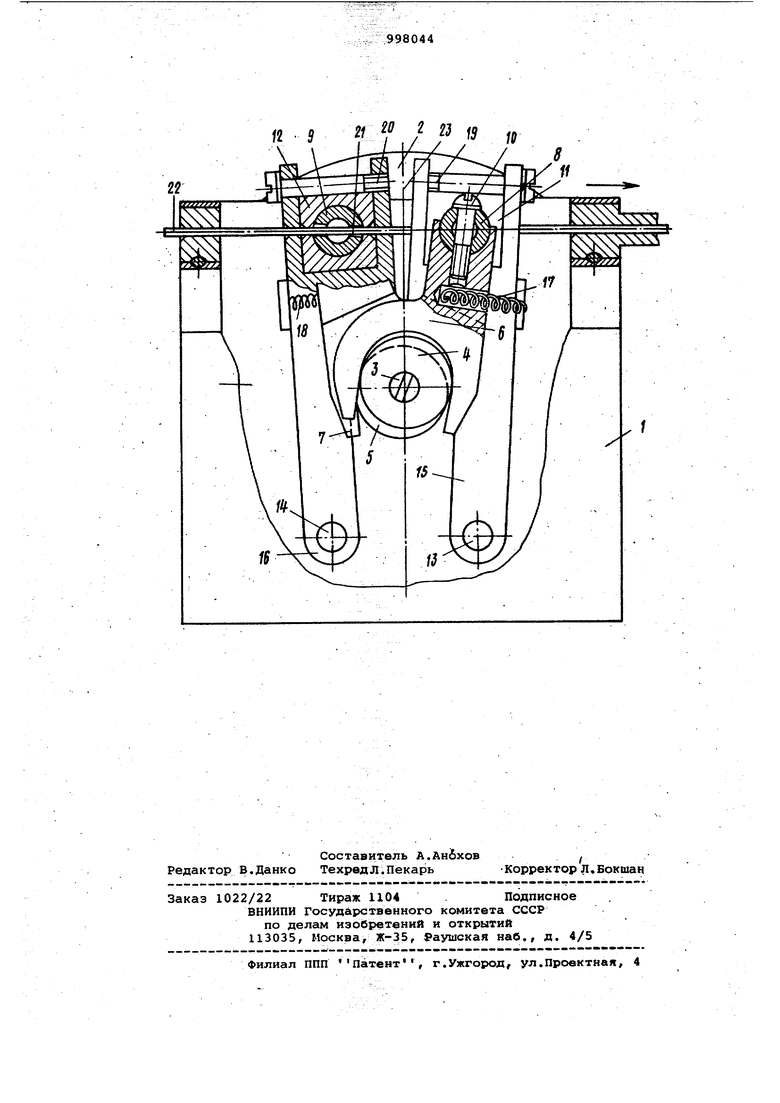
Изобретение относится к устройствам для подачи сварочной проволоки и может быть использовано в конструкциях сварочных шланговых полуавтоматов толкающего и тянущего типов. Известно устройство для подачи сварочной проволоки, содержащее размещенные в корпусе приводную направляющую с подающим захватом, связанную с приводом при помощи кулачка, и подпружиненный захват-стопор, причем направляющая выполнена в виде шарнир ного четырехзвенника, два звена кото рой соединены между собой кривошипами и расположены по обе стороны от оси подачи проволоки, одно из них вы полнено в виде кулисы с пазом для размещения кулачка,а второе - в виде ипанки,при этом в кулисе и планке вы Полнены фигурные пазы,в которых размещен подающий захват. Устройство обеспечивает качествен ную подачу мягкой проволоки с одновременным сообщением ей поперечных колебаний 1. Недостатком устройства является недостаточная стойкость захватного элемента, несбалансированность механизма, малая частота колебаний. Наиболее близким к изобретению является устройство для подачи сварочной проволоки, содержащее размещенный в корпусе механизм привода подвижного захватывающего элег«1ента, выполненный в виде кулачка, связанного с приводом и взаимодействующего с кулисой, соединенной с рычагом, закрепленным в корпусе с помощью шарнира 2 . Недостатком этого устройства является несбалансированность механизма, малая частота колебаний и низкая надежность подачи мягкой проволоки. Цель изобретения - повышение надежности подачи преимущественно мяг-. кой проволоки. С этой целью устройство для подачи сварочной проволоки, содержащее размещенный в корпусе механизм привода подвижного захватывающего элемента, выполненный в виде кулачка, связанного с приводом и взаимодействующего с кулисой, соединенной с рычагом, закрепленным в корпусе с помощью шррнира, снабжено дополнительным механизмом привода подвижного захватывающего элемента, установленного симметрично основному относитель.но вертикальной оси устройства,а laapНИР каждого из механизмов выполнен в виде, полого цилиндра, один конец которого закреплен на кулисе, а в другом выполнено сквозное отверстие для сварочной проволоки. На чертеже изображено устройство, общий вид. в разрезе. Устройство для подачи сварочной проволоки содержит корпус 1, в котоп ром закреплен электродвигатель 2, на валу 3 которого посажены два кулачка 4 и 5, взаимодействующие соответственно с кулисами б и 7, которые через соответствующие оси шарниров 8 и 9, жёстко закрепленных в них вин тами 10, и вставки 11 и 12 связаны с качающимися на.осях 13 и 14 рычага ми.15 и 16 с закрепленными в них пру жинами 17 и 18 и винтами 19 и 20 для крепления захватывающих элементов. Захватывающими .элементами в устройст ве являются шарниры 8 и 9, в которых выполнены сквозные отверстия 21 для прохода и захвата проволоки 22. Предложенный механизм подачи сварочной проволоки, таким образом, содержит два механизма привода подвижного захватывающего элемента: первый состоит из элементов 4, 6, 8, 10, 11 13, 15, 17 и 19; второй - из элементов 5, 7, 9, 10, 12, 14, 16, 18 и 20 которые размещены симметрично отно. сительно вертикальной оси 23 механиз ма подачи сварочной проволоки. Механизм подачи сварочной проволо ки работает следующим образом. С помощью отвертки поворачивают вал 3 электродвигателя 2 в нейтральное положение, заправляют сварочную проволоку 22 и включают механизм подачи, при этом кулачки 4 и 5, повог рачиваясь, давят на кулисы 6 и 7, подпружиненные к рычагам 15 и 16 пружинами растяжения 17 и с.жатия 18 для. выборки люфтов. Оси шарниров 8 и 9 поворачиваются в гнезде вставок 11 и 12, и кромки отверстий 21 при этом заклинивают подаваемую проволоку 22 в рычаге 15 и расклинивают ее в рычаге 16, Поворачиваясь на оси 13, рычаг 15 подает сварочную проволоку 22 в направлении, указанном стрелкой. В это время рычаг 16 откло няется в проти положную сторону, скользя кромкамиотверстия 21 по про волоке 22. После поворота кулачков 4 и 5 на 180° функции рычагов 15 и 16 меняются: рычаг 15 возвращается в исходную Позицию, а рычаг 16 пода-ет проволоку 22. Механизм подачи полностью сбалансирован и, имея два рычага, увеличивает частоту механических колебаний сварочной проволоки в два раза по сравнению с извест ным устройством,что повышает качество сварки и снижает усилие проталкивания .проволоки по тракту подачи. Захватывающие элементы 8 и 9 механизма подачи обеспечивают усчойчивую подачу мягких проволок(алюминиевой,медной) без глубоких рисок на поверхности.Механизм подачи прост в изготовленииДиаметр отверстия 21 на десятые доли миллиметра больше диаметра по(Цаваемой проволоки 22. Сменой шарниров 8 и 9 и вставок. 11 и 12 осуществляется переход на подачу сварочной проволоки другого диаметра. Предлагаемое устройство для подачи сварочной проволоки по сравнению с известным более мобильно в эксплуатации, так как в нем отсутствует тяжелый шестеренчатыйредуктор/ и позволяет подавать сварочную проволоку с поперечньами колебаниями ее и повышенной частотой, обеспечивает прерывистый струйный перенос металла через дугу за счет импульсной подачи проволоки, что повышает производительность сварки и качество сварных соединений. Формула изобретения Устройство для подачи сварочной проволоки, содержащее размещенный в. корпусе механизм привода подвижного захватывающего элемента, выполненный в виде кулачка,связанного с приводом и взаимодействующего с кулисой, соединенной с рычагом, закрепленным в корпусе с помощью шарнира, отличающееся тем, что, с целью повышения надежности подачи преимущественно мягкой проволоки, устройство снабжено дополнительным механизмом привода подвижного захватывающего элемента, установленного симметрично основному относительно вертикальной оси устройства, а шарнир каждого из механизмов выполнен в виде полого цилиндра, один конец которого закреплен на кулисе, а в другом выполнено сквозное отверстие для сварочной проволоки. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 745098, кл. В 23 К 9/12, 1978. 2.Авторское свидетельство СССР № 735200, кл. В 23 К 9/12, 1978 (прототип), «.j rf,/ и ,j „
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм для подачи сварочной проволоки | 1978 |
|
SU733200A1 |
| Механизм для подачи сварочной проволоки | 1978 |
|
SU745098A1 |
| Захват для импульсной подачи проволоки | 1980 |
|
SU927438A1 |
| Механизм подачи сварочной проволоки | 1980 |
|
SU869157A1 |
| Устройство для дуговой полуавтоматической сварки | 1981 |
|
SU1076229A1 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1983 |
|
SU1146908A1 |
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |
| Устройство для дуговой сварки неплавящимся электродом | 1983 |
|
SU1169270A1 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1982 |
|
SU1031698A1 |
| Механизм подачи сварочной проволоки | 1978 |
|
SU1016104A1 |