4:ib
а ж :о Изобретение относится к производству покрытий электродов для ручной дуговой сварки. В процессе изготовления электроды подвергают операции сутки и прокалки с целью удаления из покрытия влаги и придания ему требуемых механических свойств. Основными параметрами сушки и прокалки электродов являются темпера .тура и время (продолжительность) наг рева. Известен способ индукционной сушки и прокалки покрытий сварочных электродов, при котором тепло подводится бесконтактно от источников тока высокой частоты. Температура термообработки электродов до 400 С, время до 30 мин Q13 Недостатком способа является неравномерная сушка электродного покрытия, сопровождаемая перегревом слоя, непосредственно примыканвдего к металлическому стержню, что приво дит к отслаиванию покрытия от стерж ня, резкому снижению его механических и технологических характеристик Кроме того, способ индукционной суш ки электродов применим только для покрытий, нанесенных на ферромагцитные стержни. Известны способы сушки и прокалки сварочных электродов, при которо электроды помещают в печь с принуди тельной подачей циркулирующего тепло осителя со скоростями теплоносителя, не превышающими 6 м/с .Jil Недостатком известного способа является значительный расход электроэнергии, большая длительность про цесса сушки и прокалки, существенны , перепад температуры по рабочему объему, что приводит к повышенному и неодинаковому содержанию остаточной влаги в покрытии и, как следствие, к снижению сварочно-технологических свойств электродов. Кроме того, при скоростях, превы шаю1Дих 6 м/с, происходит растрескивание покрытия. Цель изобретения - повышение производительности и качества покры тия при производстве электродов. . Поставленная цель достигается тем, что согласно способу сушки и прокалки покрытий сварочных электро дов , при котором электроды помещают в печь с принудительной подачей циркулируюцего теплоносителя, сушку и проксшку ведут при скоростях теплоносителя 10-50 м/с. Экспериментально установлено, что основной причиной растрескивания покрьтий при прокалке электродов в условиях воздействия повышенных (до 7-9 м/с) скоростей теплоносителя является преждевременное образование шютнбй поверхностной пленки (корочки ) сухого остатка жидкого стекла, препятствующей нормальному удалению влаги из внутренних слоев покрытия и, как следствие, создающей внутри него значительное давление водяных паров. Однако при скоростях теплоносителя, превышакадих 10-12 м/с, интенсивность удаления влаги из покрытия резко (в 5-10 раз) возрастает, в результате чего подавляющая ее часть успевает выделиться из покрытия до того, как на его поверхности сможет образоваться плотная пленка жидкого стекла. Количество оставшейся в этом случае в локрытии влаги является недостаточным для создания Необходимого давления паров, способного вызвать растрескивание покрытия.Применение высоких скоростей движения теплоносителя в рабочем пространстве печи позволяет значительно сократить время сушки и термообработки электродов (вследствие интенсификации экстрагирования влаги из покрытия) и снизить перепад температуры по объему печи до 1-3 С. Последнее способствует значительному повышению стабильности и качества прокалки покрытия и улучшению сва.рочно-технологических свойств элект родов. Производят сушку и прокалку электродов типа Э50А. Электроды, провяленные при 18-2ъ с в течение 20-24 ч, помещают в нагретую печь и вццерживают в ней последовательно при 160 и 500°С в течение 15 мин при каждой температуре. Скорость потока горячего воздуха 25 м/с. По окончании процесса термообработки электроды выгружают из печи и охлаждают на воздухе. Для получения сравнительных дайных параллельно проводят сушку и прокалку электродов извёстным способом в камерной печи при движении горячего воздуха менее 1 м/с. В таблице представлены сравнительные результаты.
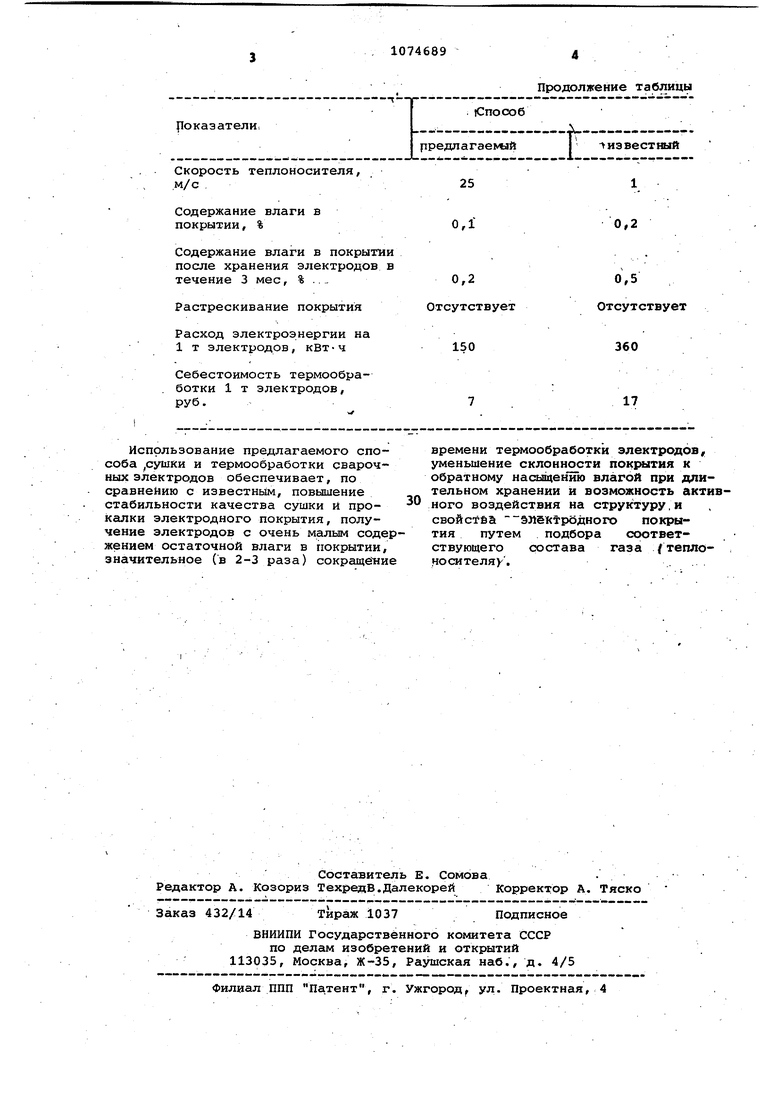
Продолжение таблицы
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сушки и термообработки покрытий на ферромагнитных стержнях | 1975 |
|
SU595104A1 |
| Шахтная печь для прокалки кускового материала | 1980 |
|
SU903673A1 |
| Состав электродного покрытия | 1985 |
|
SU1250431A1 |
| Способ термообработки изделий вэлЕКТРОМАгНиТНОМ КОНТуРЕ | 1978 |
|
SU848930A1 |
| Состав электродного покрытия | 1983 |
|
SU1090519A1 |
| Состав электродного покрытия для сварки оловянистых бронз | 1978 |
|
SU766798A1 |
| ЭЛЕКТРОДНАЯ МАССА ДЛЯ САМООБЖИГАЮЩИХСЯ ЭЛЕКТРОДОВ РУДОВОССТАНОВИТЕЛЬНЫХ ПЕЧЕЙ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1997 |
|
RU2121989C1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕЗВОДНОГО ТЕТРАФТОРИДА УРАНА | 2003 |
|
RU2257350C2 |
| СОСТАВ ДЛЯ ИЗГОТОВЛЕНИЯ СВЯЗУЮЩЕГО ЭЛЕКТРОДНЫХ ПОКРЫТИЙ | 1992 |
|
RU2036764C1 |
| Способ сушки изделий из капиллярно-пористых материалов | 1981 |
|
SU1015206A1 |
СПОСОБ СУШКИ И ПРОКАЛКИ ПОКРЫГИР СВАРОЧНЫХ ЭЛЕКТРОДОВ, при котором электроды помещают в печь с принудительной подачей циркулирующего теплоносителя, отличающийся тем, что, с целью повышения производительности и качества покрытия при производстве электродов, сушку и прокалку ведут при скоростях теплоносителя 10-50 м/с. (Л с:
Содержание влаги в покрытии, %
Содержание влаги в покрыт после хранения электродов течение 3 мес, % . .
Растрескивание покрытия
Расход электроэнергии на 1 т электродов, кВт-ч
Себестоимость термообработки 1 т электродов, руб.
Использование предлагаемого способа ,сушки и термообработки сварочных электродов обеспечивает, по сравнению с известнь(м, повышение стабильности качества сушки и прокалки электродного покрытия, получение электродов с очень малым содержением остаточной влаги в покрытии, значительное (в 2-3 раза) сокращеТние
0,2
0,5 Отсутствует
360 17
времени термообработки электродов,. уменьшение склонности пок1штия к обратному насьпцению влагой при длительном хранении и возможность актив0ного воздействия на структуру,и свойства Электродного покрытия путем подбора соответствующего состава газа fтеплоносителяу..
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ сушки и прокалки сварочных электродов | 1972 |
|
SU565179A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Благовещенская В.В., Гололобов Б.А., Строгова В.Я | |||
| Техно логия изготовления электродов для дуговой сварки | |||
| М.-Л., Машиностроение, 1966, с | |||
| Способ получения смеси хлоргидратов опийных алкалоидов (пантопона) из опийных вытяжек с любым содержанием морфия | 1921 |
|
SU68A1 |
