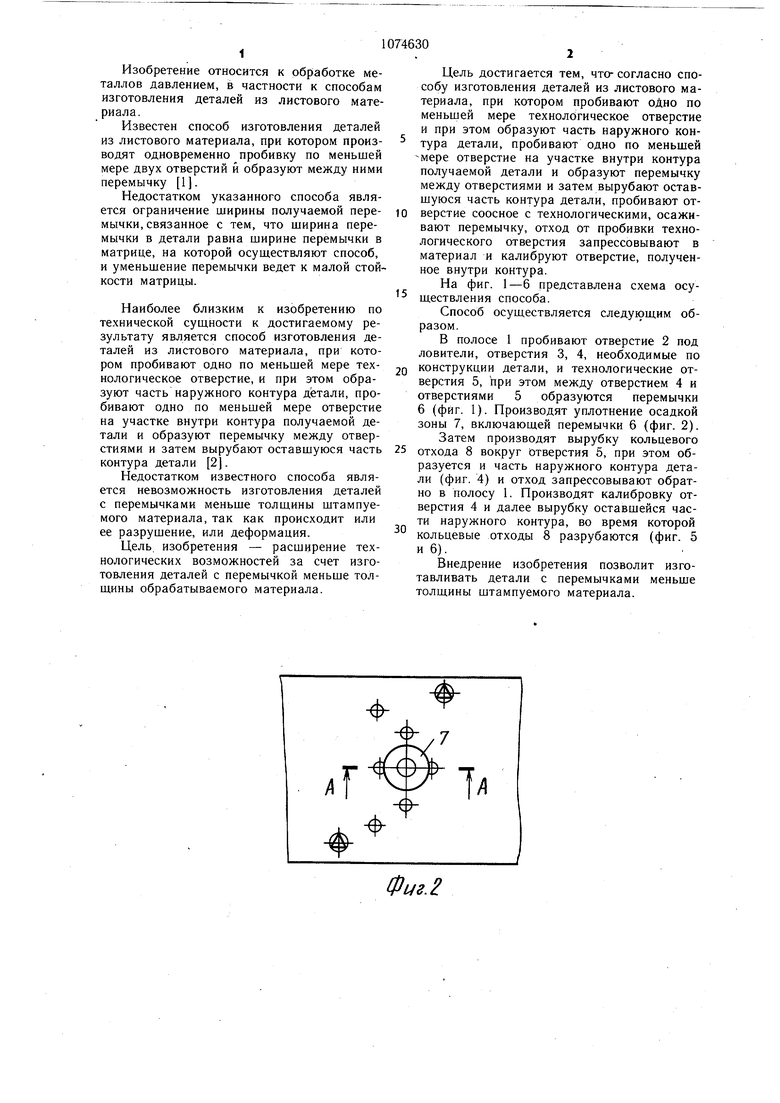
| название | год | авторы | номер документа |
|---|---|---|---|
| Переналаживаемый штамп совмещенногодЕйСТВия | 1978 |
|
SU841719A1 |
| Способ параллельной штамповки деталей из листового материала и штамп для его осуществления | 1974 |
|
SU1129002A1 |
| Способ последовательной штамповки | 1988 |
|
SU1627301A1 |
| Способ вырубки листовых деталей | 1991 |
|
SU1780899A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКИХ ИЛИ КОНИЧЕСКИХ ШАЙБ ВЫСОТОЙ, В 2...2,5 РАЗА ПРЕВЫШАЮЩЕЙ ТОЛЩИНУ ИСХОДНОГО МАТЕРИАЛА | 2009 |
|
RU2422232C1 |
| СПОСОБ МАЛООТХОДНОЙ ОДНОРЯДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ РУЛОНА ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2012 |
|
RU2547063C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ С ОТБОРТОВАННЫМ ОТВЕРСТИЕМ В ДОННОЙ ЧАСТИ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 1998 |
|
RU2136427C1 |
| Штамп совмещенного действия для вырубки и пробивки листового материала | 1983 |
|
SU1118459A1 |
| Способ последовательной штамповки | 1981 |
|
SU1015977A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОЛИСТОВОЙ ЗАГОТОВКИ | 1997 |
|
RU2118220C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО МАТЕРИАЛА, при котором пробивают одно по меньшей мере технологическое отверстие и при этом образуют часть наружного контура детали, пробивают одно по меньшей мере отверстие на участке внутри контура получаемой детали и образуют перемычку между отверстиями и затем вырубают оставшуюся часть контура детали, отличающийся тем, что, с целью расширения технологических возможностей за счет изготовления детали с перемычкой меньше толш,ины обрабатываемого материала, пробивают отверстие, соосно с технологическим, осаживают перемычку, отход от пробивки технологического отверстия запрессовывают в материал и калибруют отверстие, полученное внутри контура. 4 О5 СО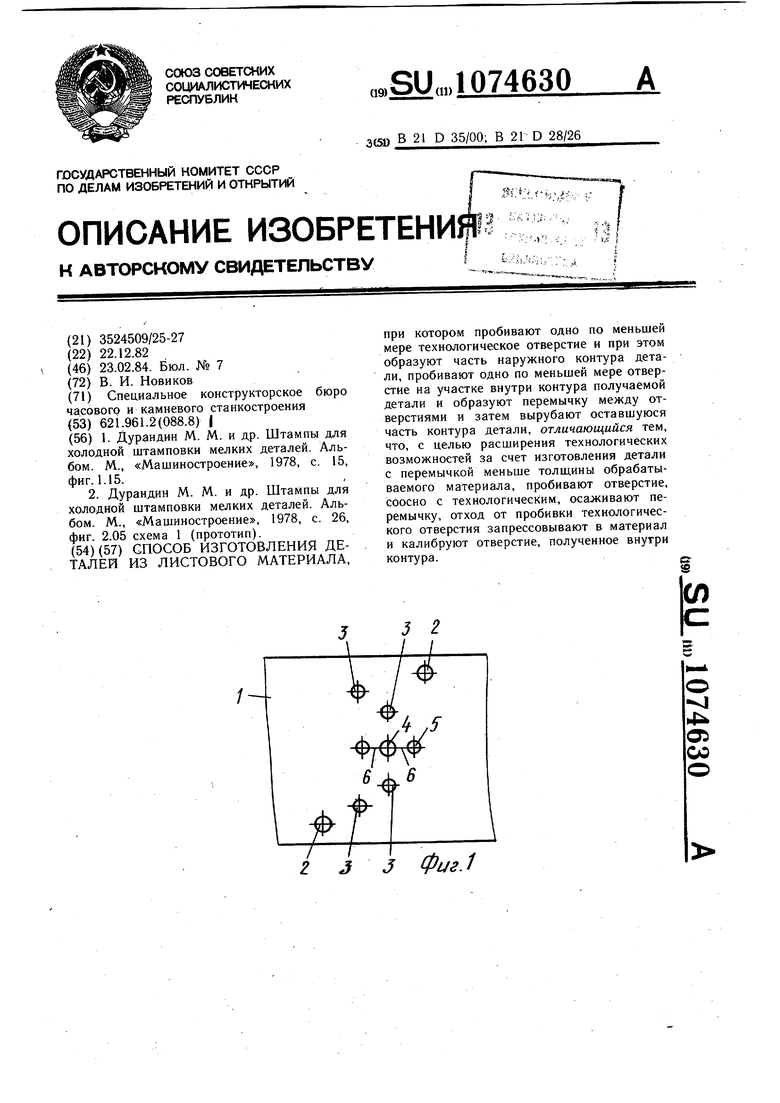
Фщ.г
А-А
У/
fuz5
Фиг. 4
Фт.5
Фиг.В
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Дуранднн М | |||
| М | |||
| и др | |||
| Штампы для холодной штамповки мелких деталей | |||
| Альбом | |||
| М., «Машиностроение, 1978, с | |||
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Дурандин М | |||
| М | |||
| и др | |||
| Штампы для холодной штамповки мелких деталей | |||
| Альбом | |||
| М., «Машиностроение, 1978, с | |||
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
