Изобретение относится к оборудованию шинной промышленностии предназначено для наложения полосовых материалов на барабан при сборке покрьшиек пневматических шин.
Известно устройство для наложения слоев корда на сборочный барабан , содержащее упругие элементы в виде полос, имеющие заданную криволинейную форму С радиусом, равным или несколько меньшим радиуса сборочного барабана. Упругие элементы установлены на шарнирносоединенных секциях,смонтированных на платформе/ и закреплены на противоположных концах секций. Под воздействием специального привода упругие элементы способны выпря тяться и поддерживаться в плоском положении в момент установки .на них слоя. Для наложения слоя платформа несколько приподнимается до контакта горизонтально расположенных упругих элементов с барабаном. Затем упругие элементы ослабляются, и по мере ослабления они охэатывают сборочный барабан, накладывая таким образом слой на барабан. Окончание наложения слоя на барабан и стыковка его концов производятся вручную рабочим Tl.,
Недостатком данного устройства является то, что упругие элементы не охватывают всю рабочую поверхность барабана и работают синхронно от общего привода, поэтому наложение концов слоя и их стыковка производятся рабочим вручную.
Известно и другое устройство для наложения слоев корда на сборочный барабан, являющееся наиболее близким по технической сути и достигаемому результату к данному и содержащее соосно установленные на раме две оси, поворотные рычаги, которые попарно соединены эластичными лентами, закрепленными на их концах, и при,вод для поворота рычагов с зубчатой передачей., зубчатая шестерня которой смонтирована на одной из осей 2. Когда рычаги отведены от барабана, лента образует горизонтальную поверхность, на которую укладывают слой. Наложение корда осуществляется при вертикальном перемещ-йнии основания с рычагами до контакта корда с барабаном и повороте пар рычагов вокруг осей, при этом эластичная лента прижимает, слой к барабану. Стыковка концов слоя осуществляется вручную.
Недостатком прототипа является то, что рычаги не охватывают барабан по всему периметру, поэтому данная конструкция не позволяет производить стыковку концов слоя в автоматическом режиме,
Целью изобретения является обеспечение автоматизации процесса стыковки концов слоя корда.
Эта цель достигается тем, что в устройстве Для наложения слоев корда на сборочный барабан, содержащем соосно установленные на раме две оси, поворотные рычаги, которые .попарно соединены эластичными лентами, закрепленными- на их концах, и привод для поворота .рычагов с зубчатой передачей, зубчатая шестерня которой смонтирована на одной из осей, согласно изобретению, оси установлены на раме соосно, рычаги попарно смонтированы на осях посредством поворотных в вертикальной -плоскости щек с направляющими роликами для устано.вкк поворотных рычагов, а зубчатая передача снабжена дополнительной зубчатой шестерней, смонтированной на второй оси, к зубчатыми рейками, закрепленными на рычагах и взаимодействующими с зубчатыми шестернями, причем зубчатые шестерни жестко закреплены на соседних торцах осей и выполнены с начальным диаметром, равным диаметру сборочного барабана . Поставленная цель доот-игается те что поворотные .рычаги установлены на Направляющих роликах с возможностью продольного перемещения и тем, что межд.у рычагами каждой пары установлены вакуумные захваты.
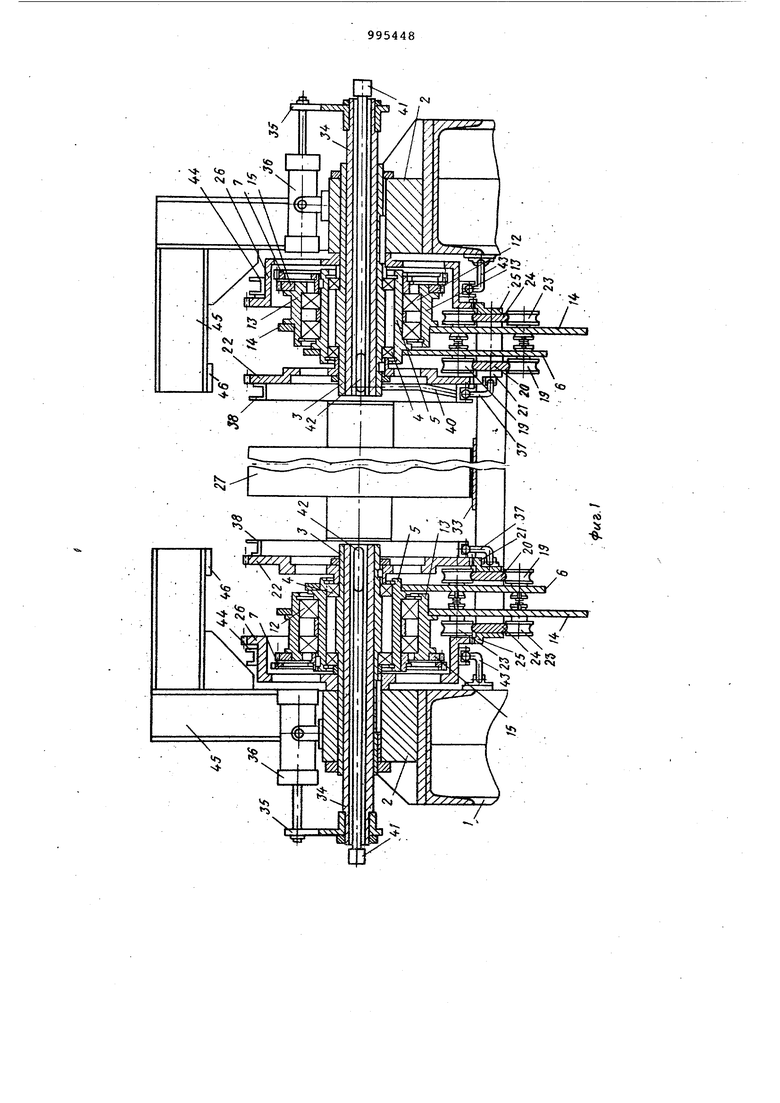
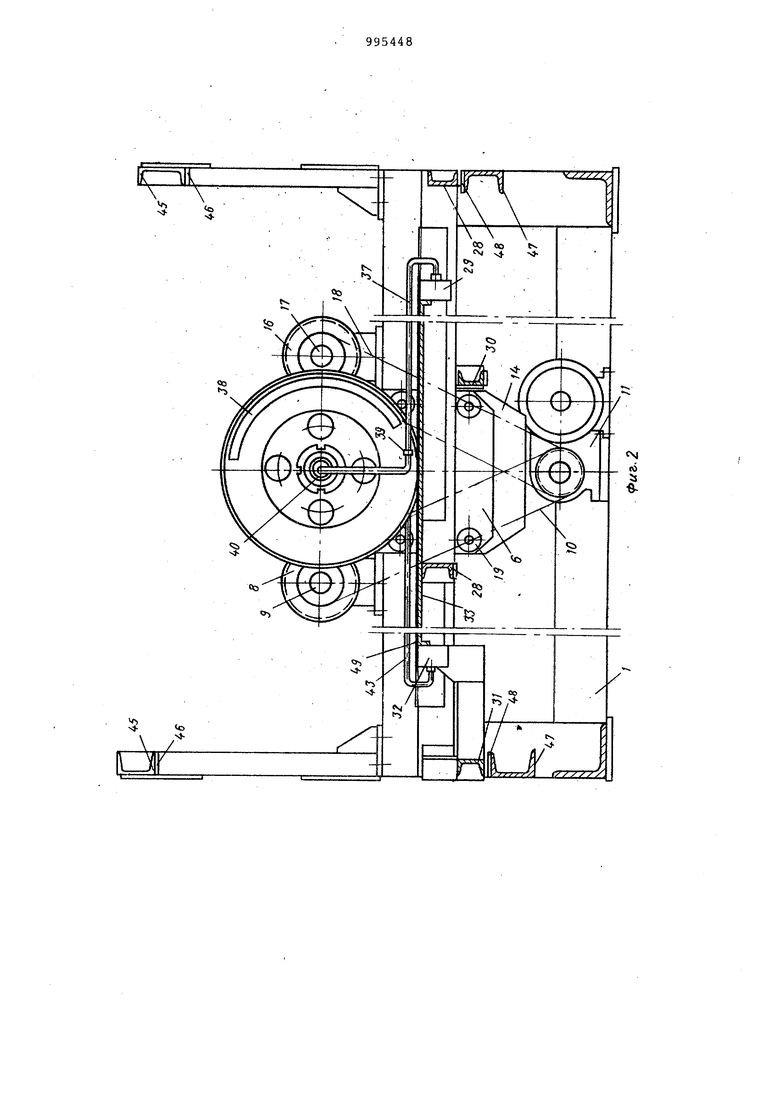
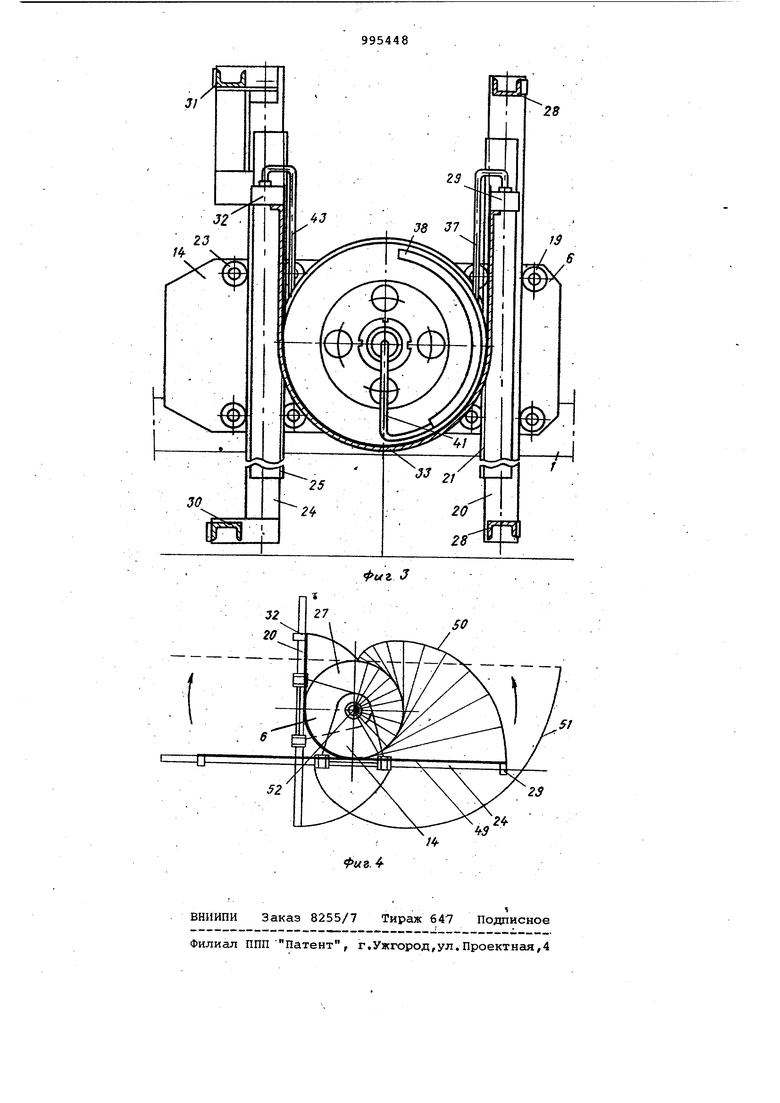
На фиг. 1 изображен общий вид устройства на фиг. 2 - то же, вид сбоку; на фиг, 3 - то же, прИ наложении слоя корда; на фиг. 4 - схема перемещения рычагов.
Устройство для наложения слоя на сборочный барабан содержит раму 1, на которой в стойках 2 соосно установлены оси 3.. На осях 3 на подшипниках 4 установлены втулки 5, на которых закреплены щеки 6. На втулках 5 жестко закреплены ше.стерни 7, связанные с шестернями 8,жестко установленными на промежуточном валу 9, который, в свою очередь, связан цепной передачей 10 с приводом 11.
На втулках 5 на подшипниках 12 установлены втулки 13, .на которых закреплены щеки 14. На втулках 13 жестко закреплены шестерни 15, связанные с шестернями 16, жестко установленны1 ш на промежуточном валу 17, который, в свою очередь, связан цепной передачей 18 с приводом 11. Привод 11 снабжен редукторо ( на чертеже не показан J, приводные валы КОТОРОГО; передающие вращение через цепные передачи 10 и 18 шестерни 7 и 15, щекам б и 14, снабжены электромагнитными муфтами (на чертежах не показаны ),
Оси 3 установлены на раме 1 соосно.
На щеках б установлены направляющие ролики 19 для установки на них бдной .пары поворотных рычагов 20, на которых жестко закреплены зубча тые рейки 21, находящиеся в зацепле нии с зубчатыми шестернями 22, же ко закрепленными на осях 3, На щеках 14 установлены направляющие ролики 23 для установки на них другой пары поворотных рычагов на которых жестко закреплены зубчатые рейки 25, находящиеся в зацеп лении с зубчатыми шестернями 26, жесагко установленными на осях 3. Начальные диаметры шестерен 22 и 26 равны диаметру сборочного бара бана 27. Поворотные рычаги 20 и 24 устано лены на направляющих роликах 19 и 23 с возможностью продольного перемещения. Рычаги 20 связаны между собой поперечинами 28-и снабжены вакуумны захватом 29. Рычаги 24 связаны между собой поперечинами 30,31 и снабжены вакуумным-захватом 32. : Эластичная лент,а 33 предназначена для соединения поворотных рычагов 20 и 24. Н а осях 3 подвижна смонтированы фиксаторы 34, соединенные через тяги 35 с пневмоцилиндрами 36. Вакуумный захват 29 связан с источником вакуума и сжатого воздуха через шланги 37, уложенные в секторах 38, закрепленных на шестернях 2 Шланги 37 соединениями 39 связаны с трубками 40,41, которое проведены через пазы 42 в фиксаторах 34 и внутри фиксаторов. Вакуумный захват 32 связан с источником вакуума и сжатого воздуха через шланги 43, уложенные в секторах 44, закрепленных на шестернях 2 На раме 1 устаноззлены кронштейны 45, снабженные резиновыми амортизаторами 46. Поперечины 47 рамы 1 также снабжены резиновыми амор тизаторами 48. Зубчатые шестерни 26 снабжены окнами для прохода шестерен 8 и 16 в местах их зацепления с шестернями 7 и 15. Вакуулетые захваты 29 и 32, смцнти рованы на рычагах 20 и 24 с возможностью перемещения по пазам для об- разования требуемого нахлеста концо слоя при их стыковке. Устройство работаетследующим об разом. В исходное положение поворотные рычаги 20,24 находятся в горизонтал ной плоскости. Слой корда 49 уклады вается на -эластичную ленту 33 и ва куумные захваты 29,32. Шланги 37, 43 соединяются с линией вакуума, при этом вакуумные захваты 29,32 фиксируют слой корда 49. . После этого к устройству подает:ся сборочный барабан 27, в штоковые полости пневмоцилиндров 36 подается сжатый воздух, фиксато1}ы 34 при этом перемещаются внутрь барабана-27 и фиксируют его. Сначала включается привод 11, который через цепную передачу 10, шестерни8 передает вращение шестерням 15, при этом щеки 14 поворачиваются по часовой стрелке. Направляющие ролики 23 заставляют поворотные рычаги 24 перемещаться относи-. тельно сборочного барабана, при этом зубцатые рейки 25 обкатываются по зубчатым шестерням 26. По дохгтижении поворотными pычaгa a 24 положения (45°, при котором поперечина 30рычагов 24 не будет препятствовать .перемещению поворотных рычагов 20, т.е. когда они пройдут вертикальную ось барабана, включаются в работу поворотные рычаги 20. Привод 11 через цепную передачу 18 и шестерни 16 передает вращение шестерням 7 и поворачивает щеки 6 против часовой стрелки. Направляющие ролики 19 заставляют поворотные рычаги 20 перемещаться, при этом зубчатые рейки 21 o6Kaf тываются по зубчатым шестерням 22. Эластичная лента 33 накладываетслой ,корда 49 на барабан 27. При обкатывании поворотных рычагов 20 и 24 по зубчатым шестерням 22 и 26 все элементы,в том числе вакуумные захваты 29 и 32 и поперемины 28 и 30, описывают свертываекялё симметрично вертикальной оси эвольвенты 50 и 51, эволютами которых являются полуокружности обкатываемых элементов, причем при прохождении их через вертикальную ось барабана происходит пересечение некоторых элементов, в частности поперечин 28 и 30 в точке 52 (фиг. 4 К С целью исключения указанных пространственных пересечений, а также для образования нахлеста концов слоя включение поворотных рычагов .20 и 24, а также приход вакуумных зах-г ватов 29 и 32 в зону сть1Ковки должны осуществляться разновременно. Поскольку поворотные рычаги 24 включаются раньше поворотных рыча- гов 20 и в то же время поворотные рычаги 24 должны прийти в верхнее положение позднее поворотных рычагов 20, рычаги 24 должны иметь меньшую, чем рычаги 20 скорость перекющения, или делать в. среднем положении остановку до тех пор, пока рычаги 20 не переместятся на 180 и частично не возвратятся назад. В момент, когда часть слоя корда 49 будет наложена на барабан 27, т.е. вакуукщый захват 29 подойдет к барабану 27, ,с вакуумного захвата 29 снимается вакуум И в него подается по трубкам 41,40 и шлангу 37 сжатый воздух. Когда поворотные
рычаги 20 доходят до крайнего верхнего положения, конец слоя корда действием вакуумного захвата 29 и сясатого воздуха прикатывается к барабану, электромагнитными муфтами ( на чертежах не показаны )проиэводится реверсирование и поворотные рычаги 20 перемещаются в исходное положение, вакуумный захват 29 сообщается с атмосферой.
По достижении при возврате поворо.тных рычагов 20 положения-, при котором вакумный захват 29 не будет препятствовать движению .повсротйых рычагов 24 и поперечины 31, поворот Hfcie рычаги 24 продолжают движение по часовой стрелке до окончан ия на ложения слоя корда49 и проведения стыковки. Причем, в мом.ент, когда вакуумный захват 32 подойдет к барабану 27, с него снимается вакуум и по шлангу 43 подается сжатый воздух. Дойдя до крайнего верхнего положения когда слой наложен на барабан 27 с требуемым нахлестом и состыкован, электромагнитными муфтами производит ся реверсирование и поворртиые, рычаги 24 начина от возвращаться в исходное положение, при этом вакуумный захват 32 соорщается с атмосферой.
Поскольку поворотные рычаги 2U начинают возврат в исходное положение раньше поворотных рычагов 24, они и достигают исходного положения раньше. Останавливаются„пары рычагов отключением привода 11. Останов рычагов в крайних положениях смягчается амортизаторами 46,48.
После возврата поворотных рычагов 20,24 в исходное положение подается сжатый воздух во внештоковые полости пневмоцилиндров 36, фиксаторы 34 возвращают ся в исходное положение. Барабан 27 с наложенным на него слоем передается из устройства наложения на следующие операции.
Устройство по сравнению с вазовым объектом, механизмом наложения слоев корда (стаяок № 3 лннии ЛСПР 7101150 ) позволит повысить производительность, производить наложение сло и стыковку кондов слоя корда в автоматическом режиме.
28
фиг 3
50
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАЛОЖЕНИЯ СЛОЕВ КОРДА НА СБОРОЧНЫЙ БАРАБАН | 1982 |
|
SU1078793A1 |
| УСТРОЙСТВО ДЛЯ НАЛОЖЕНИЯ СЛОЕВ КОРДА НА СБОРОЧНЫЙ БАРАБАН | 1983 |
|
SU1111348A1 |
| УСТРОЙСТВО ДЛЯ НАЛОЖЕНИЯ СЛОЕВ КОРДА НА СБОРОЧНЫЙ БАРАБАН | 1986 |
|
SU1396454A2 |
| Устройство для изготовления обрезиненного кордного полотна | 1973 |
|
SU539510A3 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОКРЫШЕК | 1971 |
|
SU303207A1 |
| Агрегат для раскроя и стыковки корда | 1982 |
|
SU1065240A1 |
| Устройство для наложения слоев корда на сборочный барабан | 1986 |
|
SU1353660A1 |
| Линия для сборки каркасных браслетов покрышек пневматических шин | 1984 |
|
SU1214475A1 |
| УСТРОЙСТВО для ПЕРЕКЛАДКИ И СТЫКОВКИ | 1973 |
|
SU374200A1 |
| Устройство для прикатки к станкудля СбОРКи пОКРышЕК пНЕВМАТичЕСКиХшиН | 1979 |
|
SU816776A1 |
1. УСТРОЙСТВО ДЛЯ НАЛОЖЕНИЯ СЛОЕВ КОРДА НА СБОРОЧНЫЙ БАРАБАН, содержащее установленные на раме две оси, поворотные рычаги, которые попарно соединены эластичными лентами, закрепленными на их концах, и привод для поворота рычагов с зубчатой передачей, зубчатая шестерня которой смонтирована на одной из осей, о т л и. ч а ю щ е а с я тем, что, с uerfbro обеспечения автоматического процесса стыковки концов слоя корда, оси установлены на раме, соосно, рычаги попарно скюнтированы на осях посредством поворотных в вертикальной плоскрсти щёк с направлякяцими роликами для установки поворотных рычагов, а зубчатая передача снабжена дополнительной зубЧатой шестерней, смонтированной на второй оси, и зубчатыми рейками, закреш1еннБ1ми на рычагах и взаимо.действуюдими с зубчатыми шестернями, причем зубчатые шестерни жест ко закреплены на соседних торцаис осей и выполнены с начальным диаметром, равным диаметру сборочного i барабана. (Л 2.Устройство по п. 1, отличающееся тем, что поврротные с: рычаги установлены на направляющих роликах с возможностью продольного перемещения. м 3.Устройство по п. 1, отлисо со ел чающееся тем, что между рычагами каждой пары установлены вакуумные захваты. 4 4 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент ФРГ 1226779, кл | |||
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ШТАММ Streptococcus thermophilus, ИСПОЛЬЗУЕМЫЙ ДЛЯ ПРОИЗВОДСТВА КИСЛОМОЛОЧНЫХ ПРОДУКТОВ | 2014 |
|
RU2567150C1 |
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
| Приспособление к пишущей машине для назначения и указания последней строки страницы | 1925 |
|
SU1951A1 |
