Изобретение относится к обору- дованию шинной промышленности и предназначено для сборки узлов по- крьшек, например, каркасных браслетов покрышек пневматических Шин.
Цель изобретения - повышение производительности .
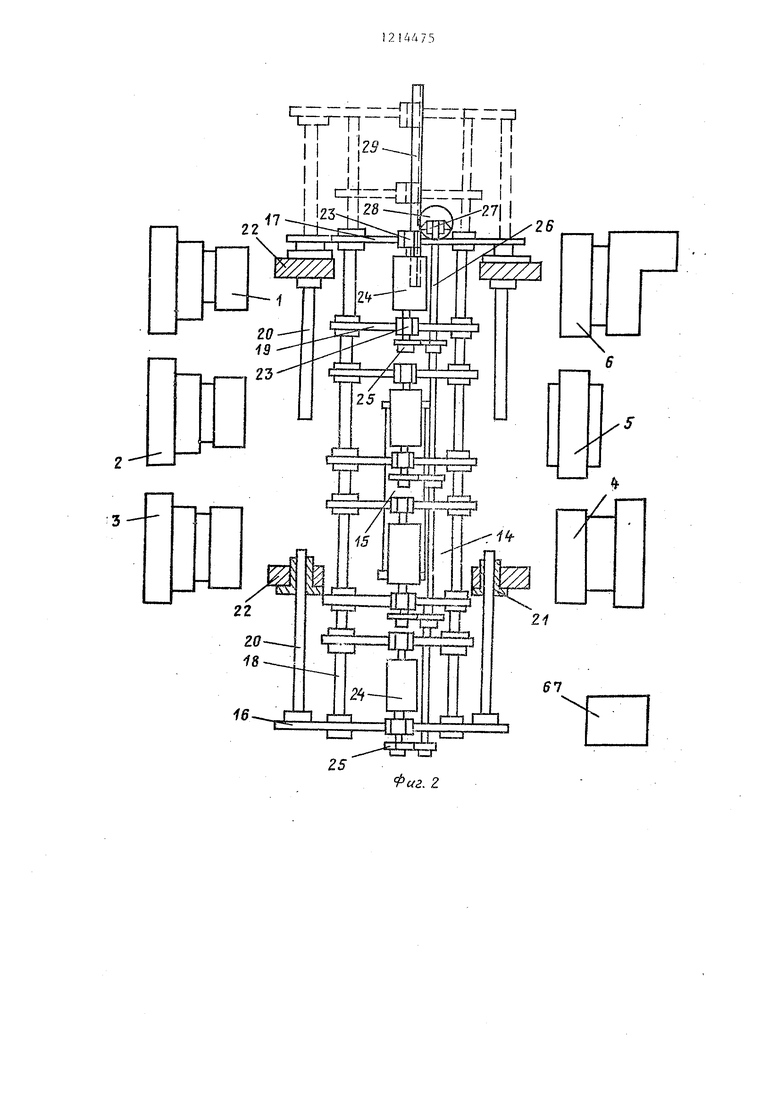
На фиг. изображена линия, общин вид в плане; на фиг, 2 - то же без захватов и сборочных бараба- нов; на фиг.3-5 - линия при различных положениях механизмов, вид с торца; на фиг.6-10 - положения барабанов при работе линии.
Линия содержит установленные но ходу технологического процесса операционные станки 1-4, установленные параллельно и попарно в два ряда с рабочими позициями напротиЕ: друг друга..
Линия содержит станок 5 для при- катки слоев обрезиненного корда на барабанах и станок 6 для съека браслетов с барабанов и навешивания их на конвейер. Сборочные барабаны 7-13 снаблсены средствами для их установки на операционные станки 1-4 с подвил :ным основанием 4 и приводом 15 для его перемещения.
Подвижное основание 14 образовано двумя траверсами 16 и 17, связанными между собой штангами 18. На штангах 18 установлены поперечины 19, а на траверсах 16 и 17 жестко установлены направляющие 20, которые могут перемещаться во втулках 21 станины 22. На подвижном основании 14 с шагом, равном ходу основания, установлены опоры 23 для сборочных барабанов 7-10, 12 и 13 в количестве по меньшей мет ре на одну больше количества нар онерационных станков 1-4. На поперечинах 19 в под11шнниках смонтированы ролики 245 связанные кинематически через редукторы 25, тpaнc иc- сионный вал 26 и блок конических ше стерен 27, цилиндрическую шесте р- ню 28 с обгонной муфтой, с зубчатой рейкой 29,, установленной на станине 22.
Ролики 24 нриводятся в действие (регламентированное вращвдчие от привода 15 за счет возвратно-гЕО- ступательного движения подвижного основания 14, с установленной на нем на вертикальном валу (не noKai- зан) тдилиндрической шестерни 28, сцепленной с. неподвижно установ
-; 0
5
0
5
0
5
0
5
ленной на станине 22 зубчатой рейкой 29.
Вращение от шестерни 28, уста- ноапенной на вертикальном валу, на обг онной муфте, передается на ролики 24 через установленные также на подвил(ном основании 14 конические шестерни 27, трансмиссионный вал 26, редукторы 25, связанные с роликами 24, только при одном направлении движения подвижного основания 14, а именно в направлении последовательности выполнения технологических операций на операционных станках 1-3.
Сборочные барабаны 7-10, 12 и . 13 устанав;шваются на опоры 23 и одновременно ложатся на ролики 24 фрикционного сцепления с носледHHtCH ,
Над операционными станками 1-4 смонтированы захваты 30.
Захваты 30 монтируются против каждой рабочей позиции на двух параллельных валах 3 и 32, установленных в подшипниках на станине 22. На валу 31 установлен жестко кривошип 33. а на валу 32 - кривошип 34. Кривош1-гпы 33 и 34 шарнир но связаны мелсду собой тягой-синхронизатором 35 рдтя совместного вращения от пневмопривода 36, На валах 31 и 32 жестко смонтированы коромысла 37-40 и попарно - рычаги 41. В коромыслах 37 и 39 в подшипниках установлены валики 42 и 43, а в коромыслах 38 и 40 также в подшипниках установлены валики 44 и 45. На валике 45 жестко установлен кривошип 46, а на валике 43 - кривошип 47, связанные шарнирко тягой-синхронизатором 48 для совместного вращения валиков 43 и 45 от пневмопривода 49, уста- н.овленного на коромысле 39. На валах 43 и 45 также жестко попарно установлены кривошипь: 50, связанные шарндрно носредством шатунов 51 с г олзунами 52. На валике 42 жестко установлен кривошип 53, а на валике 44 кривошип 54, связанные между собой шарнирно тягой-синхронизатором 55 для совместного вращения от пневмопривода 56. На-валиках 42 и 44 попарно жестко установлены кри- вошигПхг 57, связанные шарнирно посредством шатунов 58 с муфтами 59 для зап11рания захватов 30.
Обрезиненный корд подается на линию Б каретках 60 по монорельсу
3
61. Операционные станки 1-4 снабжены раскаточными роликами 62, отмеривающими роликами 63, датчиками 64 длины, режущими устройствами 65 устройством 66 для наложения слоев обрезиненного корда на барабаны. Программное управление линией, контроль, за работой и регистрация работ осуществляется на микропроцессоре 67( фиг. 1).
Линия работает следующим образом
В ряду операционных станков )-3 происходит вьтолнение рабочих операций, а именно наложение соответственно первого, второго и третьего слоя на барабаны. В ряду операционных станков 4-6 происходят подготовительные операции, а именно на стаке 4 происходит отмер, отрез и центровка четвертого слоя корда, иа стаке 5 - возвращение в исходное положние прикатчиков, на станке 6 - возвращение в исходное положение механизмов съема браслета с барабана и его навещивание на кро1лятейи. Под виясное основание 14 в этот момент с барабаном 12 с готовым браслетом, барабаном 1 1 с четырьмя слоям- к барабаном 10 с тремя обрезиненного корда и свободным барабаном 13 в нанравлении последовательности выполнения операций в ряду станков 4-6. При достижении крайнего левого положения основанием 14 (фиг.7) и выполнения рабочих операций на старн-сах 1-3 и подготовительных На станках 4-6, контроль которых осуществляется микропроцессором 67, по команде последнего происходит одновременный захват попарно барабанов 9 и 10, 9-1, 7-12 и перенос барабанов 10, 8 и 9 на основание 14,а барабанов 10- 12 - на рабочие позиции станков 4- 6 соответственно. Барабан 13 в это время остается по-прежнему на оснвании 14, так как он выведен из сфер действия системы захватов 30. Снятие барабанов с позиций операционных станков 1-3 (фиг.7) дает автоматически разрешение на включение подготовительных операций на этих станках (отмер, резка и центровка) , а после постановки барабанов на операционнъ е станки 4-6 автоматически одновременно на станке 4 происходит наложение четвертого слоя на барабан 10, на пятой позиции происходит прикатка слоев
144754
на барабане 11, на шестой позиции происходит съем и навеска браслета на конвейер подачи браслет к сборочным станкам (не показан). Подъ- 5 ем захватов 30 от барабанов автоматически дает разрешение на перемещение основания 14 в обратном направлении (в направлении последовательности) выполнения технологи10 ческих операций на станках 1-3 (фиг. 8),
При остановке основания 14 и выполнения технологических рабочих и под1 отовительных операций микрс(
15 процессор 67 дает команду захватам 30 на перестановку барабанов. Барабаны 13,. 7 и 8 переносятся соответственно на 1-3 станки, а барабаны 10-12 устанавливаются на основа2Q ние 45 барабан 9 выведен из зоны действия захватов и остается на основании 14. После перестановки барабанов (фиг.9) иа перовой позиции на барабан 13 закладывается первый
25 слой; на второй позиции на барабан 7 - второй слой, на третьей позиции на барабан 8 - третий слой. В ряду операционных станков 4-6 происходят подготовительные операции.
Описанный цикл повторяется (фиг. 10).
Для захвата барабанов (фиг.3-5) подается воздух в пневмопривод 56, происходит с-1 нхронный поворот валиков 42 и 44 и через кривошипно- щатунные парные механизмы 57 и 58 - опускание муфт 59 и запирание захватов 30 на шейках всех барабанов, находящихся в зоне действия системы захватов,одновременно. Подачей воздуха в штоковую полость пневмопривода 49 через кривощип 47, тягу 48, кривощип 46 происходит синхронный поворот валиков 45-43 с парными кривощ1 пно-шатунными механизма ми 50 и 51 с подъемом ползунов 52 с захватами 30 и барабанами. При подаче воздуха в пневмопривод 36 через кривошипы 33 и 34 и связь 35 происходит поворот валов 31 и 32 с коро50 мыслаг-п-1 37-39, 38-40 и рычагами 41, как показано стрелкой Б на фиг.4. При достижении крайнего левого папожения ползуны 52 от пневмопривода 49 при подаче воздуха в
5 противоположную полость опускаются, при подаче воздуха в штоковую полость пневмопривода 56 муфты 59 поднимается, оставляя барабаны в соот30
35
40
ветствукяцих парных опорах рабочих станков и. основание 14. -Затем ползуны 52 вновь поднимаются, разрешая движение основанию 14 в обратном направлении.
Перемещение барабанов захватами 30 на опоры 23 слева направо происходит в таком же порядке, только подача воздуха осуществляется в штоковую полость пневмопривода 36.
Таким образом, простым возвратно-поступательным движением основания 14 с барабанами и поочередной перекладкой их с операционных станков 1-4 на основание 14 осуществляется последовательно замкнутый контур движения барабанов по операционным станкам 1-4, расположенным в два ряда друг против друга.
В случае нечетного количества операционных станков в линии вводится дополнительная холостая позиция, где с барабаном никаких дейст- ВИЙ не производится.


| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ СБОРКИ ПОКРЫШЕК | 1963 |
|
SU216245A1 |
| Установка для подачи мерных слоев заготовок на сборочные станки | 1983 |
|
SU1143610A1 |
| Устройство для наложения слоев корда на сборочный барабан | 1980 |
|
SU939292A2 |
| Линия для сборки каркасов покрышек пневматических шин | 1978 |
|
SU765007A1 |
| Линия для сборки покрышек пневматических шин | 1981 |
|
SU1033363A1 |
| Способ сборки браслетов для покрышек пневматических шин и устройство для его осуществления | 1981 |
|
SU973393A1 |
| Способ сборки браслетов для покрышек пневматических шин и устройство для его осуществления | 1982 |
|
SU1030199A1 |
| Устройство для наложения полосового материала на сборочный барабан | 1989 |
|
SU1705118A1 |
| Устройство для наложения слоев корда на сборочный барабан | 1981 |
|
SU1030181A1 |
| Устройство для сборки покрышек пневматических шин | 1982 |
|
SU1098822A1 |




ve
se
Z5
Фиг. 2
SS-JS fT fS
го
Й-ID /
. ifг
(.±-л Й|::-:Й)
, «
FiT
l ц/
V I I I It
У|Х
/f
О
ет
......Л:::..„„.,,....,..,.,,.j
«/
гг
fC
fV.
E
3- 1
J
Фчг.б
| СРЕДСТВА ВИЗУАЛИЗАЦИИ ДЛЯ МЕЧЕННОГО РАДИОАКТИВНЫМ ИЗОТОПОМ ЭКЗОГЕННОГО И ЭНДОГЕННОГО АЛЬБУМИНА | 2019 |
|
RU2819907C2 |
| 0 |
|
SU156396A1 | |
| Линия для сборки каркасов покрышек пневматических шин | 1978 |
|
SU765007A1 |
| Солесос | 1922 |
|
SU29A1 |
