4
со со
Изобретение относится к технике текстильного производства и может .быть использовано в процессе шлифтвания основ партионным способом на предприятиях текстильной промышленности и заводах химического волокна.
Известен способ разматывания нитей основ со сновальных валиков, согласно которому нити группы (партии Jсновальных валиков одновременно принудительно сматываются при вращении отжимных валов, частино погруженных в 1илихтовальный раствор. Причем в процессе размытывания натяжение нитей создается за счет приложения к каждому сновальному валику тормозного момента а усилие торможения непрерывно контролируется динамометрами 1J.
Недостатком известного способа является неодновременный сход ните с различных сновальных валиков.
Известен также способ управлени разматыванием основных нитей с группы сновальных валиков при котром измеряют величину суммарного нтяжения всех нитей основы, сравнивают с заданным натяжением и по отклонению суммарного натяжения от заданного регулируют величину тормозного момента, приложенного к снвальным валиком C2J.
Недостатком известного способа управления является неодновреме-нны сход нитей с различных сновальных валиков за счет неодинакового числа оборотов каждого из группы сновальных валиков, хотя суммарное . натяжение нитей основы поддерживается постоянным, что приводит к необходимости срезать остатки нитей на валиках после того, как на одном из них закончилась основа,
Целью изобретения является повышение точности управления.
Поставленная цель достигается способом управления разматыванием основных нитей с группы сновальных валиков, заключающимся в том, что измеряют величину суммарного натяжения всех нитей основы, сравниваю с заданным натяжением и по отклонению суммарного натяжения от заданного регулируют величину тормозного момента, приложенного к сновальным валикам, измеряют число оборотов каждого сновального валика, определяют среднее число оборотов всек сновальных валиков и величину отклонения от среднего числа оборотов для каждого с-новального валика, вьщеляют валик с максийальным отклонением, определяют для него знак отклонения числа обор 5тов от среднего и дополнительно изменяют величину тормозного гломента, приложенног;р к валику, до достиженин величины отклонения числа оборотов данного валика от среднего меньше максимального для группы сновальных валиков.
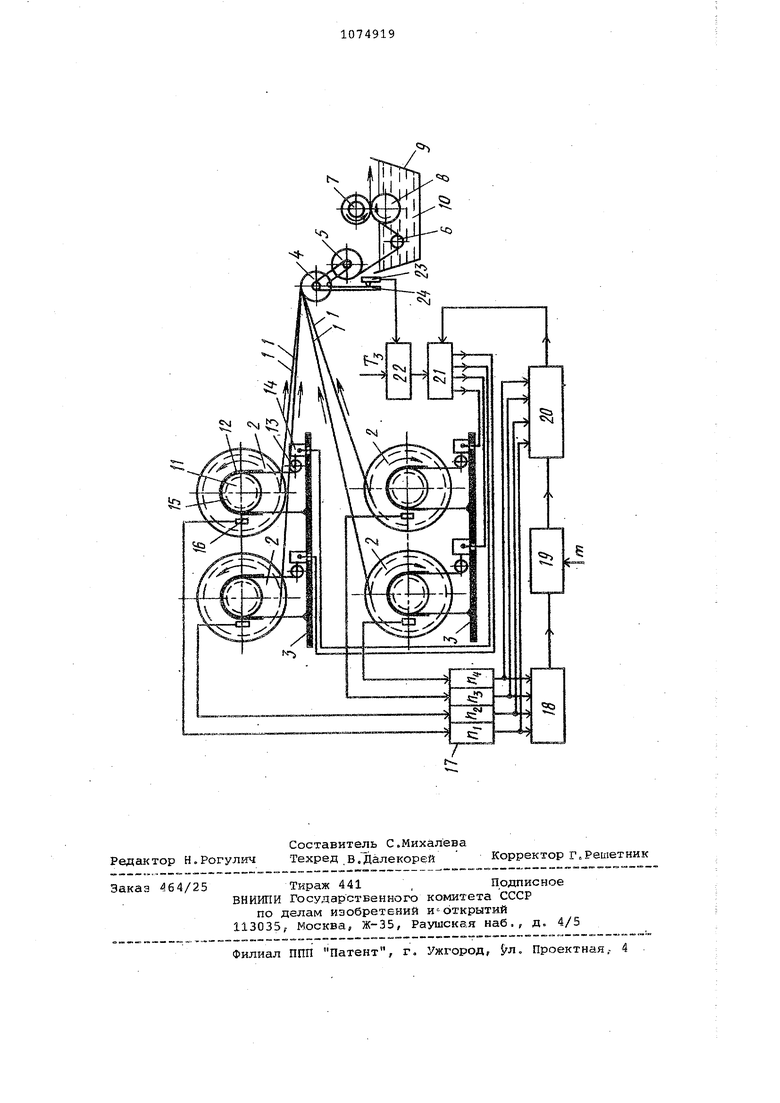
На чертеже дана схема, реализующая предлагаемый способ.
Основные нити 1 с группы сновальных валиков 2, составляющих партию и установленных в опорах оснований 3 входной части шлихтовальной машины (показана частично, огибают направляющие ролики 4 и 5, погружающий ролик 6, отжимные валы 7 и 8, расположенные в шлихтовальном корыте 9 С шлихтовальным раствором 10 .
Сновальные валики 2 снабжены одинаковыми фрикционными тормозс1ми, включающими обод 11 и гибкий тормозной (фрикционный) элемент 12, один конец которого закреплен в основани 3, а второй - на шкиве 13, который связан с исполнительным механизмом 14 (например, двигателем h
С ободом 11 также связан дискмодулятор 15, вблизи которого расположен бесконтактный индуктивный (или оптический )датчик 16 числа оборотов сновального валика 2.
Все сновальнью валики имеют одинаковое оснащение. Датчики 16 связаны с многоканальным счетчиком 17, а через него - с сумматором 18 который подключен к делителю 19. Блок 20 логической обработки информации, в свою очередь, связан с делителем 19, многоканальным счетчиком 17 и блоком 21 управления исполнительными механизмами 14.
Блок 21 управления также подключен к выходу регулятора 22, связанному с тензорезисторным датчиком 23 усилия, который с помощью шарнирно установленного двухплечего рычага 24 сочленен с роликом 5.
Процесс управления разматыванием основных нитей с группы сновальных валиков, осуществляется следующим образом.
При вращении, отжимных валов 7 и 8 основные нити протягиваются шлихтовальный раствор 10 в шлихтовальном корыте 9 и огибают погружающий ролик 6.
Движение основных нитей 1 вызывает вращение сновальных валиков 2, которые тормозятся фрикциО1{ными парами 11 и 12. Вследствие этого создается натяжение основных нитей 1, которое через пару свободно вращающихся роликов 4 и 5 поворачивает ролик 5., ас ним и рычаг 24, передавая усилие на тензорезисторный датчик 23. Величина усилия riponopциональнс суммарному натяжении осноных нитей 1, сматываемых со всех сновальных валиков 2.
Электрический сигнал с тензорезисторного датчика 23 поступает на вход регулятора 22 натяжения, в котором он ус 1ливается и сравнивается с технологически заданной величиной сум1чарного натяжения нитей Tj . Если суммарное натяжение основны нитей 1 больше (или меньше) технологически заданного, то регулятор 22 формирует электрический сигнал н входе блока 21 управления исполнительными механизмами 14 так, что они поворачивают шкивы 13 в направле1нии ослабления увеличения натяжения гибкого фрикционного элемента 12 и соответствующего уменьшения (.увеличения) тормозного момента, приложенного к сновальным валикам 2 Этот процесс продолжается до тех по пока суммарное натяжение нитей 1 не достигнет заданной величины Т. С начала процесса разматывания при вращении сновальных валиков 2 также поворачиваются диски-модулятор 15 вблизи бесконтактных датчиков 16. В процессе снования при наМотке основных нитей на сновальные валики 2 их формируют с одинаковым числ оборотов (слоев намоткк / основных нитей 1. Однако из-за неидентичност фрикционных пар тормозов сновальных валиков 2 разной длины основных нитей 1 на участке поверхность сновал ного валика - отжимные валы, непостоянства физико-механических . свойств нитей и других факторов име ет место значительный разброс натяжений основных нитей 1, сматываемых ,с различных валиков 2. Этот разброс натяжений обуславливает неодинаково удлинение (усадку) основных нитей и как следствие, неодинаковые углы поворота сновальных валиков 2 в про цессе размотки. С датчиков 16 электрические импульсы, возникающие при повороте каяудого из валиков 2, поступают на суммирующий многоканальный счетчик 17, в котором накапливаются числа , п,,, По, п, п, пропорциональный числам оборотов сновальных валиков 2. В сумматоре 18 импульсы со ВсеХ датчиков 16 складываются, а в делителе 19 эта сумма делится на число m , равное количеству разматываемых сновальных валиков 2. Таким образом, реализуется операция определения среднего числа оборотов партии сновальных валиков 2 . Хп Электрические импульсы с многокального счетчика 17 и делителя 19 поступают в блок 20 логической обработки информации, который с заданной периодичностью (например, раз в минуту ) производит вычитание Пср-П.4П. и сравнением лп- по абсолютной величине между собой находит -номер валика, имеющего максимальное отклоненйе в числе оборотов от среднего, и знак этого отклонения. В рез/льтате с заданной перио- дичностью блок 20,логической обработки информации выдает электрический сигнал на блок 21 управления исполнительными механизмами 14, и они приводят в движение в нужном направлении шкив 13 соответствующего сновального валика 2. Ослаблением (подтягиванием) гибкого фрикционного элемента 12 уменьшается (увеличивается ) торможение обода 11 сновального валика 2 до тех пор, пока число его оборотов не станет меньше отличаться от среднего в сравнении с другими сновальными валиками. Согласно предлагаемому способу управления разматыванием основных нитей с группы сновальных валиков обеспечивает минимальный разброс чисел оборотов валиков при заданном суммарном натяжении нитей, а следо-. вательно, их одновременный сход и минимальная масса угаров в шлихтовании .
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом партионного приготовления основ к ткачеству на сновальной и шлихтовальной машинах | 1980 |
|
SU945630A1 |
| Стойка для сновальных валиков шлихтовальной машины | 1980 |
|
SU981477A1 |
| Стойка сновальных валиков шлихтовальной машины | 1990 |
|
SU1781337A1 |
| СПОСОБ ФОРМИРОВАНИЯ ТКАЦКИХ НАВОЕВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2278913C2 |
| СПОСОБ ФОРМИРОВАНИЯ ТКАЦКИХ НАВОЕВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2061807C1 |
| Устройство для регулирования вытяжки основы на шлихтовальной машине | 1983 |
|
SU1100338A1 |
| Стойка сновальных валиков | 1980 |
|
SU939610A1 |
| Установка для перематывания основныхНиТЕй | 1979 |
|
SU848491A1 |
| Регулятор натяжения нитей основы | 1977 |
|
SU745981A1 |
| Стойка сновального валика шлихтовальной машины | 1990 |
|
SU1737041A1 |
СПОСОБ УПРАВЛЕНИЯ РАЗМАТЫВАНИЕМОСНОВНЫХ НИТЕЙ С ГРУППЫ СНОВАЛЬНЫХ ВАЛИКОВ, заключающийся в ТОМ, что измеряют величину суммарного натяжения всех нитей основы. сравнивают с зада.нным натяжением и по отклонению измеренного суммарного натяжения от заданного регулируют величину тормозного момента, приложенного к сновальным валикам, отличаю 1ДИ йся тем, что, с целью повышения точности управления, измеряют число оборотов каждого сновального валика, определяют среднее число оборотов всех сновальных валиков и величину отклонения от среднего числа оборотов для каждого сновального валика, выделяют валик с максимальным отклонением, определяют для него знак отклонения числа оборотой от § среднего и дополнительно изменяют величину тормозного момента, прилосл женного к валику, до достижения величины отклонения числа оборотов 1с: данного валика от среднего меньше максимального для группы сновальных валиков.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Агапова Н.П | |||
| и др | |||
| Шелкоткачество | |||
| М.,-Л., Индустрия, 1975, с | |||
| Способ получения борнеола из пихтового или т.п. масел | 1921 |
|
SU114A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
