s.
жг
.
fut.t .
/
сэь кд Изобретение относится к прокатному производству, а точнее к способам раэделения проката на мерные длины. Изобретение наиболее эффективно может быть использовано при прорезке заготовок сплошного сечения. Известен способ резки проката враша ютимся диском, при котором -условия резания fjQ. Однако известшй способ резания не позволяет устранять нарост, который при прорезке больших сечений может неограниченно расти, затрудняя условия резания и ухудшая качество проката. Цель изобретения - повышение качества резки. Поставленная цель достигается согласно способу резки проката вращающим диском, при котором изменяют условия резания, последние изменяют путем соэДания в зоне резания перепада температур по сечению проката в диапазоне 200 40О°С. При этом для создания перепада температур нагревают или охлаждают наружный контур сечения проката. На фиг. 1 изображена схема реализации способа, вид cBepxyj на фиг. 2то же, вид сбоку. Такое вьшолнение способа, как показалк специально проведенные экспериме ты с прорезкой круга 2ОО, предварительно нагретого до температур 800, 900, 10ОО, , позволяет в пределах одного реза создать различные условия работы для каждого зуба диска пильз. Различие условий заключается в. том, что при врезании зуба в заготовку он последовательно проходит три зоны {одну внутреннюю и две наружных) с различной температурой и, следовательн различным пределом прочности. При этом появляется эффект стабилизации процесса наростообразования, как установлено названными выше экспериментами, и он имеет место лишь при достижении перепада температур в 200 С Если же рез вьшолнять диском с уж имеющимся наростом, то изменение прочности материала по сечению спосо& ствует удалению нароста с зубьев и дальнейшей стабилизацией его роста. Та ким образом, в пределах одного сечения за счет перепада температур изменяютс пределы прочности разрезаемого матери ла и это изменение .позволяет стабилизировать процесс образования нароста и обеспечить его своевременное удаление В случае интенсивного роста. Таким образом, исключается необходимость остановки пилы для контроля степени наростообразования и увеличивается качество торцов разрезанных сечений благодаря исключению вероятности порезки проката дисками с большим наростом. Существует и еще один положительный эффект от использования данного способа с охлах дением наружного контура сечения: лучше удаляется перемычка с ториов сечетшя. Способ резки осуществляется следутошим образом. Предварительно подогретый прокат 1 (круг 200 мм из стали Ст. 5) до температуры 1ООО°С подается под порезку по рольгангу 2 и устанавливается на позиции резки. Затем в зону резания на наружную поверхность проката из форсунок 3 подается вода, распыленная до состояния водяного тумана. Форсунки охватывают сечение проката таким образом, что охлаждению подвергался весь наружный контур сечения. Охлаждение ведется до тех пор, пока наружный контур не охладится до . Затем вращающийся с окружной скоростью 100 м/с пильный диск 4 подается на прокат со скоростью 1 м/с и выполняется рез. Охлаждение проката, т.е. поддержание необходимой разности температур в осуществляется . непосредственно до начала реза, т.е. фор. сунки выключаются в момент начала резания. Время перерезания проката составляет 0,2 с и за этот промежуток времени заданный градиент температур не изменит своей величины. В момент прорезання проката каждый зуб диска пилы будет дважды проходить зону с низким пределом прочности ( 5,3 кг/мм при ЮОО С) и один раз с высоким (6jj 14 кг/мм при fc 700 С), т.е. условия резания в пределах одного реза будут изменяться дважды, что позволяэт избавиться от интенсивности наростоофазования и сохранить удовлетворительное состояние режзпдего инструмента на всем протяж. НИИ срока его эксплуатации. Возможен и другой путь осуществления способа т.е. неравномерный нагрев , заготовки или подогрев только наружного его контура с целью создания обратного рассмотренному выше перепада температур в наружных и внутренних слоях сечения проката. Такой подогрев может &1ть выполнен либо индуктором либо газовыми горелками, либо электроконтактным способом. При этом градиеот температур должен быть не менее 2ОО С Увеличение же его до ЗОО-4ОО С лишь способствует более стабильному процеосу наростообразования. Более высоние градяенты температур при использовании известных средств охлаждения или нагрева практически недостижимы. Охлаждение наружного контура сечения проката может вьшолняться или после предварительного нагрева проката (как указано в описанном выше примере) или во время его. Примером одновременного охлаждения наружного контура и подогрева -10
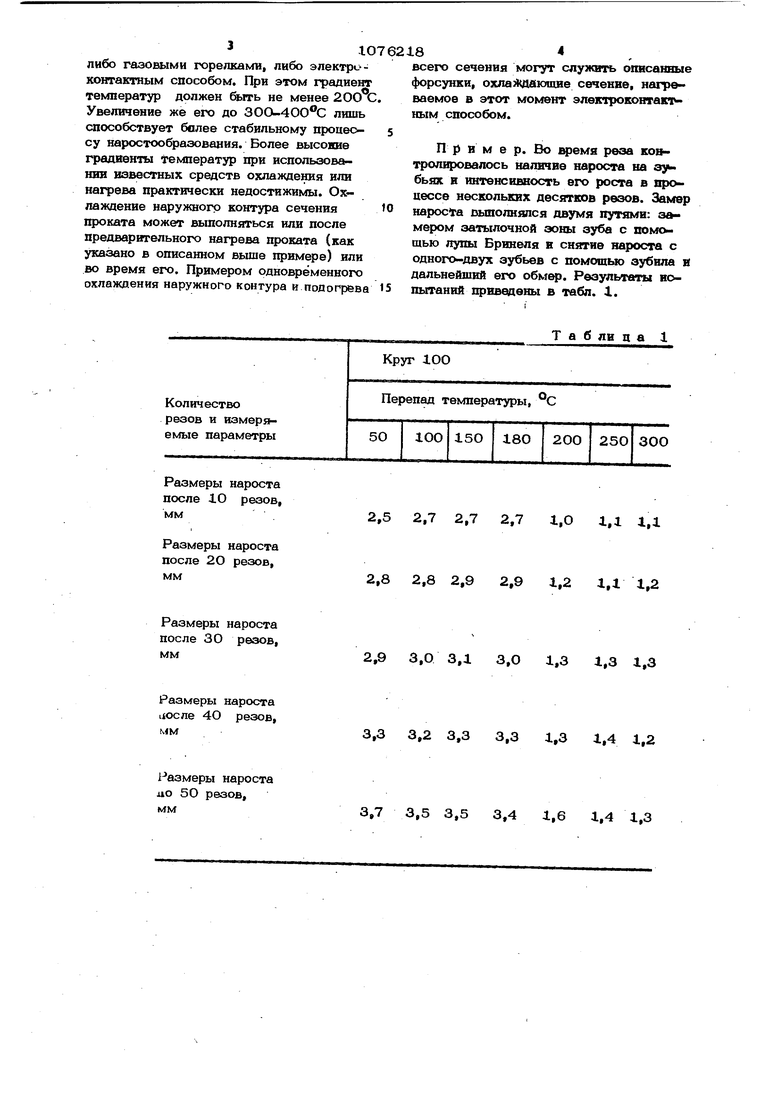
Т а б ли ц а 1 8 всего сечения могут служить описанные форсунки, охла иакшще сечение, нагреваемое в этот момент электроконтактным способом. П р и м е р. Во время реза контролировалось наличие нароста на зубьях и интенсивность его роста а процессе нескольких десятков резов. Замер нароста хилполнялся двумя путями: замером затылочной зоны зуба о помощью лупы Бринеля и снятие нароста с одного-двух зубьев с помощью зубила и дальнейший его обм. Результаты испытаний хфиведены в табл. 1.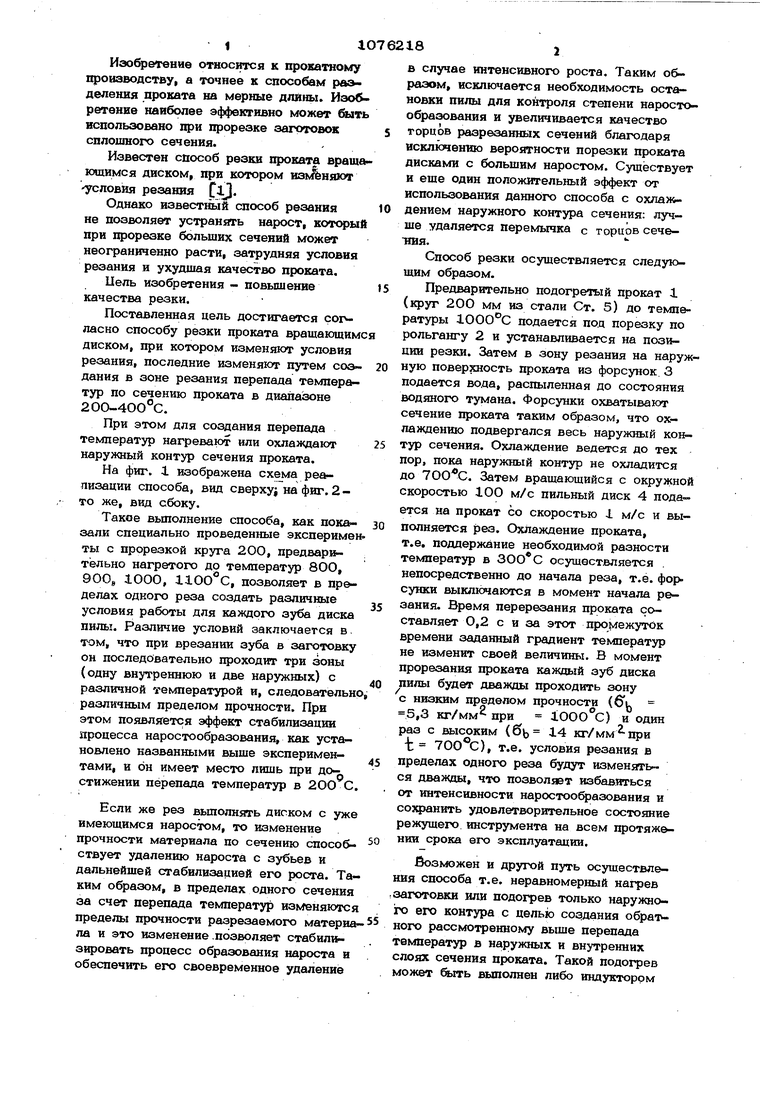

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕЗКИ МЕТАЛЛА | 1993 |
|
RU2043183C1 |
| Способ определения глубины дефектного слоя | 1979 |
|
SU931298A1 |
| Способ резки проката | 1982 |
|
SU1077723A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 2003 |
|
RU2240899C1 |
| Способ прорезки кольцевых канавокНА ТОРцЕ зАгОТОВКи | 1979 |
|
SU821066A1 |
| ОТРЕЗНОЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2042496C1 |
| ДИСКОВАЯ ПИЛА | 1998 |
|
RU2131336C1 |
| Способ резки горячего проката | 1978 |
|
SU722706A1 |
| Способ резки проката | 1981 |
|
SU1004028A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ С ПРЕРЫВИСТЫМИ ПОВЕРХНОСТЯМИ ИЗ ЖАРОПРОЧНОГО СПЛАВА | 1999 |
|
RU2149077C1 |
I. СПОСОБ РЕЗКИ ПРОКАТА, вращающимся диском, при котором иэменяют условия резания, отличающийся тем, что, с целью повышения качества резки, изменение условий рез ния осуществляют путем согаания в аоне резания перепада температур по сеченкю проката в диапазоне 2ОО-4ОО С. 2. Способ по п. 1, о т л и ч а ю щ и и с я тем, что для создания перепада температур наружный контур сечения проката нагревают или охлаждают.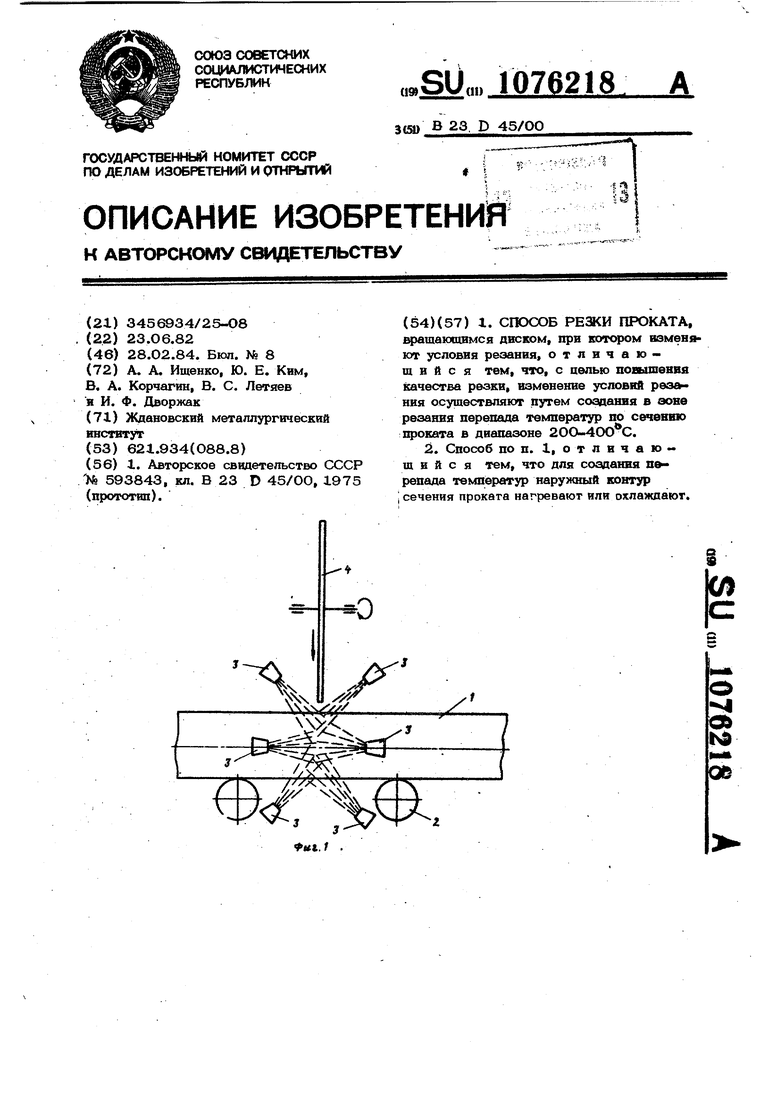
Размеры нароста после 1О резов, мм
Размеры нароста после 2О резов, мм
Размеры нароста после ЗО резов, мм
Размеры нароста iKJcne 40 резов,
мм
Размеры нароста ло 5О резов, мм
2,5 2,7 2,7 2,7 1,0 1,1 1,1
2,8 2,8 2,9 2,9 1,2 1,1 1,2
2,9 3,О 3,1 3,0 1,3 1,3 1,3
3,3 3,2 3,3 3,3 1,3 1,4 1,2
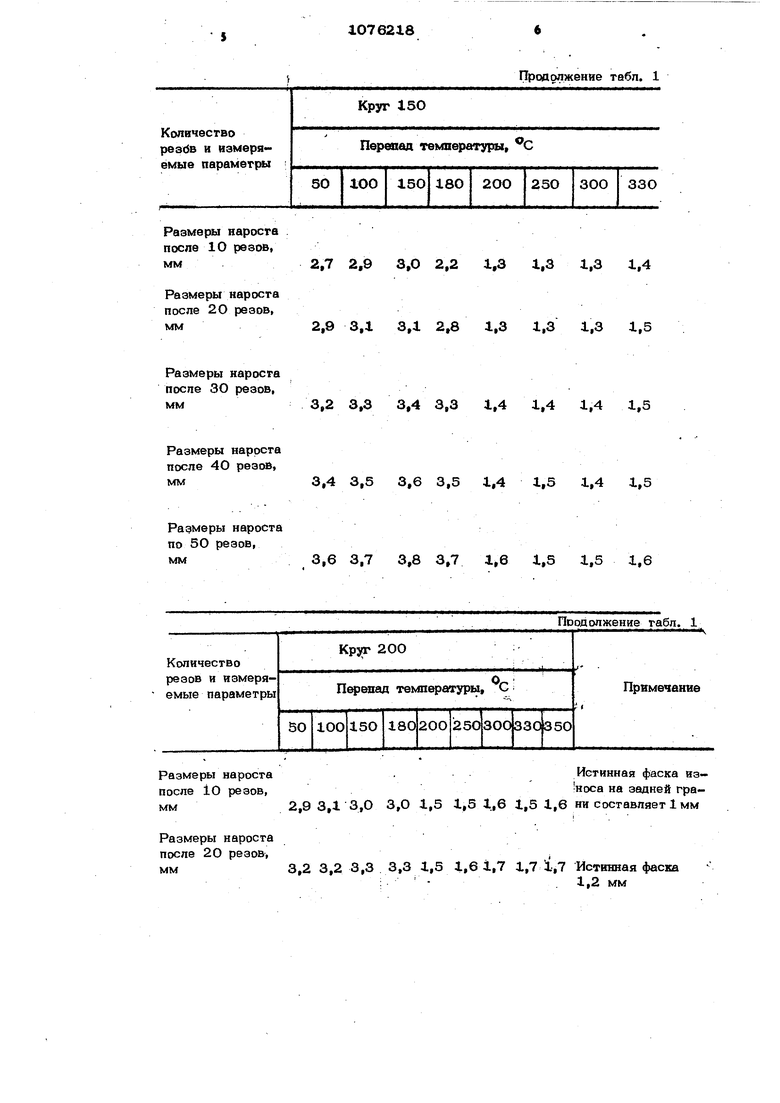
3,7 3,5 3,5 3,4 1,6 1,4 1,3 Размеры нароста после 10 резов, мм2,7 2,9 З.О 2,2 1,3 Размеры нароста после 2О резов, мм2,9 3,1 3,1 2,8 1,3 Размеры нароста после ЗО резов, мм3,2 3,3 3,4 3,3 1,4 Размеры нароста после 4О резоВ, мм3,4 3,5 3,6 3,5 1,4 Радмеры нароста по 5О резов, мм3,6 3,7 3,8 3,7 1,6 Размеры нароста. после 1О резов, мм2,9 3,1 3,0 3,0 1,5 Размеры нароста после 20 резов, мм3,2 3,2 3,3 3,3 1,5
Продолжение табл. 1
Продолжение табл. 1 ; 1,3 1,3 1,4 1,3 1,3 1,5 1,4 1,4 1,5 1,5 1,4 1,5 1,5 1,5 1,6 Истинная фаска на задней гра1,5 1,6 1,5 1,6 ни составляет 1 мм 1,6 1,7 1,71,7 Истинная фаска .1,2 мм
1076218
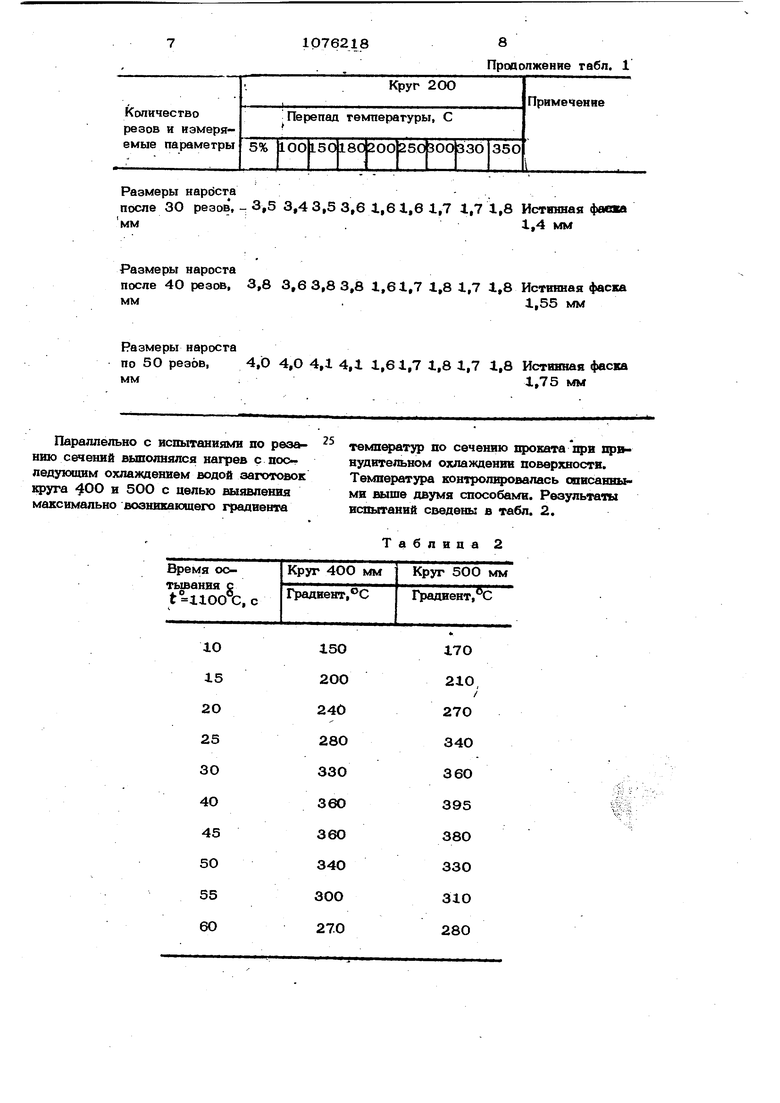
Размеры наросга- ,
после 30 резов,-.3,5 3,43,53,61,61,61,7 1,71,8 Истюшая фаем
мм.1,4 мм Размеры наросга после 40 резов, 3,8 3,6 3,8 3,8 мм. Размеры нароста по 50 резов,4,0 4,О 4,1 4,1 мм Параллельно с испытаниями по нию сечений вьшолнялся нагрев с ледуюшим охлаждением водой заготовок вруга 40О и 50О с целью выявления максимально возникающего градиента
8 Проаопжение табл. 1
Таблица 2 1,61,7 1,8 1,7 1,8 Истшшая фаска 1,55 мм 1,61,7 1,8 1,7 1,8 Истинная фаска 1,75 мм температур по сечению прокатапри npi нудительном охлаждении поверхности, Температура контролвровалась описашо ми выше двумя способами. Результаты испытаний сведены в табл. 2. РеэЕИЙ переход от градиента темп рагур, напрвмер 1ОО к , приводил ж сбиванию (но не полному) нароста. Нарост по своим размерам уменьшался при этом в 1,7-2,0 раза. Качество торUDB после, сбивания нарос м заметно учшалось, BbicoTa заусенцев с 4,5 уменьшалась до 1,3-1,5 мм. Уменьшалас 10 1810 высота шероховатостей на торцах проката в среднем в 2,5 раза. Таким , выполненные эксперименты установили факт влияния на процесс сбивания наростов в снижения интенсивности роста нароста перепада температур в реи езаемом сечении при превышении значения Ai- - 200 С.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ резки горячего проката дисковой пилой | 1976 |
|
SU593843A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
