Zf
2В U..,
И-Л
со
ел Ю
05
Изобретение относится к сборочно-сва- рочным работам, а именно к стендам для сборки и сварки крыш транспортных средств, преимущественно бункерных железнодорожных вагонов, и может быть использовано в других областях машиностроения.
Целью изобретения является повышение качества путем обеспечения центрирования элементов крыши относительно друг друга.
На фиг. 1 изображен стенд; на фиг. 2 -
вороте рамы 2 на угол а цилиндр 26 отключается и шток убирается до минимальной высоты h.
Стенд работает следующим образом.
Поворотная рама 2 устанавливается в горизонтальное положение. Балка 12 перемещается в одно из крайних положений за пределы постелей 9. Каркасные элементы (дуги) укладываются в фиксаторы 4 и зажимаются прижимами 5. Крайние листы 8 уксечение А-А на фиг. 1; на фиг. 3 - вид Б Ю ладываются на поверхности каркасных эле- на фиг. 1; на фиг. 4 - сечение В-В на ментов 6 и базируются по упорам 7. После фиг. 1; на фиг. 5 - вид Г на фиг. 4; на фиг. 6 - узел I на фиг. 2; на фиг. 7 - узел II на фиг. 2; на фиг. 8 - сечение Д-Д
на фиг. 6.пневмоцилиндры 19 и средний лист 15 дву
Стенд для сборки под сварку крыщи плечими рычагами 18 центрируется строго транспортного средства из крупнопанельных профилей содержит две стойки 1 и поворотную раму 2, установленную на стойках 1
того укладывают средний лист 15 с четырьмя люковыми проемами 16. На тележках 17 в крайних люковых проемах включаются
посредством шарнирных пальцев 3. Поворотпо оси стенда. Допуск на ширину листа автоматически делится пополам. При этом исключаются и другие погрешности монтажа - перенос и стягивание листа, так
ная рама 2 снабжена фиксаторами 4, при- 20 рычаги 18 удерживают средний лист жимами 5 для установки и закрепления строго по оси, взаимодействуя с торцами
упорами 7 для
каркасных элементов 6, упорами 7 установки крайних листов 8 Обшивы крыши, постелями 9 для сварки нахлесточного соединения.
Рама 2 оснащена продольными направляющими 10 и дополнительными направляющими 11. В дополнительных направляющих 11 установлена прижимная балка 12, выполненная по форме крыши. Балка 12 оборудована прижимами 13 с роликами 14. Прижимы 13 предназначены для придания плоским крайним .листам 8 и среднему листу. 15 трапецеидальной формы готовой крыши и одновременного прижатия их к постелям 9 и каркасным элементам 6.
25
30
проемов горловин люков во время сборки крыши и не препятствуя выполнению других сборочнь1х операций - гибке, прихватке к каркасным элементам и сборке. Перемещая балку 12 вдоль крыши и подавая сжатый воздух в цилиндры прижимов 13, осуществляют гибку плоских листов 8 и 15 на постелях 9 и прихватку сваркой их между собой. Для предотвращения стекания жидкого металла по наклонной плоскости в процессе сварки раму 2 поворачивают цилиндрами 25 и 26 на угол ±а, устанавливая горизонтально плоскость ската, на котором производится сварка.
После наложения сварных щвов на листах
В направляющих 10, расположенных по 35 обшивы и приварки обшивы к каркасным
рама 2 устанавливается гориоси люковых проемов 16 крыши, установлены подвижные тележки 17 по числу люковых проемов. Тележки 17 имеют возможность бесступенчато перемещаться вдоль люковых проемов. Тележки 17 оснащены двуплечими зажимными рычагами 18 с силовым цилиндром 19 (пневмопилиндром). Стенд оснащен механизмом синхронизации поворота рычагов 18, выполненным в виде закрепленных на свободных плечах
40
элементам рама 2
зонтально. Рычаги 18 сводятся цилиндром 19, а в Люковые проемы 16 среднего листа 15 вставляют горловины люков 23. Перемещая тележки 17 вдоль люковых проемов 16 и периодически подавая сжатый воздух в цилиндр 19, прижимают горловины 23 к листу и накладывают сварные щвы.
Использование предлагаемого стенда позволяет повысить производительность труда
этих рычагов болтами 20 зубчатых секто- 45 благодаря самоустановке среднего листа при ров 21. Рабочие плечи рычагов 18 снаб- монтаже и гибке, исключению ручной под- жены опорными пластинами 22 для горло- гонки, возможности независимого выполне- вины люка 23.ния операций по сборке, гибке и установке
На основании 24 установлены пневмо- и обварке горловины, их совмещения по цилиндры 25 и 26 для поворота рамы 2. времени и параллельного выполнения, по- Ось шарнирного соединения пневмоцилиндра 50 высить точность сборки благодаря обеспе- 25 с рамой расположена на плече Ь, а пневмоцилиндр 25 обеспечивает поворот рамы 2 на угол ±а, равный углу наклона ската крыши.
Расстояние от точки соединения пневмоцилиндра 26 с рамой 2 равно плечу 12, а пневмоцилиндр 26 при выдвижении щтока на Е5ысоту Н служит упором для фиксации горизонтального положения рамы 2. При почению центрирования среднего листа, исключающего возможность перекоса, погрещ- ности установки и стягивание при гибке.
Формула изобретения
1. Стенд для сборки под сварку, преимущественно крыши транспортного средства, содержащий поворотную раму, смонтивороте рамы 2 на угол а цилиндр 26 отключается и шток убирается до минимальной высоты h.
Стенд работает следующим образом.
Поворотная рама 2 устанавливается в горизонтальное положение. Балка 12 перемещается в одно из крайних положений за пределы постелей 9. Каркасные элементы (дуги) укладываются в фиксаторы 4 и зажимаются прижимами 5. Крайние листы 8 укладываются на поверхности каркасных эле- ментов 6 и базируются по упорам 7. После
ладываются на поверхности каркасных эле- ментов 6 и базируются по упорам 7. После
пневмоцилиндры 19 и средний лист 15 дву
того укладывают средний лист 15 с четырьмя люковыми проемами 16. На тележках 17 в крайних люковых проемах включаются
плечими рычагами 18 центрируется строго
по оси стенда. Допуск на ширину листа автоматически делится пополам. При этом исключаются и другие погрешности монтажа - перенос и стягивание листа, так
рычаги 18 удерживают средний лист строго по оси, взаимодействуя с торцами
5
0
проемов горловин люков во время сборки крыши и не препятствуя выполнению других сборочнь1х операций - гибке, прихватке к каркасным элементам и сборке. Перемещая балку 12 вдоль крыши и подавая сжатый воздух в цилиндры прижимов 13, осуществляют гибку плоских листов 8 и 15 на постелях 9 и прихватку сваркой их между собой. Для предотвращения стекания жидкого металла по наклонной плоскости в процессе сварки раму 2 поворачивают цилиндрами 25 и 26 на угол ±а, устанавливая горизонтально плоскость ската, на котором производится сварка.
После наложения сварных щвов на листах
обшивы и приварки обшивы к каркасным
рама 2 устанавливается гори
элементам рама 2
зонтально. Рычаги 18 сводятся цилиндром 19, а в Люковые проемы 16 среднего листа 15 вставляют горловины люков 23. Перемещая тележки 17 вдоль люковых проемов 16 и периодически подавая сжатый воздух в цилиндр 19, прижимают горловины 23 к листу и накладывают сварные щвы.
Использование предлагаемого стенда пози обварке горловины, их совмещения по времени и параллельного выполнения, по- высить точность сборки благодаря обеспе-
чению центрирования среднего листа, исключающего возможность перекоса, погрещ- ности установки и стягивание при гибке.
Формула изобретения
1. Стенд для сборки под сварку, преимущественно крыши транспортного средства, содержащий поворотную раму, смонтированные на раме упоры, фиксаторы, прижимную балку для элементов изделия и продольные направляющие .с установленной в них с возможностью перемещения тележкой, оснащенной шарнир- но закрепленными на ней двумя зажимными рычагами с силовым цилиндром для их поворота, отличающийся тем, что, с целью повышения качества путем обеспечения центрирования элементов крыши
ных рычагов тележки, рама снабжена до полнительными продольными направляю щими, а прижимная балка установлена с возможностью перемещения в дополнитель ных направляющих.
2. Стенд по п. 1, отличающийся тем что механизм синхронизации поворота за жимных рычагов тележки выполнен в виде закрепленных на свободных плечах рычагов
ПРШг Н ИИ ИСп 1 UnUvoannn ,:.iv,i4v.ii i . ivj- i
относительно друг друга, стенд оснащен ю зубчатых секторов, установленных с возмож механизмом синхронизации поворота зажим-ностью взаимодействия друг с другом
ных рычагов тележки, рама снабжена дополнительными продольными направляющими, а прижимная балка установлена с возможностью перемещения в дополнительных направляющих.
2. Стенд по п. 1, отличающийся тем, что механизм синхронизации поворота зажимных рычагов тележки выполнен в виде закрепленных на свободных плечах рычагов
i
зубчатых секторов, установленных с возмож ностью взаимодействия друг с другом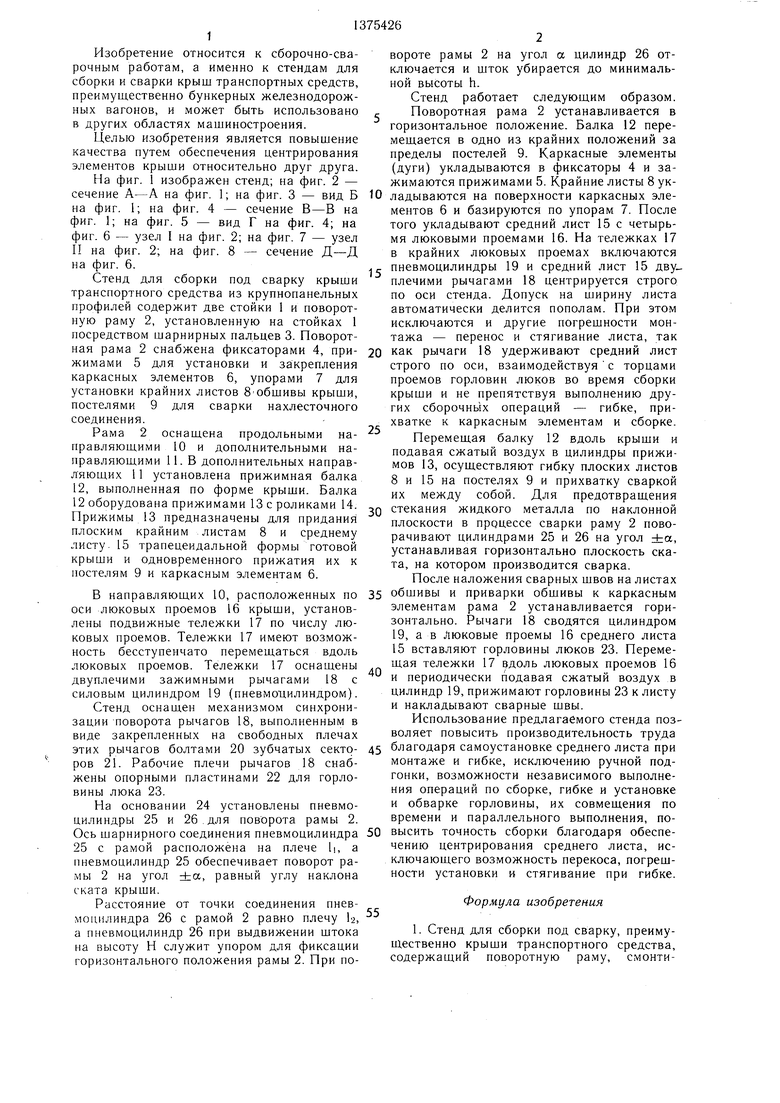
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сборки и сварки стенок кузовов транспортных средств | 1980 |
|
SU919846A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1989 |
|
SU1810263A1 |
| Стенд для сборки и сварки крупногабаритных изделий | 1981 |
|
SU1038159A1 |
| Устройство для сборки и контактной точечной сварки кузовов легковых автомобилей | 1987 |
|
SU1433723A1 |
| Установка для сборки и сварки продольных швов полотнищ | 1978 |
|
SU768584A1 |
| Способ сборки пассажирского транспортного средства под сварку кузова вагона, стенд для осуществления способа и прижимное устройство для его осуществления | 1990 |
|
SU1743777A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОКОВЫХ СТЕН ГРУЗОВЫХ ВАГОНОВ И УСТРОЙСТВО ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2575112C2 |
| Поточная линия для сборки и сварки полувагонов | 1983 |
|
SU1204349A1 |
| СПОСОБ СБОРКИ ПОД СВАРКУ КУЗОВА ВАГОНА | 1994 |
|
RU2113961C1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2102210C1 |



Изобретение относится к сборочно-сва- рочным работам, а именно к стендам для сборки и сварки крыш транспортных средств. преимущественно бункерных железнодорожных вагонов. Цель изобретения - повышение качества. Поворотная рама 2 снабжена продольными направляюш.ими 10 и 11. В направляющих 10 смонтированы тележки 17 с зажимными рычагами 18, оснащенными зубчатыми секторами 21 для синхронного поворота рычагов. В направляющих 11 установлена прижимная балка 12. После установки каркасных элементов крыши в фиксаторы на них укладываются крайние листы 8, базирующиеся по упорам 7, а также средние листы 15 с проемами горловин люков. Тележки 17 размещают в местах расположения горловин. Центрируют средние листы по проемам с помощью зажимных рычагов. Перемещают балку 12 вдоль крыши, осуществляя гибку листов. Раму. 2 устанавливают в удобное для сварки положение и производят сварку. Благодаря центрированию листов исключается возможность перекоса и стягивания листов при гибке. 1 з.п. ф-лы, 8 ил. (Л
/7
ФигЛ
Вид Б
20 2
/,,/
фи&.
ВидГ
Г5
B-S
9 22
/ff
Фиг.
.6
Риг.8
| Устройство для сборки и сварки металлоконструкций | 1979 |
|
SU872141A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Патент США № 3386726, кл | |||
| Нож для надрезывания подошвы рантовой обуви | 1917 |
|
SU269A1 |
| САМОХОДНЫЙ ПОРТАЛ | 0 |
|
SU268569A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Гитлевич А | |||
| Д | |||
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
| Халат для профессиональных целей | 1918 |
|
SU134A1 |
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| КОЛЬЦЕВОЙ КАНТОВАТЕЛЬ ДЛЯ СБОРКИ И СВАРКИ | 0 |
|
SU237305A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
