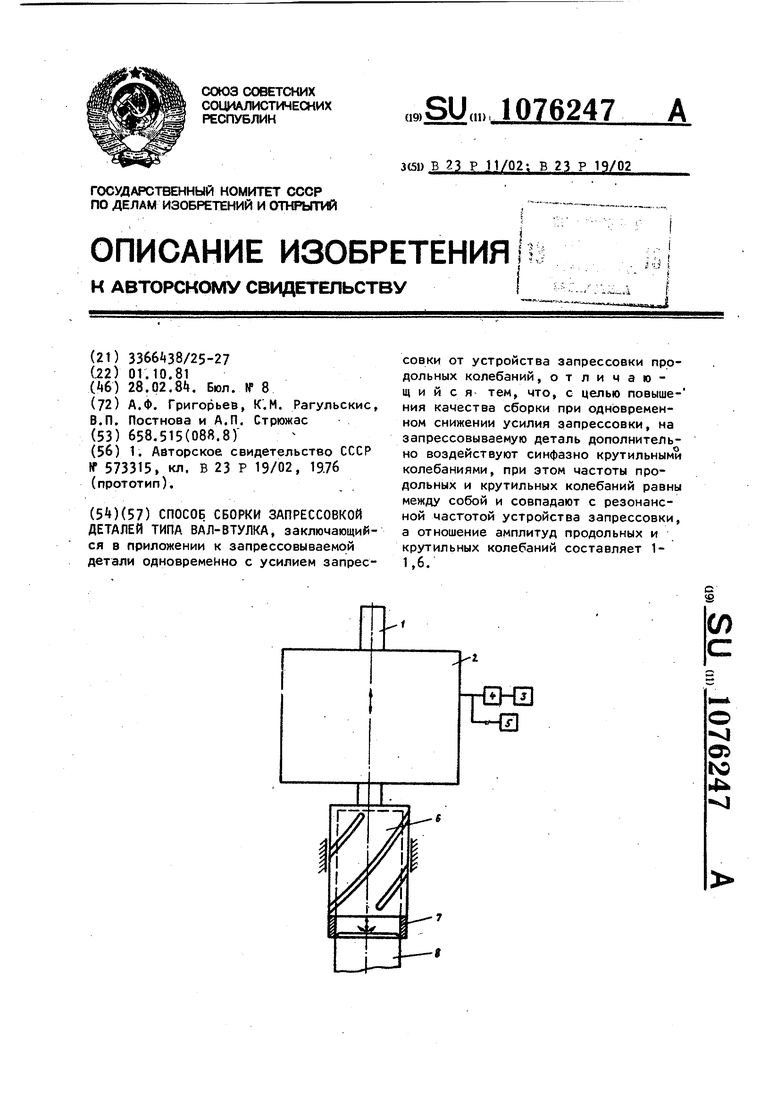
Изобретение относится к машиностроению и может быть использовано в сборочном производстве для сборки деталей типа вал-втулка в прецизионных узлах станков и приборов. Известен способ сборки запрессовкой деталей типа вал-втулка, заключающийся в приложении к запрессовываемой детали одновременно с усилием запрессовки от устройства запрессовки продольных колебаний С П. Недостатком известного способа :г является значительное усилие запрес совки, в результате чего может произойти повреждение поверхностей собираемых деталей из-за закусывания и образования задиров. Цель изобретения - повышение качества сборки при одновременном снижении усилия запрессовки. Поставленная цель достигается тем что согласно способу сборки запрессовкой деталей типа вал-втулка, заключающемуся в приложении к з-апрессовываемой детали одновременно с уси лием запрессовки от устройства запрессовки продольных колебаний, на запрессовываемую деталь дополнитель но воздействуют синфазно крутильными колебаниями, при этом частоты продольных и крутильных колебаний равны между собой и совпадают с резонансной частотой устройства запре совки, а отношение амплитуд продоль ных и крутильных колебаний составля ет 1-1,6. На чертеже изображена блок-схема устройства, реализующего предлагаем способ сборки. Устройство содержит последовател но соединенные шток силового гидро цилиндра 1, электромагнитный вибра тор 2, подключенный к.генератору 3 синусоидальных колебаний через усилитель Ц и выпрямитель 5, оправку 6 со спиральными прорезями, воздействующую на втулку 7, запрессовываемую на вал 8. пособ осуществляют следующим образом. На напрессовываемую втулку с внутренним диaмetpoм 35 мм, высотой 10 мм воздействуют продольно-крутильными колебаниями с частотой «20 Гц, равной частоте устройства напрессовки, при помощи электромагнитного двухтактного спецвибратора, сопряженного со спецоправкой (волноводом), в которой сделаны три спиральные прорези с постепенно уменьшающимся шагом, так что у конца волновода они выходят под углом к торцу. Наличие такого рода прорезей приводит к возникновению крутильной составляющей упругих колебаний одновременно с приложением однонаправленного постоянного усилия, равного около 200 Н. Электромагнитному вибратору задают колебания при помощи генератора синусоидальных коле баний типа ГЗ-ЗбА через усилитель мощности типа У-100 2, а подмагничивания производят от источника постоянного напряжения типа Б5-7. Втулку с натягом 5-7 мк напрессовывают на всю длину напряжения за 1 с. Использование предлагаемого способа сборник запрессовкой деталей типа вал-втулка дает возможность уменьшить усилие запрессовки примерно в 2 раза за счет использования продольно-крутильных колебаний, а также сократить время технологического процесса и уменьшить его энергоемкость.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки запрессовкой деталей типа вал-втулка | 1988 |
|
SU1555101A1 |
| Устройство для сборки соединений | 1988 |
|
SU1689009A1 |
| Способ соединения деталей с натягом | 1982 |
|
SU1034866A1 |
| Способ сборки прессовых соединений типа вал-втулка | 1990 |
|
SU1764921A1 |
| Станок для сборки напрессовкой подшипников на вал | 1976 |
|
SU573315A1 |
| Устройство для запрессовки типа вал-втулка | 1979 |
|
SU742097A1 |
| Устройство для запрессовки втулок преимущественно в проушины деталей типа вилки | 1982 |
|
SU1076248A1 |
| Устройство для сборки с натягом деталей типа вал-втулка | 1986 |
|
SU1368156A1 |
| Стенд для сборки деталей запрессовкой | 1988 |
|
SU1509214A1 |
| Способ сборки деталей типа вал-втулка запрессовкой | 1987 |
|
SU1433742A2 |
СПОСОБ СБОРКИ ЗАПРЕССОВКОЙ ДЕТАЛЕЙ ТИПА ВАЛ-ВТУЛКА, заключающийся в приложении к запрессовываемой детали одновременно с усилием запрес« -5 5 совки от устройства запрессовки продольных колебаний,отличающий с я тем, что, с целью повышения качества сборки при одновременном снижении усилия запрессовки, на запрессовываемую деталь дополнительно воздействуют синфазно крутильными колебаниями, при этом частоты продольных и крутильных колебаний равны между собой и совпадают с резонансной частотой устройства запрессовки, а отношение амплитуд продольных и крутильных колебаний составляет 11,6. с s и (Л О 1C 4 4j