Изобретение относится к оборудованию шинной промышленности и предназначено для наложения слоев корда на сборочный барабан при сборке покрышек пневматических шин.
Известно устройство для наложения слоев корда на сборочный барабан, содержащее соосно установленные на раме две оси, поворотные рычаги, которые попарно соединены эластичными лентами, закрепленными на их концах, и привод для поворота рычагов с зубчатой передачей, зубчатая шестерня которой смонтирована на одной из осей и взаимодействует с зубчатой рейкой. Когда рычаги отведены от барабана, лента образует горизонтальную поверхность, на которую укладывают слой. Наложение корда осуществляется при вертикальном перемещении основания с рычагами до контакта корда с барабаном и повороте пар рычагов вокруг осей, при этом эластичная лента прижимает слой к барабану. Стыковка концов слоя осуществляется вручную [1] .
Недостатком этого устройства является то, что рычаги не охватывают барабан по всему периметру, что не позволяет производить стыковку концов слоя в автоматическом режиме.
Известно и другое устройство для наложения слоев корда на сборочный барабан, являющееся наиболее близким по технической сути и достигаемому результату к данному и содержащее соосно смонтированные на раме навстречу друг другу оси, установленные на осях приводные щеки с закрепленным на них посредством направляющих роликов поворотными рычагами, которые попарно соединены эластичными лентами, закрепленными на их концах, привод для поворота рычагов в виде зубчатых реек, жестко закрепленных на рычагах, и пар шестерен, находящихся в зацеплении с зубчатыми рейками и смонтированных на осях, причем одна пара шестерен жестко закреплена на осях, и вакуумные захваты, смонтированные между ручагами каждой пары. Однако жесткое крепление осей с шестернями не позволяет раздвигать вакуум-захваты и приводит к тому, что свободно уложенный на эластичную ленту и вакуум-захваты слой корда накладывается на барабан без натяжения, что приводит к образованию морщин складок, т. е. к снижению качества наложения слоев корда.
Целью изобретеня является повышение качества наложения корда.
Поставленная цель достигается тем, что устройство для наложения слоев корда на сборочный барабан, содержащее соосно смонтированные на раме навстречу друг другу оси, установленные на осях приводные щеки с закрепленными на них посредством направляющих роликов поворотными рычагами, которые попарно соеднены эластичными лентами, закрепленным на их концах, привод для поворота рычагов в виде зубатых реек, жестко закрепленных на рычагах, и пар шестерен, находящхся в зацеплении с зубчатыми рейками и смонтрованных на осях, причем одна пара шестерен жестко закреплена на осях, и вакуумные захваты, смонтированные между рычагами каждой пары, снабжено смонтированными на раме силовыми цилиндрами и ограничивающми поворота, шестерни снабжены упорами для взаимодействия с ограничителями поворота, причем другая из пар шестерен смонтирована на осях посредством подшипников и связана с одними из силовых цилиндров, а другие из силовых цилндров кинематически связаны с осями, а также тем, что каждый из вакуумных захватов выполнен в виде полой траверсы с закрепленной на ней сменной планкой, кромки которой выполнены со скосами, соответствующими углу закроя корда.
Такая конструкция обеспечивает заданное натяжение кордного материала при его наложении путем разведения вакуумных захватов на заданное расстояние поворотом шестерен до упора в ограничители, установленные в нужное положение перед началом работы. При этом концы слоя корда надежно зафиксированы вакуумными захватами, которые обеспечивают качественную стыковку концов с необходимой величиной нахлеста.
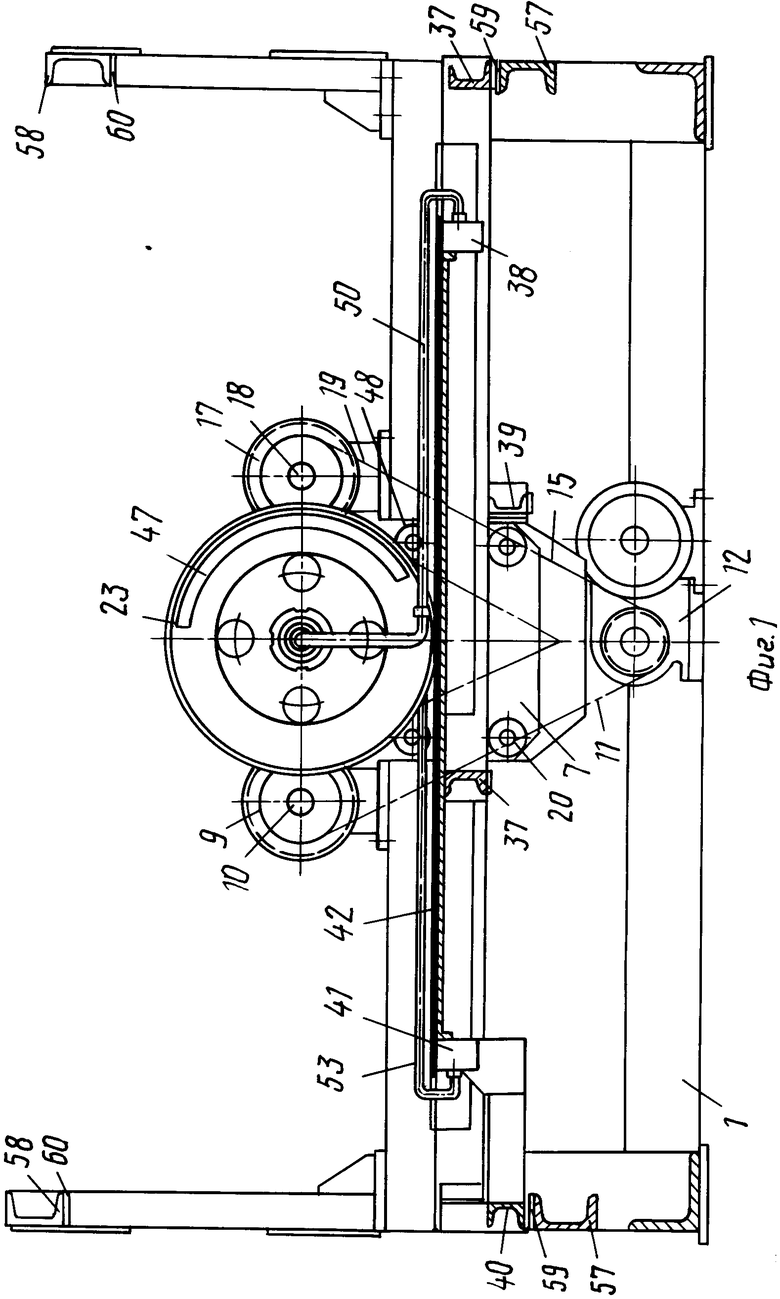
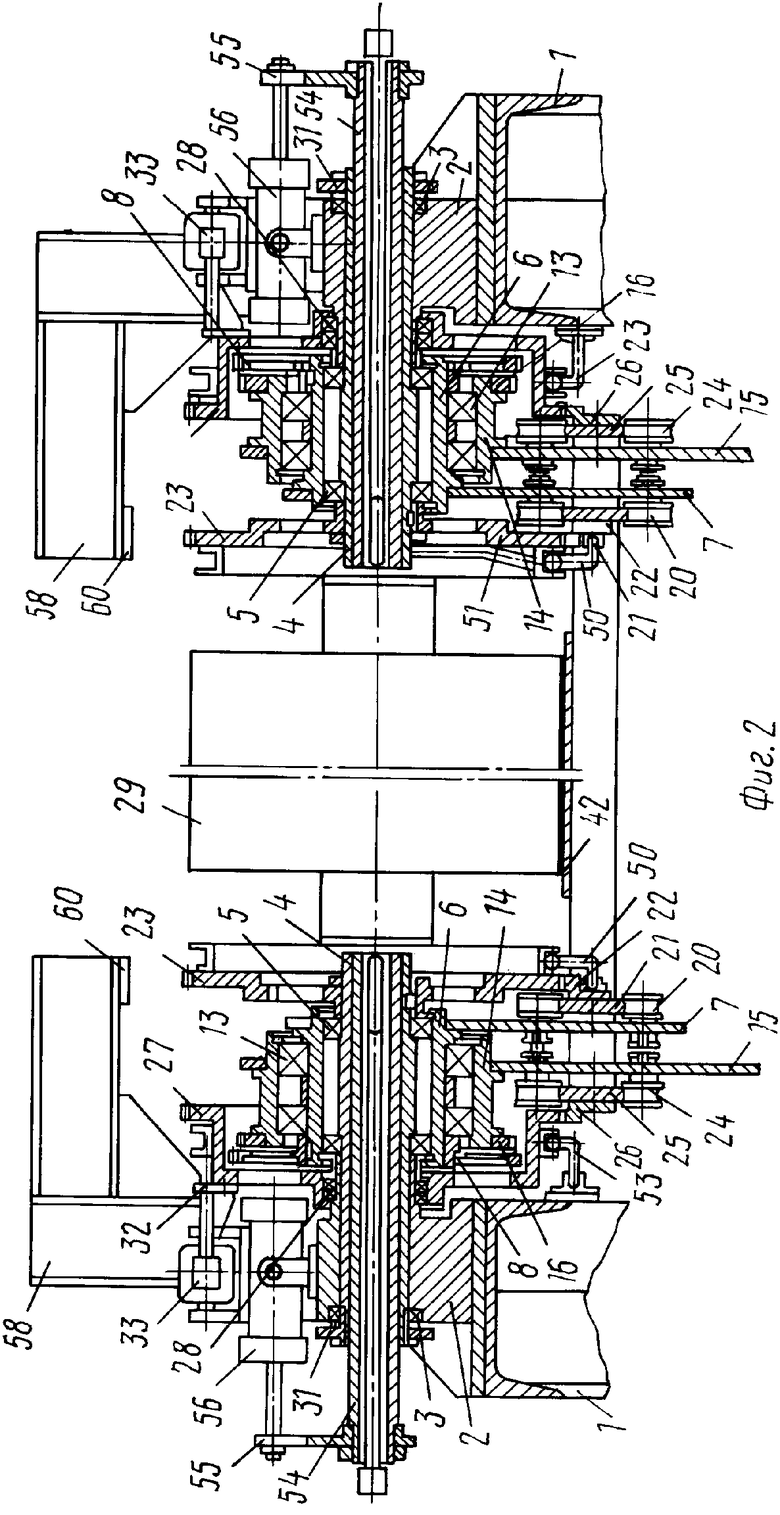
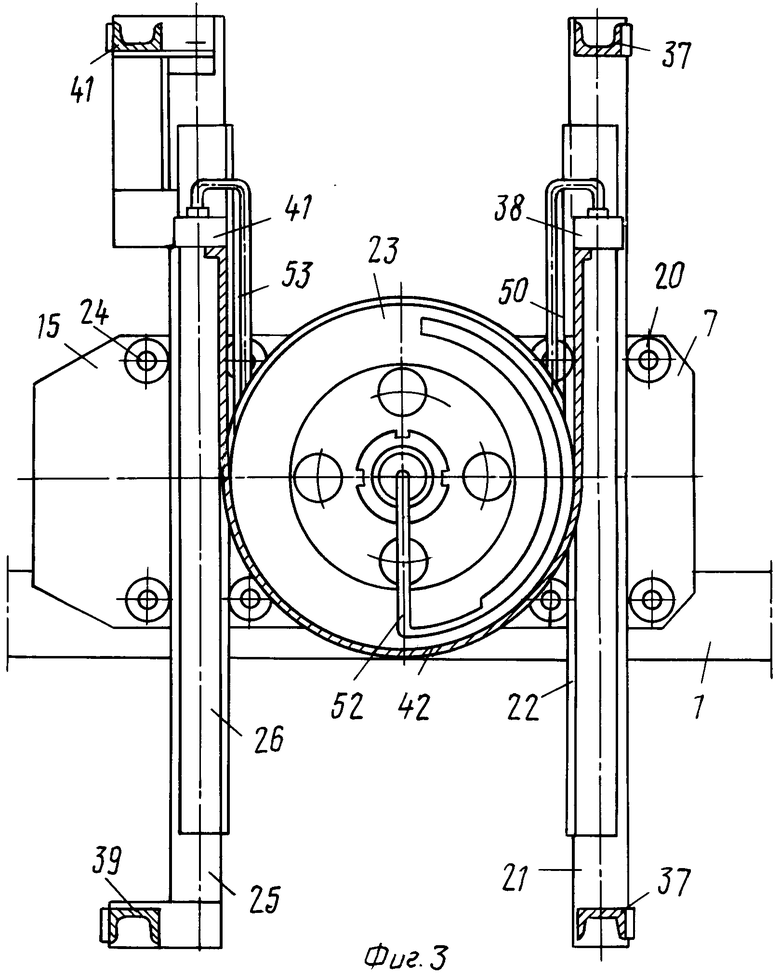
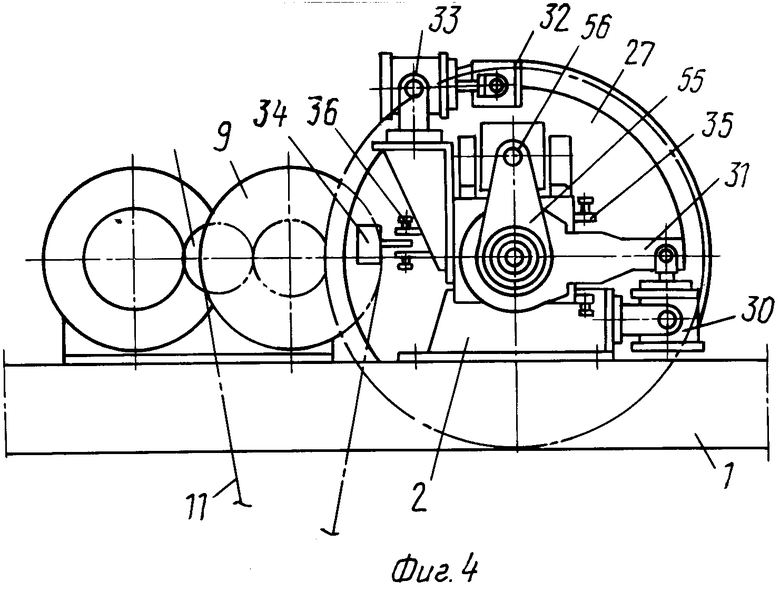
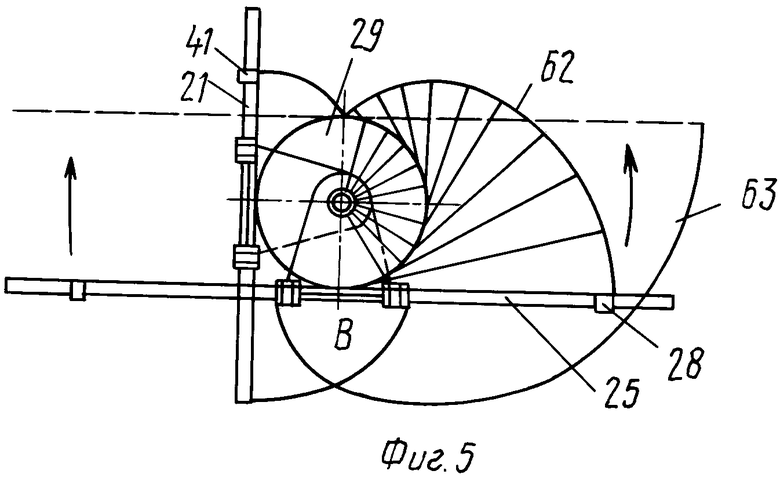
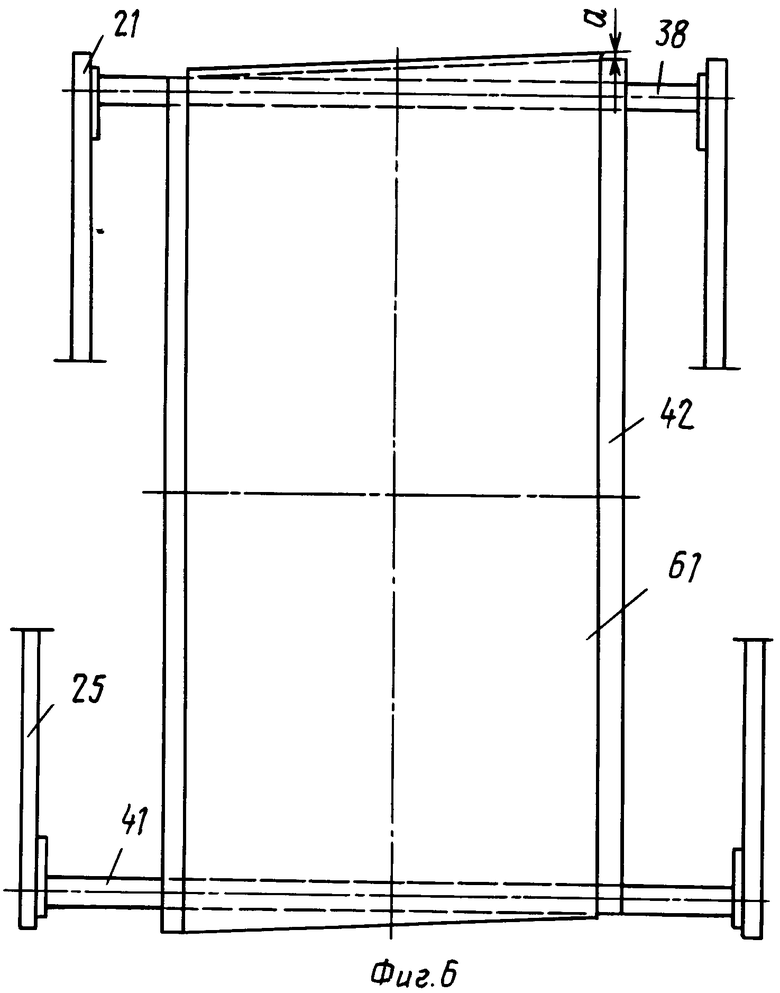
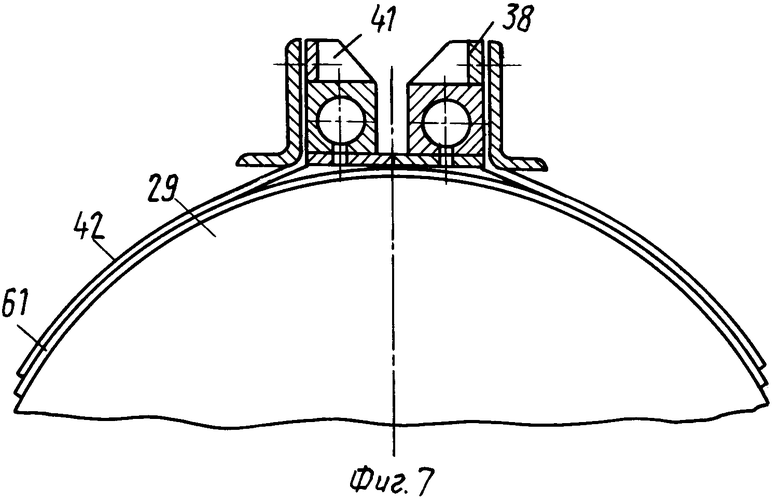
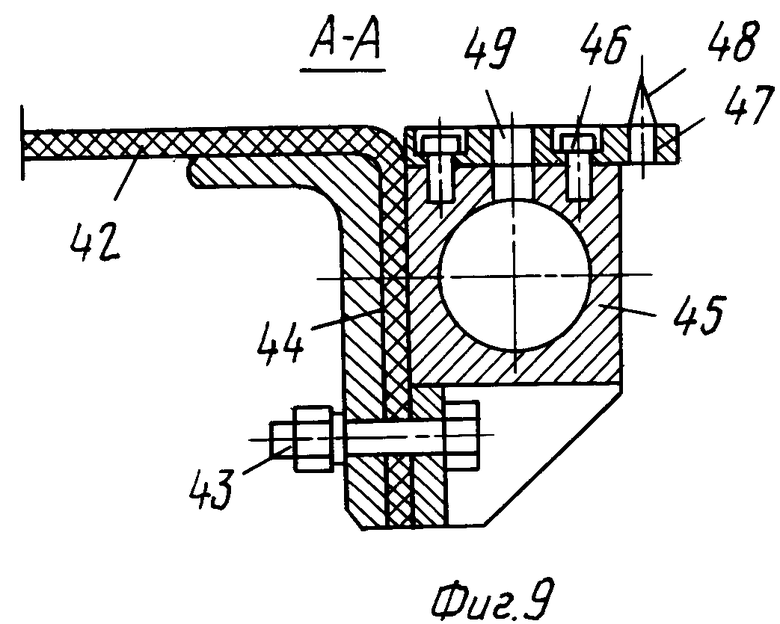
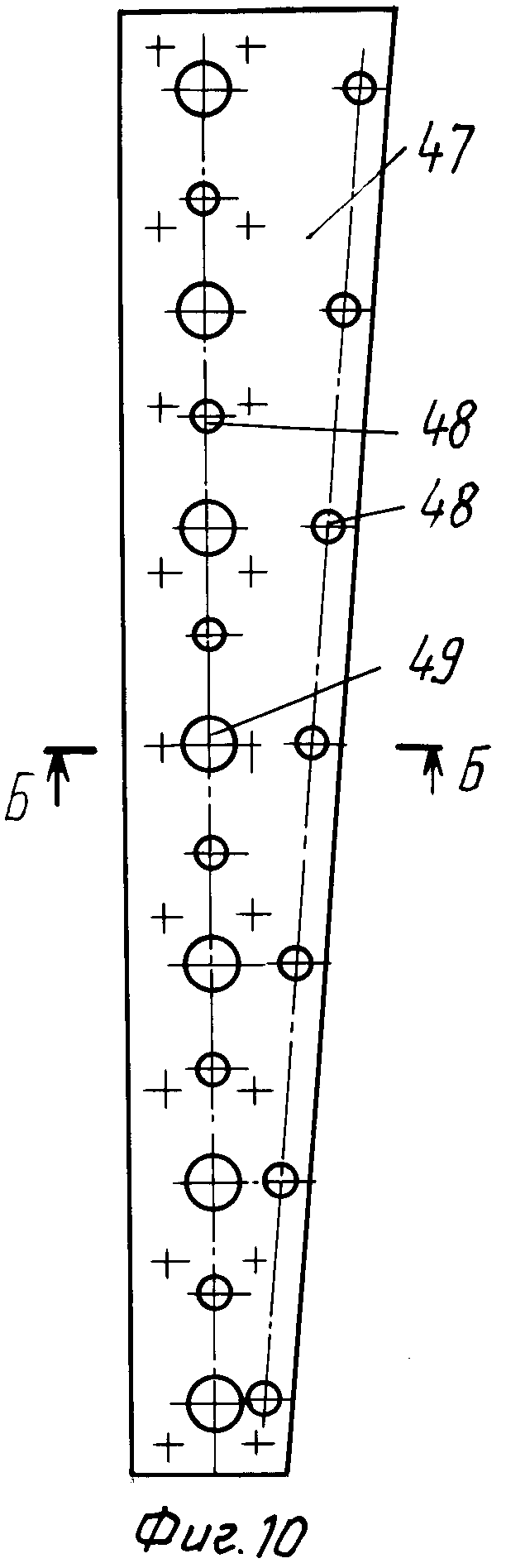
На фиг. 1 изображен общий вид устройства для наложения слоев корда на сборочный барабан; на фиг. 2 - то же, вид сбоку; на фиг. 3 - то же, при наложении слоя корда; на фиг. 4 - то же, вид сбоку; на фиг. 5 схематически изображено перемещение рычагов и захватов; на фиг. 6 - расположение слоя корда на эластичной ленте и вакуумных захватах; на фиг. 7 - положение вакуумных захватов при окончании наложения слоя; на фиг. 8 - вакуумный захват, вид сверху; на фиг. 9 - разрез А-А на фиг. 8; на фиг. 10 - сменная пленка вакуумного захвата; на фиг. 11 - разрез Б-Б на фиг. 10.
Устройство для наложения слоев корда на сборочный барабан содержит раму 1, на которой в стойках 2 соосно с возможностью свободного поворота в упорных подшипниках 3 установлены оси 4.
На осях 4 в подшипниках 5 установлены втулки 6, на которых закреплены щеки 7 (фиг. 2).
На втулках 6 жестко закреплены шестерн 8, связанные с шестернями 9, жестко установленными на промежуточном валу 10, который цепной передачей 11 связан с приводом 12 (фиг. 1).
На втулках 6 на подшипниках 13 установлены втулки 14, на которых закреплены щеки 15. На втулках 14 жестко закреплены шестерни 16, связанные с шестернями 17, жестко установленными на промежуточном валу 18, который цепной передачей 19 связан с приводом 12 (фиг. 1).
Привод 12 снабжен редуктором (на фиг. не показан), приводные валы которого, передающие вращение через цепные передачи 11, 19 и шестерни 8, 16 щекам 7, 15, снабжены электромагнитными муфтами (на фиг. не показаны).
На щеках 7 установлены направляющие ролики 20, на которых смонтированы поворотные рычаги 21 с жестко закрепленным на них зубчатыми рейками 22.
Зубчатые рейки 22 находятся в зацеплении с шестернями 23, жестко установленными на осях 4.
На щеках 15 установлены направляющие ролики 24, на которых смонтированы поворотные рычаги 25 с жестко закрепленными на них зубчатыми рейками 26.
Рычаги 21 и 25 установлены на направляющих роликах с возможностью продольного перемещения.
Зубчатые рейки 26 находятся в зацеплении с шестернями 27, установленными на осях 4 на подшипниках 28.
Начальные диаметры шестерен 23, 27 равны диаметру сборочного барабана 29.
Ось 4 с жестко закрепленной на ней шестерней 23 связана с силовым цилиндром 30 посредством кронштейнов 31, служащих упором при повороте шестерен 23.
Шестерни 27 кронштейнами 32 связаны с силовыми цилиндрами 33 и снабжены упорами 34.
Силовые цилиндры 30 и 33 установлены на стойках 2.
На стойках 2 установлены также винтовые ограничители 35 и 36 поворота шестерен 23 и 27.
Рычаги 21 связаны между собой поперечинами 37 и снабжены вакуумным захватом 38.
Рычаги 25 связаны между собой поперечинами 39, 40 и снабжены вакуумным захватом 41.
Вакуумные захваты 38 и 41 соединены эластичной лентой 42 с помощью болтов 43 и уголков 44 (фиг. 9).
Вакуумный захват 38 выполнен в виде полой траверсы 45, к которой винтами 46 крепится сменная планка 47, снабженная по ширине рядом игл (фиг. 9).
Кромки сменной планки скошены наружу под углом закроя слоев корда, т. е. 1-7о.
Траверса 45 и планка 47 снабжены отверстиями 49 (фиг. 10) , которые посредством шлангов 50 и трубок 51, 52 связаны с источником вакуума и сжатого воздуха.
Вакуумный захват 41 выполнен аналогично и связан с источником вакуума и сжатого воздуха шлангами 53.
На осях 4 подвижно установлены фиксаторы 54, связанные через тяги 55 с пневмоцилиндрами 56.
Шестерни 27 снабжены окнами для прохода шестерен 9 и 17 в местах зацепления их с шестернями 8 и 16.
Поперечины 57 рамы 1 и кронштейны 58, установленные на раме, снабжены амортизаторами 59, 60 соответственно.
Устройство работает следующим образом.
В исходном положении поворотные рычаги 21, 25 расположены в горизонтальной плоскости, а вакуумные захваты 38, 41 находятся в сдвинутом положении.
Слой корда 61 размещают на эластичной ленте 42 и вакуумных захватах 38, 41, которые, при подаче в них вакуума, фиксируют его.
Для обеспечения заданной вытяжки корда вакуумные захваты 38, 41 раздвигают на величину, соответствующую длине слоя корда с вытяжкой, заданной в спецификации на покрышку.
С этой целью на ту же величину раздвигают винтовые ограничители 35, 36 и подают сжатый воздух в цилиндры 30 и 33.
При подаче сжатого воздуха в силовые цилиндры 30 штоки их через кронштейны 31 поворачивают оси 4 с жестко установленными на них шестернями 23. Шестерни 23 при повороте взаимодействуют с рейками 22 и перемещают рычаги 21 с вакуумными захватами 38 на заданную величину до упора шестерен 23 в ограничители 35.
При подаче сжатого воздуха в силовые цилиндры 33 штоки их через кронштейны 32 поворачивают шестерни 27 на подшитпниках 28, которые, взаимодействуя с рейками 26, перемещают рычаги 25 с вакуумными захватами 41 на заданную величину до упора шестерен 27 в ограничители 36.
Затем к устройству подают сборочный барабан 29, в штоковые полости пневмоцилиндров 56 подают сжатый воздух, пр этом фиксаторы 54 перемещаются внутрь барабана 29 и фиксируют его.
Сначала включается привод 12, который через цепную передачу 11 и шестерни 9 передает вращение шестерням 16, при этом щеки 15 проворачиваются по часовой стрелке. Направляющие ролки 24 заставляют поворотные рычаги 25 перемещаться относительно сборочного барабана, при этом зубчатые рейки 26 обкатываются по зубчатым шестерням 27.
По достижении поворотными рычагами 25 положения (45о), при котором поперечины 39 рычагов 25 не будут препятствовать перемещению поворотных рычагов 21, т. е. когда они пройдут вертикальную ось барабана, включаются в работу поворотные рычаги 21.
Привод 12 через цепную передачу 19 и шестерни 17 передает вращение шестерням 8 и поворачивает щеки 7 против часовой стрелки.
Направляющие ролики 20 заставляют поворотные рычаги 21 перемещаться, при этом зубчатые рейки 22 обкатываются по зубчатым шестерням 23.
Эластичная лента 42 накладывает слой корда 61 на барабан 29.
При обкатывании рычагов 21 и 25 по шестерням 23 и 27 все элементы, в том числе вакуумные захваты 38, 41 и поперечины 37 и 39, описывают свертываемые симметрично вертикальной оси эвольвенты 62 и 63, эволютами которых являются полуокружности обкатываемых элементов, причем при прохождении их через вертикальную ось барабана происходит пересечение некоторых элементов, в частности поперечин 37, 40 в точке В (фиг. 4).
С целью исключения указанных пространственных пересечений, а также для образования нахлеста концов слои включение поворотных рычагов 21 и 25, а также приход вакуумных захватов 38 и 41 в зону стыковки должны осуществляться разновременно.
Поскольку поворотные рычаги 25 включаются ранее поворотных рычагов 21 и в то же время поворотные рычаги 25 должны прийти в верхнее положение позднее поворотных рычагов 21, рычаги 25 должны иметь меньшую, чем рычаги 21, скорость перемещения или делать в среднем положении остановку до тех пор, пока рычаги 21 не переместятся на 180о и частично не возвратятся назад.
В момент, когда вакуумный захват 38 подойдет к барабану 29 и часть слоя корда будет наложена на барабан, с вакуумного захвата 38 снимается вакуум и в него по трубкам 51 и шлангу 50 подается сжатый воздух. В крайнем верхнем положении рычагов 21 планка 47 захвата 38 прижимает слой корда к барабану, а свисающая часть слоя располагается свободно.
Часть слоя корда под действием сжатого воздуха прикатывается к барабану, рычаги 21 реверсированием перемещаются в исходное положение, а захват 38 сообщается с атмосферой.
По достижении при повороте рычагов 21 положения, при котором вакуумный захват 38 не будет препятствовать движению поворотных рычагов 25 и поперечины 40, поворотные рычаги 25 продолжают движение по часовой стрелке до окончания наложения части слоя корда 61 и проведения стыковки с ранее наложенной частью корда. В момент, когда вакуумный захват 41 подойдет к барабану 29, с него снимается вакуум, и по шлангу 53 подается сжатый воздух. Дойдя до крайнего верхнего положения, вакуумный захват 41 прижимает соответствующую часть слоя корда к барабану с нахлестом за счет свисающей части слоя корда, при этом скошенные под углом, соответствующим углу закроя слоя, кромки планок 47 обоих вакуумных захватов устанавливаются встык, обеспечивая тем самым качественную точную стыковку.
В крайнем верхнем положении рычагов 25, когда слой наложен на барабан 29 с требуемым нахлестом и состыкован, электромагнитными муфтами производится реверсирование, и поворотные рычаги 25 начинают возвращаться в исходное положение, при этом вакуумный захват 41 сообщается с атмосферой.
Поскольку поворотные рычаги 21 начинают возврат в исходное положение раньше поворотных рычагов 25, они и достигают исходного положения раньше. Останавливаются пары рычагов отключением привода 12.
Останов рычагов в крайних положениях смягчается амортизаторами 59, 60.
После возврата поворотных рычагов 21, 25 в исходное положение подается сжатый воздух во внештоковые полости пневмоцилиндров 56, фиксаторы 54 возвращаются в исходное положение.
Барабан 29 с наложенным на него слоем передается из устройства наложения на следующие операции.
Одновременно в штоковые полости силовых цилиндров 30 и 33 подается сжатый воздух. Вакуумные захваты 38 и 41 сдвигаются в исходное положение.
Устройство по сравнению с базовым объектом - механизмом наложения слоев корда в линии ЛСПР 710-1150 повышает качество наложения и точность стыковки слоев корда путем регулирования натяжения корда. Это позволит производить указанные операции в автоматическом режиме. (56) Патент США N 2567150, кл. 156-394, опублик. 1951.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для наложения слоев корда на сборочный барабан | 1981 |
|
SU995448A1 |
| УСТРОЙСТВО ДЛЯ НАЛОЖЕНИЯ СЛОЕВ КОРДА НА СБОРОЧНЫЙ БАРАБАН | 1983 |
|
SU1111348A1 |
| УСТРОЙСТВО ДЛЯ НАЛОЖЕНИЯ СЛОЕВ КОРДА НА СБОРОЧНЫЙ БАРАБАН | 1986 |
|
SU1396454A2 |
| Устройство для изготовления обрезиненного кордного полотна | 1973 |
|
SU539510A3 |
| Устройство для наложения слоев корда на сборочный барабан | 1986 |
|
SU1353660A1 |
| Линия для сборки каркасных браслетов покрышек пневматических шин | 1984 |
|
SU1214475A1 |
| Устройство для прикатки к станкудля СбОРКи пОКРышЕК пНЕВМАТичЕСКиХшиН | 1979 |
|
SU816776A1 |
| Устройство для сборки покрышек пневматических шин | 1988 |
|
SU1616836A2 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1987 |
|
SU1490852A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОКРЫШЕК | 1971 |
|
SU303207A1 |