о
3
SD ND
;о
Изобретение относится к устоойствам для полуавтоматической сварки плавящимся электродом под флюсом, в среде защитных газов, порошковой проволокой или голой легированной проволокой, и может найти приме нение в монтажных условиях, преимущественно для сварки арматуры железобетона.
Известно устройство для импульсной подачи электродной проволоки, содержащее размещенные в корпусе и связанные с электродвигателем два кулачка, установленные на валу электродвигателя со смещением на 180°, и захваты, связанные с кулачками при помощи шатунов ll .
Указанное устройство имеет небол шие габариты, не содержит редуктора в механизме подачи, но ему присущи следующие недостатки: нужен специальный двигатель постоянного тока для регулировки скорости подачи проволоки и электропривод, отсутствуют поперечные колебания проволоки, поэтому необходим двигатель повышенной мощности, ось кулачков пересекают ось подаваемой проволоки, что не по зволяет применить механическую регулировку скорости подачи проволоки.
Известно также устройство для дуговой полуавтоматической сварки, содержащее источник питания с дйигателем вентилятора и эксцентриковый механизм подачи проволоки с захватами одностороннего действия 2 .
Недостатком указанного устройства является .несбалансированность .вращающихся частей эксцентрикового механизма, снижающая надежность работы устройства.
Цель изобретения - повышение надежности устройства.
Поставленная цель достигается тем, что в устройстве для дуговой полуавтоматической сварки, содержащем источник питания с двигателем вентилятора и эксцентриковый механизм подачи проволоки с захватами одностороннего действия, эксцентриковый механизм подачи проволоки выполнен в виде основной и дополнительной пар эксцентриков, свободно размещенных на валу двигателя вентилятора с возможностью фиксируемого поворота относительно друг друга.
На чертеже изобраокено предлагаемое устройство, общий вид.
Устройство содержит корпус 1 с укрепленным в нем источником 2
сварочного тока, двигателем 3 вентилятора с крыльчаткой 4 и валом 5, содержащим электромагнитную муфтуб, и механизмом 7 подачи, содержащим
основную пару эксцентриков 8, дополнительную пару эксцентриков 9, кривошипы 10, качающиеся р1Лчаги 11 с захватами 12 для подаваемой проволоки 13 и маховички 14 и 15, соответственно жестко связанные с дополнительными эксцентриками 9 и валом 5, фиксируелме от взаимного поворота фиксатором-накаткой 16 за счет пружины 17.,
Сцепление основных эксцентриков
8 между собой с валом 5 осуществлено системой шип - паз 18. Механизм 7 подачи соединен с корпусом 1 устройства при помощи изолирующей платы 19. Обе пары эксцентриков 8
и 9 установлены с возможностью поворота относительно друг друга.
Устройство работает следующим образом.
Установленный в корпусе 1 асинхронный двигатель 3 вентилятора вращает крыльчатку. 4 и охлаждает воздушным потоком источник 2 сварочного тока. Нажимом микровыключателя на горелке включают электромагнитную муфту 6, которая передает вращение валу 5, с которого через систему паз - шип 18, эксцентрики 8 и 9, кривошипы 10 передают движение - качают рычаги 11с
захватами 12 и импульсами, сообщаю.щая проволоке 13 поперечные колебания, подавая ее в направлении стрелки.
Скорость подачи проволоки 13 изменяют поворотом основной пары
эксцентриков 8 по отношению к дополнительной паре эксцентриков 9.. .Цля этого оператор одной рукой нажимаteT на маховичок 14, преодолевая сопро;; тивление пружины 17, и поворачивает
его, одновременно другой рукой
удерживает от вращения маховичок 15. Таким образом, скорость подачи проволоки 13 регулируют от нуля до максимальной, поворачивая маховички 14 и 15 от О до ISO. Изолирующая плата 19 повьнаает электробезопасность устройства.
Технико-экономический эффект от внедрения изобретения по сравнению с прототипом достигается за счет исключения из конструкции сварочного полуавтомата одного специального электродвигателя, повышения его мобильности и надежности
регулировки скорости подачи проволоки.
16
11
5 15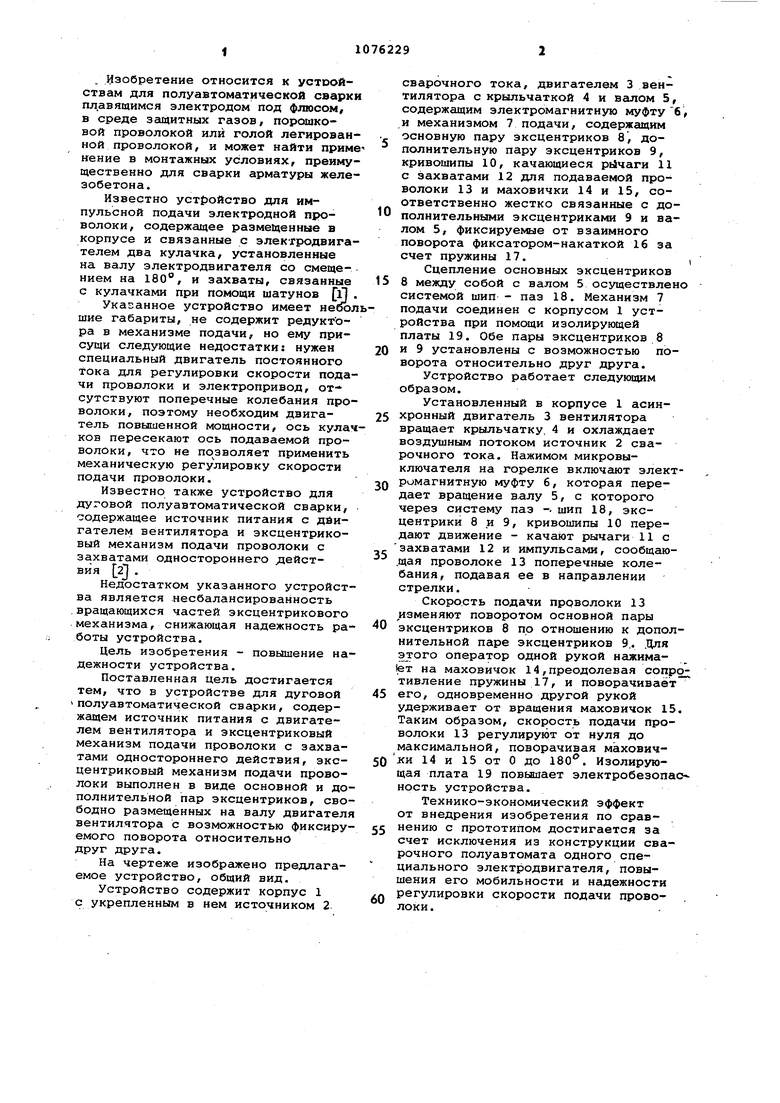
| название | год | авторы | номер документа |
|---|---|---|---|
| НАСОС ПОРШНЕВОЙ РЕГУЛИРУЕМЫЙ | 1999 |
|
RU2169860C2 |
| Механизм для автоматической прерывистой подачи электродной проволоки при электрической дуговой сварке | 1930 |
|
SU25654A1 |
| Устройство для подачи сварочной проволоки | 1981 |
|
SU998044A1 |
| СПОСОБ ВИБРОДУГОВОЙ СВАРКИ С ПОДАЧЕЙ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 2005 |
|
RU2301728C2 |
| Устройство для обвязки пачек сырых угольных электродов металлической лентой | 1935 |
|
SU51349A1 |
| Устройство для импульснойпОдАчи элЕКТРОдНОй пРОВОлОКи | 1978 |
|
SU799924A1 |
| Механизм для автоматической подачи электродной проволоки при электрической дуговой сварке | 1930 |
|
SU25655A1 |
| СВАРОЧНЫЙ ТРАКТОР И СПОСОБ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ИЗДЕЛИЙ СВАРОЧНЫМ ТРАКТОРОМ | 2002 |
|
RU2224629C1 |
| Устройство для подачи сварочной проволоки | 1980 |
|
SU929362A1 |
| Устройство для колебания сварочного инструмента | 1982 |
|
SU1026985A1 |

УСТРОЙСТВО ДЛЯ ДУГОВОЙ ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ, содержащее источник питания с двигателем вентилятора и эксцентриковый механизм подачи.проволоки с захватами одностороннего действия, отличающееся тем, что, с целью , повькаения надёжности устройства, эксцентриковый механизм подачи проволоки выполнен в виде основной и дополнительной пар эксцентриков, свободно размещенных на валу двигателя вентилятора с возможностью фикг сируемого поворота.относительно друг друга.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для импульсной подачи электродной проволоки | 1976 |
|
SU573284A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР по заявке 3248365/25-27, | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
