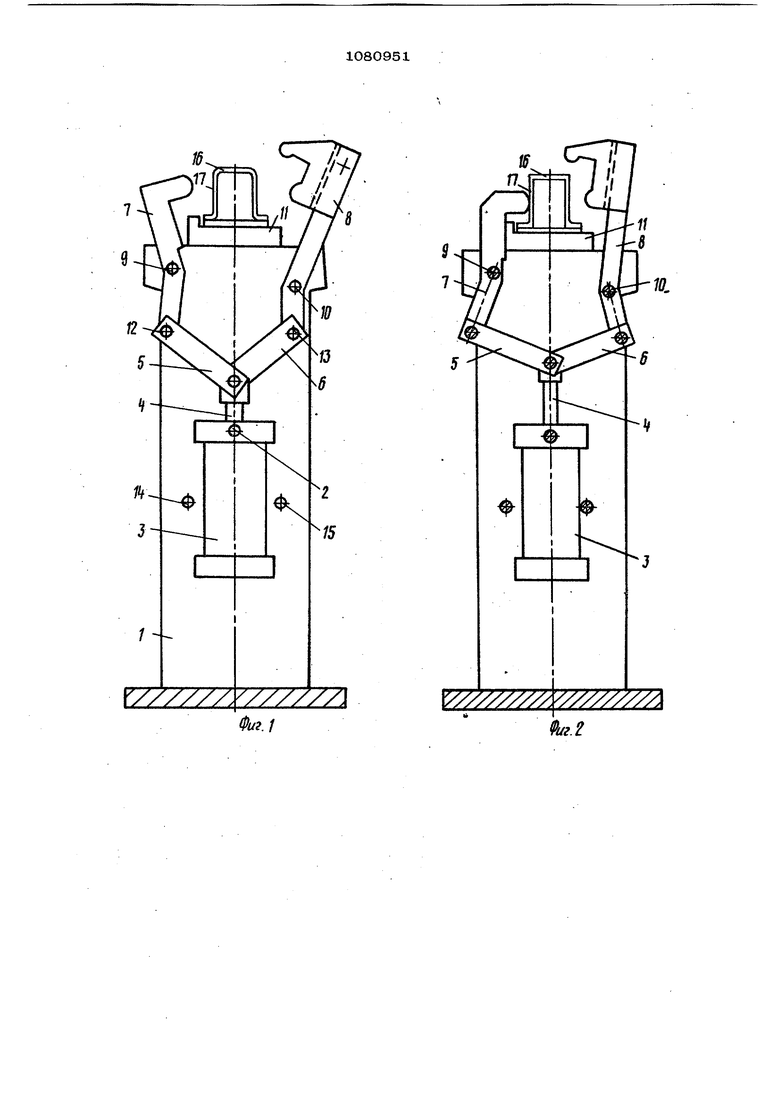
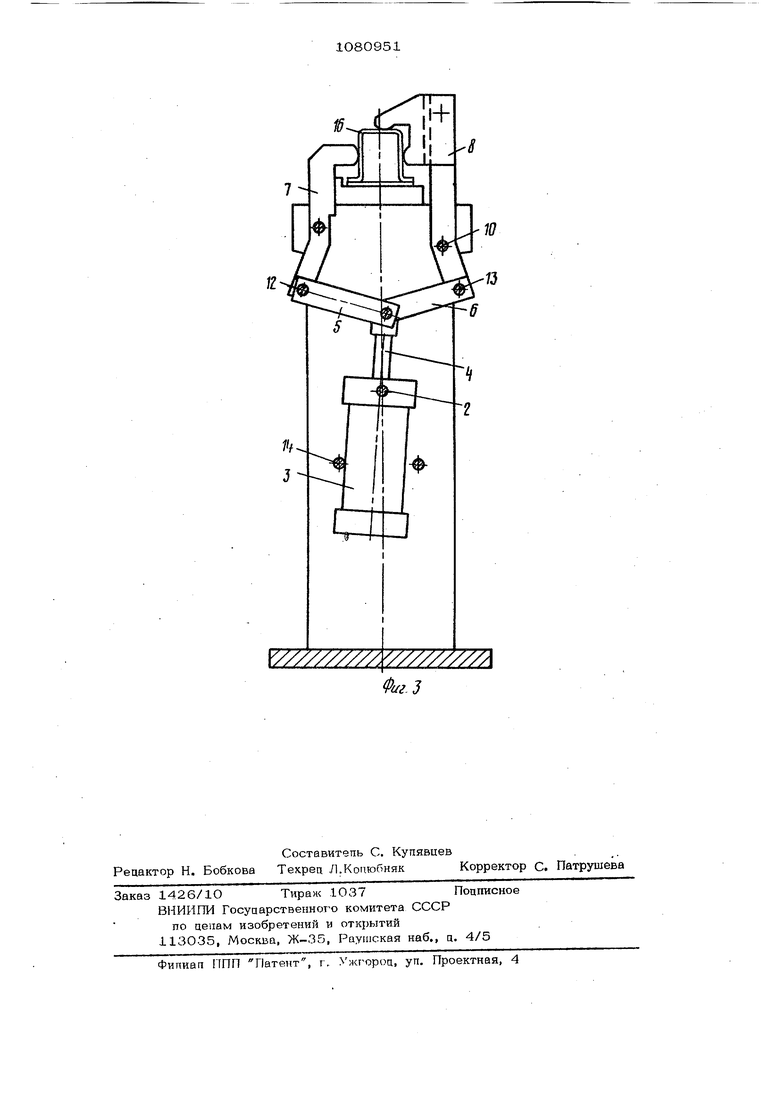
110 Изобретение относится к маш1шостро& нию, в частности к вспомогатепьной оснастке, используемой цпя закрепления поц сварку цеталей, преимущественно с отбортовкой. Известен механизм прижима цетапей поц сварку, соцержащий установленный на основании силовой цилиндр, два шарни но смонтированных на основании цвупле чих прижимнык рычага и тяги для прижим ных рычагов со штоком силового ци- пинцра. Механизм обеспечивает надежный прижим цеталей к базовым упорам Cl3 . Однако механизм не позволяет осуществить точную фиксацию, например, деталей, имеющих двухстороннюю отбортовк Целью изобретения является повышени точности фиксации собираемых деталей с последующим их зажимом. Поставленная цель достигается тем, что в механизме прижима деталей под сварку, содержащем установленный на основании силовой цилиндр, два шарнирно смонтированных на основании двуплечих прижимных рычага и тяги для соединения прижимных рычагов со штоком силового цилиндра, один из рычагов выпо нен базирующим, а второй - зажимным, длина приводного плеча базирующего рычага больше длины приводного плеча зажимного рычага, длина тяги, соединяк) щей базирующий рычаг- со штоком силового цилиндра, больше длины тяги, соединяю щей зажимной рычаг со штоком силового цилиндра, при этом силовой цилиндр закреплен на основании шарнирно, а на основании смонтированы упор для фикса™ ции базирующего рычага и два упора для ограничения угла поворота силового цилиндра. На фиг, 1 изображен механизм прижима деталей под сварку в исходном положении; на фиг. 2 - то же, в промежу точном положении; на фиг. 3 - то же, в рабочем положении. Механизм содержит установленный на основании 1 посредством оси 2 силовой цилиндр 3, шток 4 которого связан тяга ми 5 и 6 с двуплечими базирующим 7 и зажимным 8 рычагами, шарнирно закрепленными осями 9 и 10 на основании i Упор 11, смонтированный на основании 1, ограничивает движение двуплечего базирующего рычага 7, 5 и 6 соединены с рычагами 7 и 8 посредством осей 12 и 13. Качание силового ди индра 3 на оси 2 ограничивают упоры 1 51 И 15. Фиксируемая деталь 16 имеет базовую поверхность 17. Механизм прижима работает следующим образом. Перед началом работы шток 4 силового цилиндра 3 находится в крайнем нижнем положении, базирующий 7 и зажимной 8 рычаги отведены в исходное положение (фиг.1). При поступлении воздуха в нижнюю полость силового цилиндра 3 шток 4 поднимается вверх и разжимает тяги 5 и 6, шарнирно связанные с зажимным 8 и базирующим 7 рычагами, поворачивая последние вокруг осей 9 и 10. За счет того, что длина приводного плеча базирующего рычага 7 больше, чем длина приводного плеча зажимного рычага, а длина тяги 5 больше длины тяги 6, базирующий рычаг раньше зажимного занимает рабочее положение и таким образом становится базой для детали 16, которую необходимо фиксировать по базовой поверхности 17, причем дальнейшее ее движение ограничено упором 11 (фиг.2). При дальнейшем движении штока -4 вверх тяга 5 поворачивается вокруг оси 12, занявшей неподвижное полож& ние, отклоняя силовой цилиндр 3 от вертикального положения до упора 14, толкает тягу 6, которая в свою очередь поворачивает зажимной рычаг 8 вокруг оси 10 до рабочего положения, прижимая таким образом деталь 16 к базирующему рычагу 7 (фиг.З). При обратном ходе штока 4 тяги 5 и 6 сжимаются и поворачивают рычаги 7 и 8 вокруг осей 9 и 10, освобождая деталь 16. Благодаря тому, что один из рычагов выполнен базирующим, а второй зажимным, длина приводного плеча базирующего рычага больше, чем длина приводного плеча зажимного рычага, длина тяги, соединяющей базирующий рычаг со штоком силового цилиндра, больше, чем длина тяги, соединяющей зажимной рычаг со штоком силового цилиндра, . при этом силовой цилиндр закреплен на основании шарнирно, а на основании смонтированы упор для фиксации базирующего рычага и два упора для ограничения угла поворота силового цилиндра, предлагаемый механизм прижима обеспечивает точную фиксацию собираемых деталей по сравнению с базовым объектом.
изо
2 /5
1 .
/7//7Л
Y//////.
Фиг.1
//}/7/777)/77////7Л
. I
7
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм прижима деталей под сварку | 1988 |
|
SU1574423A2 |
| Механизм прижима деталей под сварку | 1985 |
|
SU1306675A1 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| Устройство для сборки под сваркуиздЕлий | 1979 |
|
SU837700A1 |
| Стенд для сборки под сварку изделий | 1982 |
|
SU1115873A1 |
| Механизм прижима | 1983 |
|
SU1076241A1 |
| Стенд для сборки под сварку | 1986 |
|
SU1375426A1 |
| Механизм для прижима деталей под сварку | 1981 |
|
SU977134A1 |
| Стенд для сборки под сварку | 1978 |
|
SU764911A1 |
| Устройство для ориентации, базирования и подачи листовой заготовки в рабочую зону пресса | 1991 |
|
SU1784376A1 |
МЕХАНИЗМ ПРИЖИМА ДЕТАЛЕЙ ПОД СВАРКУ, содержащий уотановпенный на основании силовой цигшндр, два шарнирно смонтированных на основании двуплечих прижимных рычага и тяги дпя соединения прижимных рычагов со штоком силового цилиндра, отличающийся тем, что,с целью повышения точности фиксации собираемых деталей с последующим их зажимом, один из рычагов выполнен базирующим, а второй - зажимным, длина приводного пл&ча базирующего рычага больше длины приводного плеча зажимного рычага, длина тяги, соединяющей базирующий рычаг со штоком силового гшлиндра, больше длины тяги, соединяющей зажимной рычаг со штоком силового цилиндра, при этом силовой цилиндр закреплен на основании шарнирно, а на основании смонтИ(рованы упор для фиксации базирующего рычага и два упора для ограничения угла поворота силового цилиндра. (Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Евстифеев Г | |||
| А., Веретенников И | |||
| С | |||
| Средства механизации сварочного произвоцства | |||
| М., Машиностроение | |||
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| с | |||
| Способ получения смеси хлоргидратов опийных алкалоидов (пантопона) из опийных вытяжек с любым содержанием морфия | 1921 |
|
SU68A1 |
| , | |||
