Изобретение относится к станкостроению и может быть использовано для обработки отверстий на станках с программным управлением, не оснащенных программируемым радиальным перемещением резца.
Известно устройство .для радиального перемещениярезца, содержащее закрепленную в шпинделе станка расточную оправку с механизмами перемещения и зажима резцедержателя, и настроечное приспособление,закрепленное на столе станка с возможностью взаимодействия с указанными механизмами 1.
Недостатком известного устройства является прогиб оправки, возникающая при настройке резца, на размер обработки.
ЦеЛью изобретения является повышение точности установки резца на размер за счет исключения прогиба оправки.
Поставленная цель достигается тем что в устройстве для радиального перемещения резца, содержащего закрепленную в шпинделе станка расточную оправку с механизмами перемещения и зажима ресцедержателя, и настроечное приспособление, закрепленное на столе станка с возможностью взаимодействия с указанными механизмами, настроечное приспособление выполнено в. виде втулки с внутренней конической Поверхностью и соосно установленным в ней подпружиненным штоком, торцевая поверхность которого снабжена ключом, а механизм зажима резцедержателя снабжеа соответственно винтом, взаимодействующим с упомянутым ключом, при этом резцедержатель в оправке установлен подвижно в радиальном направлении и с возможностью взаимодействия с внутренней конической поверхностью втулки.
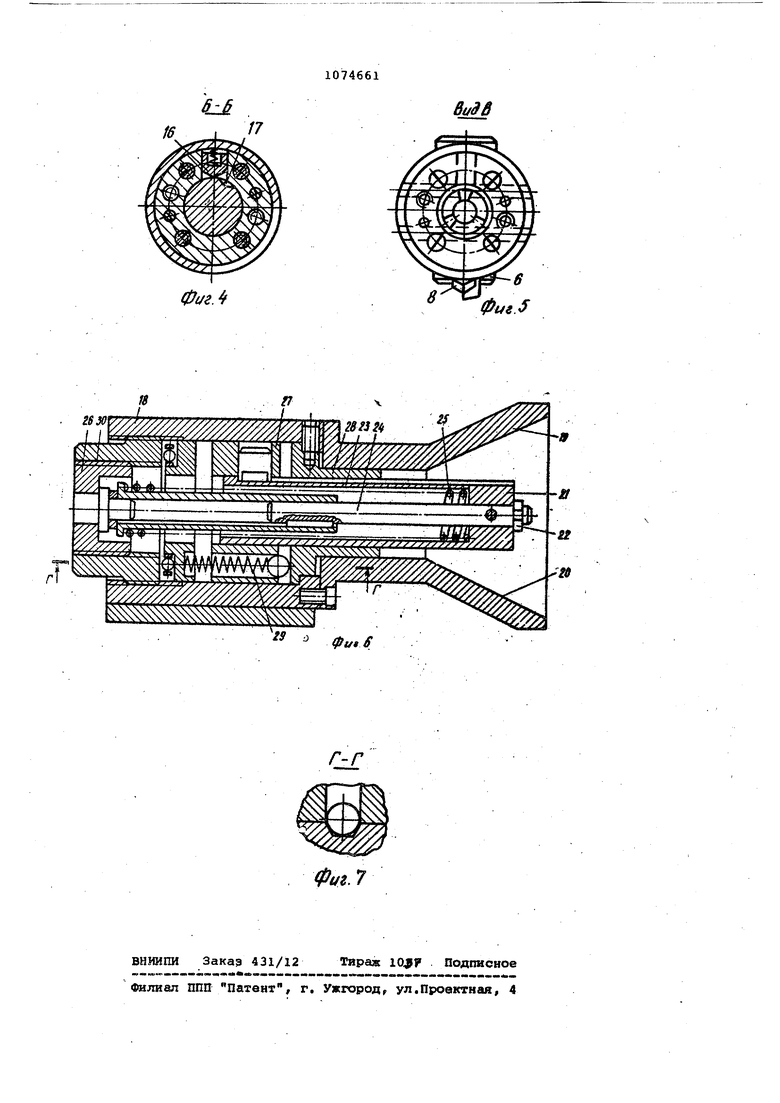
На фиг, 1 представлено устройство, закрепленное на расчетном станке, общий вид; на фиг. - вид А на фиг. 1; на фиг. 3 - расточная оправка, общий вид; на фиг. 4 - разрез Б-В на фиг. 3; на фиг. 5 -. вид В на фиг. 3; на фиг. 6 - настроечное приспособление, общий вид; на фиг«7 разрез Г-Г на Фиг. 6.
Устройство для радиального перемещения резца включает устаиовленнуго в шпинделе 1 станка расточную оправку 2 и закрепленное на столе 3 станка настроечное приспособление 4с Расточная оправка 2 состоит из размещенных в корпусе 5 механизмов паремездения и зажима резцедержателя 6. Механизм перемещения включает прижим 7, закрепленный в корпусе 5 оправки 2, контактирующий с резцедержателем 6, и упор 8, жестко за- крепленный на резцедержателе б.-Прижим 7 состоит из стержня 9 и подпружиненного колпака 10. .
Механизм зажима резцедержателя 6 включает винтовую пару в виде гайки 11, закрепленной в корпусе 5 оправки 2, и винта 12, упирающегося через сухарь 13 в резцедержатель 6. Головка 14 винта 12 с торцевой стороны имеет гнездо 15 под ключ. Головка 14 снабжена подпружиненным фиксатором 16,. скос которого входит в соответствующий паз 17 головки.
Настроечное приспособление 4 состоит из корпуса 18, к торцу которого прикреплен раструб 19, имаощий внутреннюю опорную поверхность 20, выполненную конусной для взаимодей,ствия с упором 8 механизма перемещения резцедегадсателя. Внутри корпуса 18 и раструба 19 соосно размещен подпружиненный шток 21, в торце которого со стсчроны раструба закреплен ключ 22. Шток 21 выполнен телескопическим с возможностью осевого перемещения наружного стакана 23. Внутри штока 21 на направляющем ртержне 24 размещена пружина 25, усилие которой регулируется гайкой 26. НаРУжный стакан 23 через предохранительную 1луФту, включающую подвижную 27 и неподвижную 28 полумуфты, связан с корпусом. Усилие пружин 29 предохранительной муфты регулируется гайкой 30.
Устройство работает следующим образом.
Установка резца на начальный размер расточки производится вне станка, после чего расточная оправка 2 закрепляется в шпиндель 1 и производится расточка отверстия. При перехода с одного диаметрального размера обработки на другой необходимо переместить резцедержатель 6 с резцом в радиальном направлении. Для этого по команде от ЧПУ производится:
остановка шпинделя;
вывод его иа обрабатываемого отверстия;
подвод к настроечному приспособлению 4;
совмещение ключа 22 настроечного приспособления 4 с гнездом 15 головки 14 винта 12 механизма зажима резцедержателя ;
вращение шпинделя 1 для разжима резцедержателя;
осевое перемещение шпинделя на величину, пропорциональную радиальному перемещению резцедержателя;
вращение шпинделя для разжима резцедержателя после настройки;
отвод шпинделя от настроечного приспособления.
После совмещения ключа 22 с гнездом 15 вращением шпинделя винт 22 вывинчивается, освобождает сухарь 13, и резцедержатель 6 под действием
прижима 7 перем€ацаб тся в радиальном направлении до контакта упора 8 с опорной поверхностью 20 раструба 19;
При осевом перемещении шпинделя подпружиненный шток 21 утапливается, а упор 8, взаимодействуя с опорной поверхностью, устанавливает резцедержатель 6 на заданный размер обработки. Зажим резцедержателя 6 осуществ-ляется вращением шпинделя, при этом винт 12 завинчивается и через сухарь 13 зажимает резцедержатель. При сообщении винту 12 момента вращения большего, чем необходимо для зажима резцедержателя, сраба тывает предохра нительная муфта, при этом подвижная полумуфта 27 с подпружиненными шариками обкатывается по неподвижной itoлумуфте 28.
Преимущество преауюженного устройства в сравнении с известным заключается в исключении прошба оправки в момент настройки резца на размер обработки.
Вид А
Фиг, г

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для радиального перемещения резца | 1981 |
|
SU1066752A1 |
| Устройство для радиального перемещения резца | 1985 |
|
SU1348072A1 |
| Устройство для радиального перемещения резца | 1981 |
|
SU1134303A1 |
| Расточной патрон | 1987 |
|
SU1484453A1 |
| Шпиндельный узел | 1986 |
|
SU1743719A1 |
| Расточное устройство | 1987 |
|
SU1703267A1 |
| Расточная головка | 1990 |
|
SU1787695A1 |
| Устройство для обработки некруглых профилей | 1985 |
|
SU1315143A1 |
| Станок для обработки деталей вращения | 1986 |
|
SU1404198A1 |
| ОСНАСТКА ТОКАРНОГО СТАНКА ДЛЯ ОБРАБОТКИ ЗАГОТОВОК ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2179091C1 |
УСТРОЙСТВО ДЛЯ РАДИАЛЬНОГО |11КРЕМЩЕНИЯ РЕЗЦА, содержащее за-, крехтленную в шпинделе станка расточ,ную оправку с механизмами перемевдения я-зажима резцедержателя, и настроечное приспособление, закреплен « .„J нее на столе станка с возможностью взаимодействия с указанными меха.низмами, отличающее с я тем, что, с целью повышения точности установки резца на размер путем HCKjrjtroчения прогиба оправки при .настройке, настроечное приспособление выполнено в виде втулки с внутренней кони- ческой поверхностью и соосно установленным в ней подпрузкиненным штоком, торцевая поверхность которого снаб,жена ключом, а механизм зажима резцедержателя снабжен соответственно винтом, взаимодействукяцим с упомяну. тым ключом, при эт(ом резцедержатель в оправке установлен подвижно в радиальном направлении и с возможноетью взаимодействия с внутренней ко(Л нической поверхностью втулки. Fffl & 41 4 CXi Фи9.1
Ч /g// / 7 /I /V uLL/ L
Фиг.
ВидВ
Фаг. 7
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
