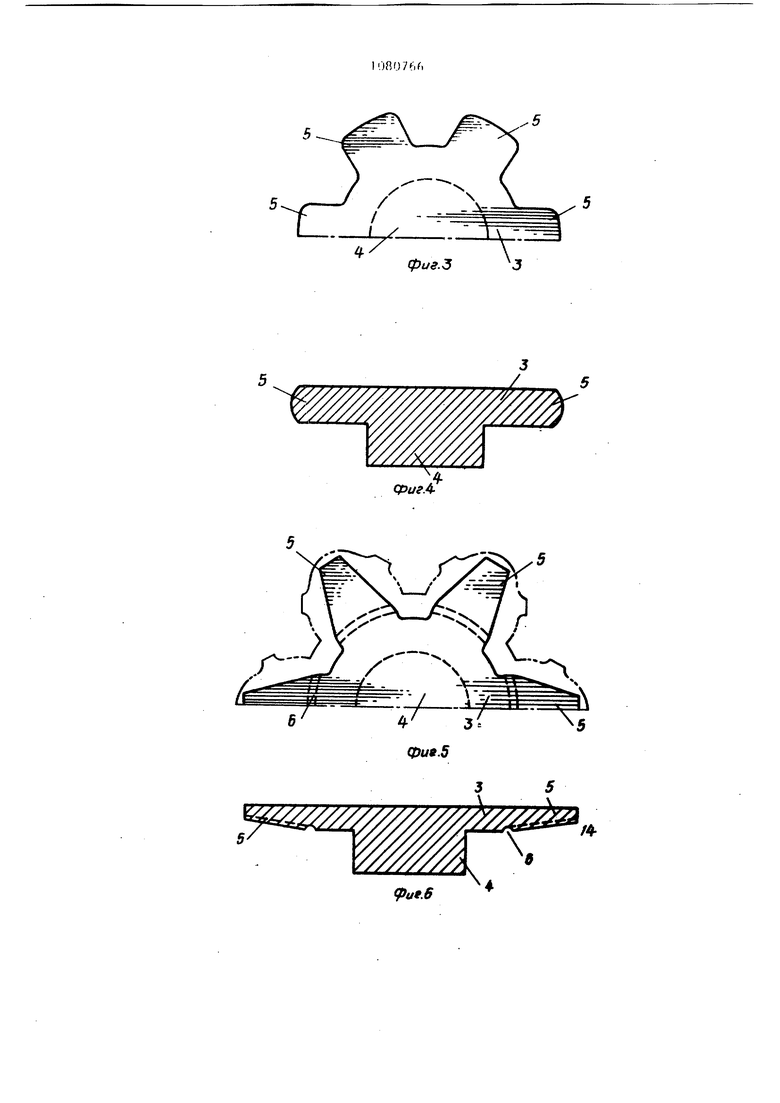
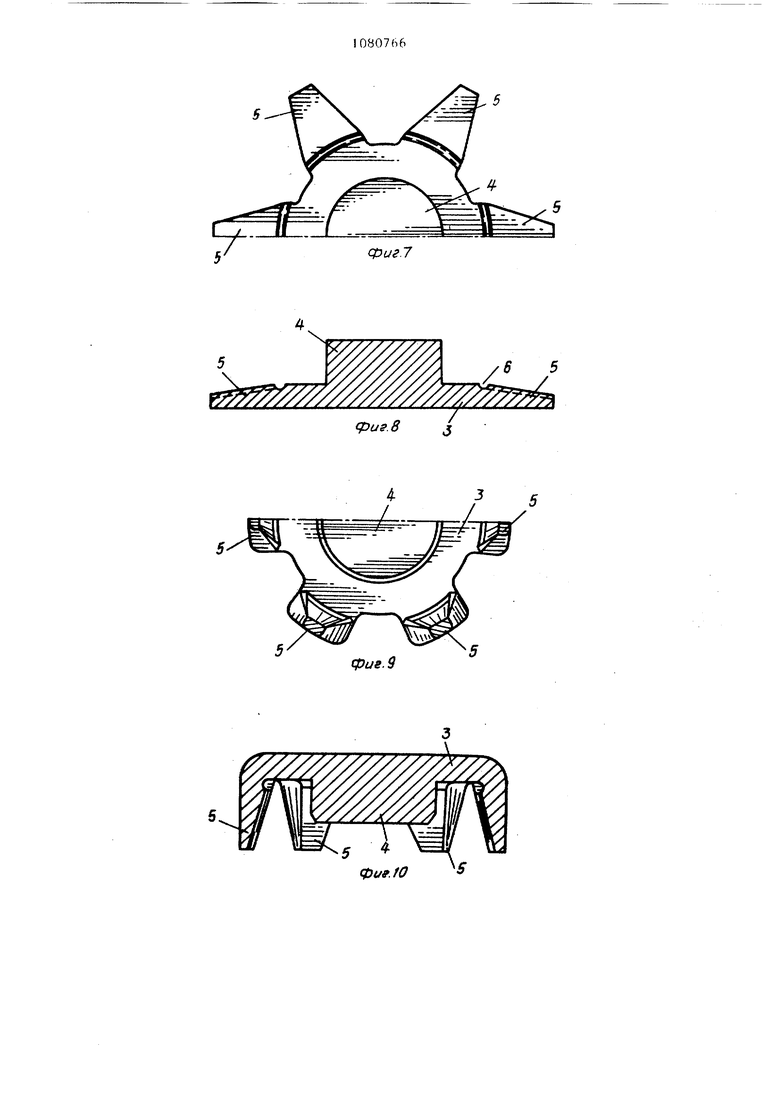
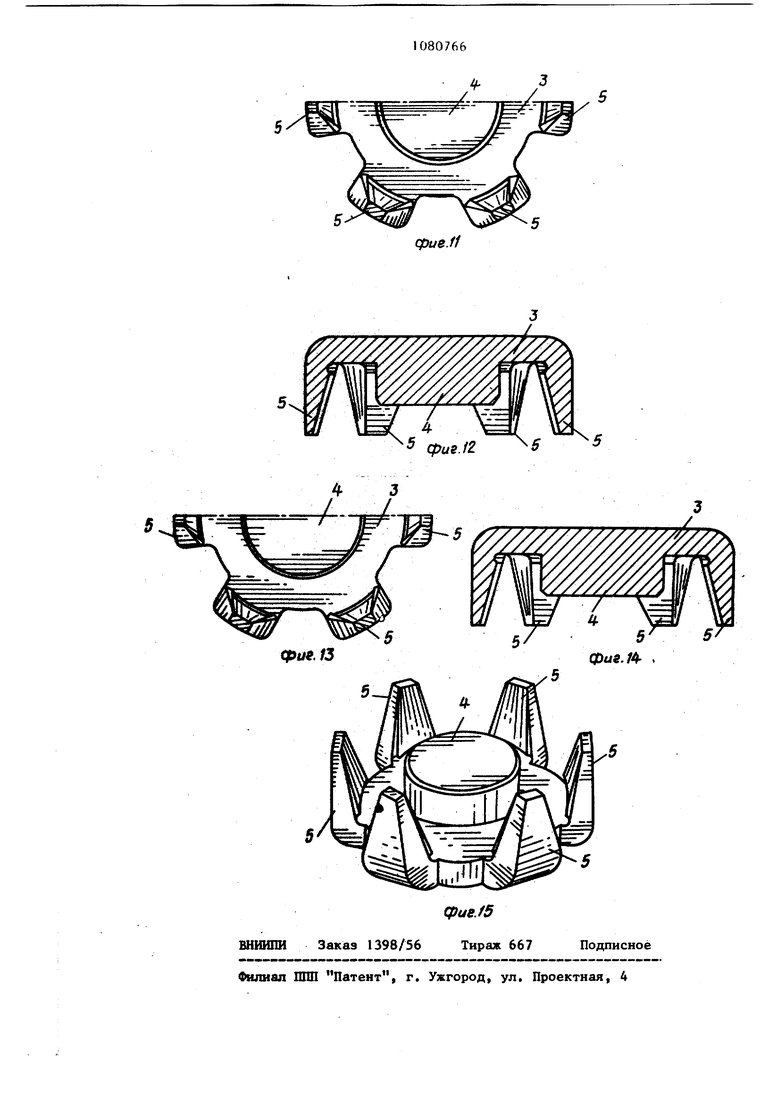
фиеЛ Изобретоии€ относится к т-ехнологн изготовления полюсов роторон генер;з-торов переменного тока и может быть использовано при производстве электрических машин. Известен способ изготовления.полюса ротора генератора переменного тока, включающий отрезку ципиндрической заготовки ее штамповку и механическую обработку П . Недостатком известного способа яв ляется большая мощность прессового оборудования, используемого для штам повки полюса ротора заданной и сложной конфигурации из цилиндрической заготовки. Цель изобретения - снижение мощности прессового оборудования. Поставленная цель достигается тем что согласно способу изготовления по люса ротора генератора переменного тока, включающему отрезку цилиндрической заготовки, ее штамповку и механическую обработку, при штамповке заготовки вначале образуют дискообразную деталь, затем формуют когтеббразные выступы и центральную цилиндрическую бобьшжу, формуют скосы на когтеобразных выступах, после чего производят гибку когтеобразных ВЫ ступов под прямым углом к торцу центральной цилиндрической бобышки. На фиг. 1 показана цилиндрическая заготовка; на фиг. 2 - дискообразная деталь; на фиг. 3 - деталь с образованными выступами; на фиг. 4 - оо же разрез; на фиг. 5 - формование когтеобразных выступов; на фиг. 6 - то же, разрез; на фиг. 7 - деталь с отформованными когтеобразными выступами; на ф|11. 8 - Id жо, )1лзр(ч; ня фиг, 9 - .111. после сиСжи ког-теоб-разньгх выступон; на фиг. 10 - то же, разрез; на фиг, 11 - деталь носле операции калибровки; на фиг-, 12 то же, разрез; на фиг. 13 - полюс ротора генератора после: окончательной обработки; на фиг, 14 - то же, разрез; на фиг, 15 - то же, в перспективе. Способ изготовления полюса ротора генератора переменного тока осуществляется следующим образом. При выполнении первой операции отрезают цилиндрическую заготовку 1 заданного размера (фиг. 1) от стержня. При выполнении второй операции получают путем деформации заготовки дискообразную деталь 2 (фиг. 2). Затем дискообразную деталь подвергают обработке и формуют на основании 3 цилиндрического бобьппку 4 и выступы 5, После этого формуют скосы на когтеобразных выступах и кольцевые канавки для облегчения загибания когтеобразных выступов 6. Затем производят отделение облоя и получают деталь, показанную на фиг. 7 и 8. На шестой операции производят гибку когтеобразных выступов под прямым углом к торцу центральной цилиндрической бобьш:ки (фиг, 9 и 10), после чего осуществляют операцию калибровки (фиг. 11 и 12). После этого деталь подвергают окончательной обработке до получения заданных размеров (фиг. 13 и 14). Изобретение позволяет снизить мощность прессового оборудования при изготовлении полюсов роторов генераторов переменного тока.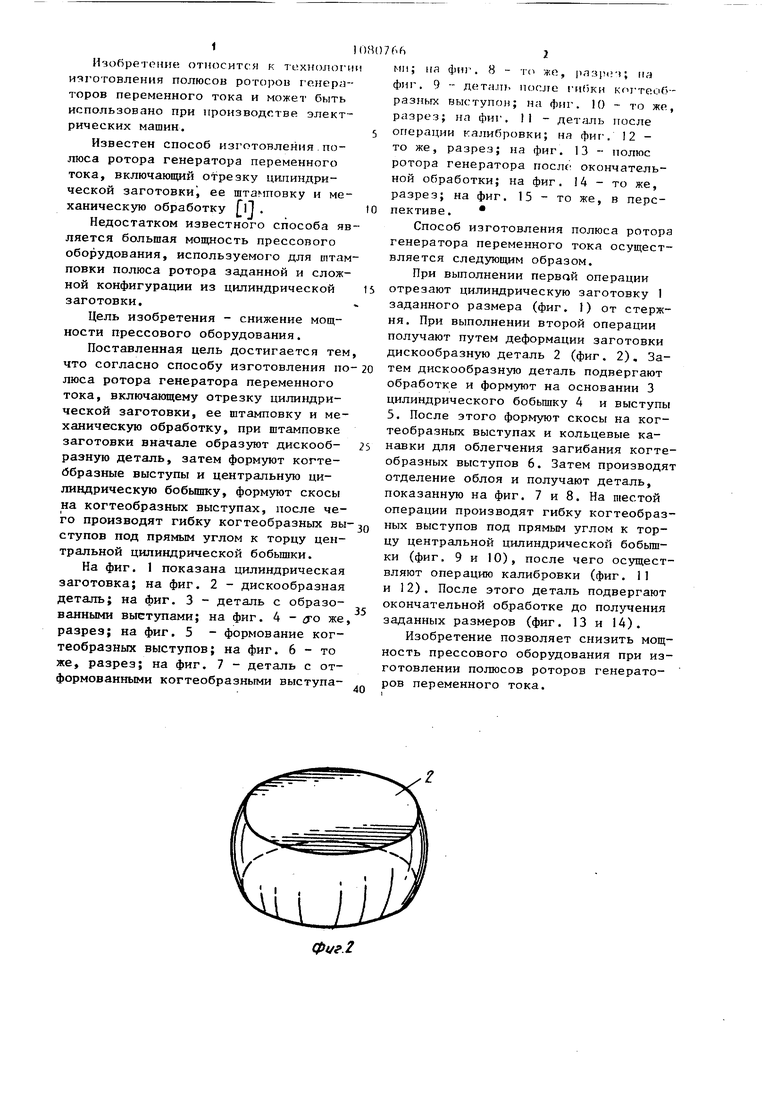
СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЮСА РОТОРА ГЕНЕРАТОРА ПЕРЕМЕННОГО ТОКА, включающий обрезку цилиндрической заготовкиj ее штамповку и механическую обработку, отличающийс я тем, что, с целью снижения мощности прессового оборудования, при штамповке заготовки вначале образуют дискообразную деталь, затем формуют когтеобразные выступы и центральную цилиндрическую бобьшпсу, формуют скосы на когтеобразных выступах, после чего производят гибку когтеобразных выступов под прямым углом к торцу центральной цилиндрической бобышки , СО X) О5. О5
CPU 3.8j
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Гаврилой А | |||
| Н., Ушаков Н | |||
| Н | |||
| Цветков Н | |||
| М | |||
| Технология авиационного электрооборудования | |||
| М., Государственное научно-техническое изд ательство Оборонгиз, 1963, с | |||
| Прибор для подогрева воздуха отработавшими газам и двигателя | 1921 |
|
SU320A1 |
