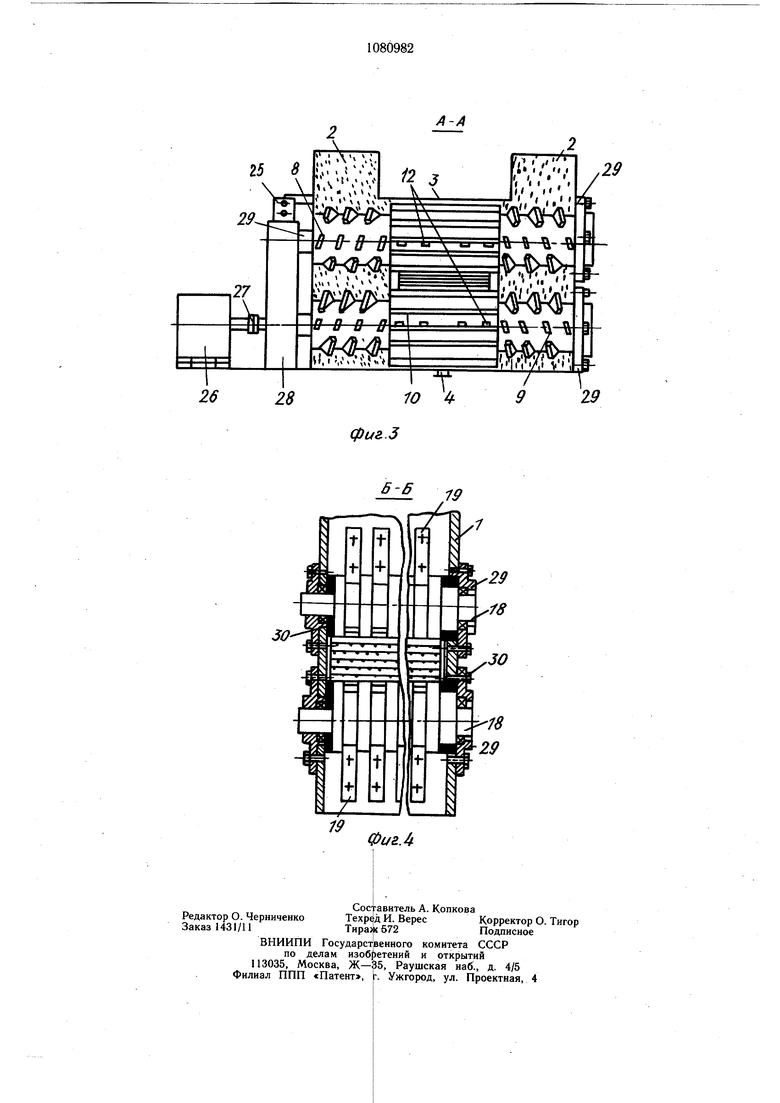
Изобретение относится к строительной технике и может быть применено для изготовления армоцементных плит. Известно устройство для формования армоцементных, изделий, содержащее смонтированные на самоходном портале бункер, механизм натяжения сетки и вертикально подвижный рабочий орган с фиксатором положения армирующей сетки 1. Недостатками известного устройства являются дискретный процесс получения изделия, послойное формование и низкая производительность труда. Целью изобретения является повышение производительности труда и качества изделий путем непрерывной подачи формовочной смеси с двух сторон армирующего пакета. Указанная цель достигается тем, что в устройстве для формования армоцементных плит, содержащем подающий орган для армирующего элемента и рабочий орган, рабочий орган выполнен из двух сообщающихся между собой бункеров, внутри которых установлены один над другим с зазором щнеки с правой и левой винтовыми лопастями на концах последних, а участок каждого щнека, расположенный между винтовыми лопастями, выполнен в виде ротора с лопатками из дугообразных пластинчатых пружин. . На фиг. 1 схематически изобнажено предлагаемое устройство, вид сбоку; на фиг. 2 - то же, вид в плане; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1. Устройство для формования армоцементных плит, состоит из корпуса 1, в котором размещены рабочий и подающий органы и приводы. Рабочий орган выполнен из двух бункеров 2 и соединяющей их центральной части 3, заполненных смесью. В нижней половине центральной части имеется отверстие 4 для удаления смеси из рабочего органа после окончания работы. Верхняя и нижняя половина центральной части разделены зазором для прохода непрерывно подаваемого армирующего пакета 5. В рабочем органе один над другим с зазором размещены валы 6, на каждом из которых установлены по краям на щпонках 7 щнеки с правым 8 и левым 9 винтовыми расположениями лопастей, а в середине установлен ротор 10 со сменными лопатками 11, выполненными в виде дугообразных пластинчатых пружин, установленными параллельно образующих валов и имеющими крепление 12. На ограничительных бортах 13 корпуса установлен подающий орган, состоящий из расположенных один над другим попарно с зазором подающих валов 14 с зубчатыми дисками по краям, тянущих валов 15с зубчатыми дисками по краям, а также выглаживающих роликов 16, состоящих из расположенных один над другим с зазором гладких осей, а между стенками корпуса попарно один над другим с зазором установлены направляющие ролики 17 и уплотнительные ролики 18. Уплотнительные ролики 18 имеют проточки, в которых установлены П-образные пружины изгиба 19, контактирующие как со стенками корпуса, так и с боковыми стен«нами проточек, перекрывая тем самым выход смеси. Пружины изгиба 19 имеют пазы для крепления и регулировки их в проточках для создания зазора, обеспечивающего проход необходимого количества смеси для получения защитных поверхностных слоев с двух сторон на армоцементной плите 20 у щели на выходе ее из рабочего органа. Щель на выходе состоит из неподвижной части 21, являющейся продолжением стенок корпуса. Такое расположение обеспечивает необходимую толщину нижнего защитного поверхностного слоя и подвижной части 22, расположенной над ней с зазором, необходимым для формования верхнего защитного слоя. Подвижная часть 22 установлена с возможностью перемеще вертикальных направляющих корпуса с помощью пневматического привода 23, работающего от пневмосети 24, обеспечивающего закрытие щели. Щель на входе состоит из тех же элементов, выполняющцх только операцию открытия и закрытия щели. На пульте 25 управления, кроме рукояток кранов, расположены кнопки синхронного включения и выключения электродвигателей 26 приводов. Приводы валов и роликов состоят из электродвигателей 26, муфт 27, редукторов 28, которые обеспечивают показанное на чертеже стрелками направление вращения и необходимые скорости вращения валов и роликов Все валы и ролики вращаются в подщипннковых узлах 29, имеющих уплотнения 30, защищающих их от попадания смеси или пыли Устройство работает следующим образом. При подаче армирующего пакета 5 к подающим валам 14 от киопки на пульте 25 управления производится синхронное включение электродвигателей 26 приводов. Зубчатые диски подающих валов 14, цепляясь за верхнюю и нижнюю сетки армирующего пакета, подают его к входной Щели. Подвижная часть щели 22, перекрывающая совместно с неподвижной частью щели 21 выход смеси из центральной части 3, открывается пневмоприводом 23 нажатием соответствующей кнопки на пульте 25 управления, тем самым обеспечивая проход армирующего пакета к направляющим роликам 17. Ролики направляют армирующий элемент между лопатками 11 роликов 10, расположенных на валах 6, в центральной частн 3 рабочего органа. Сюда из бункеров 2 шнековыми насадками с правым 8 и левым 9 винтовыми расположениями лопастей нагнетается смесь, которая лопатками 11 подается с двух сторон на проходящий армирующий пакет 5, наполняя его. При этом, как минимум, по две лопатки контактируют с каждой из двух сторон армирующего пакета 5. Изгиб лопатки 11 возрастает с момента касания ею армирующего пакета 5 н имеет максимум в момент пересечения изогнутой частью, лопатки, движущейся по поверхности армирующего пакета оси, проходящей через центры валов 6.
На этом отрезке пути происходит уменьшение объема смеси, находящейся между лопатками, и дополнительное вдавливание смеси в армирующий пакет. Затем армирующий пакет 5 проходит между уплотнительными роликами 18, которые вращаясь, затягивают под себя смесь, производят дополнительное уплотнение ее с двух сторон в армирующий пакет. При этом часть необходимой для двухстороннего формования защитных поверхностных слоев смеси посту пает через зазор, образованный регулируемыми П-образными пластинчатыми пружинами изгиба 19, размещенными в проточках уплотнительных роликов 18. При этом по сигналу от соответствующей кнопки на пульте 25 управления подвижная часть 22 щели пневматическим приводом 23 поднята на высоту, необходимую для создания верхнего защитного слоя, а расположение неподвижной части 21 щели относительно уплотннтельных роликов 18, обеспечивает формование необходимой толщины нижнего защитного слоя на наполненном армирующем пакете 5. Зубчатыми дисками тянущих валов 15, отформованная армоцементная плита подается под выглаживаю щие ролики 16, которые устраняю следы от зубчатых дисков, создают определенную толщину защитных слоев с двух сторон армоцементной плиты.
Использование предлагаемого устройства, исключающего формы, матрицы, поддоны, послойное формование и дискретность процесса формования армоцементной плиты за счет предлагаемого одновременного двухстороннего наполнения пакета смесью, вдавливания, уплотнения смеси движущегося армирующего элемента и создание с двух сторон защитных поверхностных слоев на армоцементной плите позволяет повысить производительность труда в 2 раза и обеспечить качество защитных слоев.
Кроме того, объединение устройства с подающим армирующий пакет рольгангом и конвейером, подающим армоцементную плиту на последующую термообработку для окончательного затвердевания смеси, позволяет использовать предлагаемое устройство на всех железобетонных заводах, изготавливающих стеновые панели жилых зданий, кровельные панели, шахты лифтов.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования криволинейных армоцементных изделий | 1981 |
|
SU996210A1 |
| Сепаратор для сыпучих материалов | 1983 |
|
SU1103908A2 |
| Пневматический конусный измельчитель зерна | 2019 |
|
RU2717041C1 |
| Устройство для формования армоцементных плит | 1960 |
|
SU146220A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ APMOHEMEHTfiblX НАПОРНЫХ ТРУБь5'^:=-иТ1;Л | 1965 |
|
SU168168A1 |
| Смеситель для сыпучих кормов | 2019 |
|
RU2705334C1 |
| Бетоноукладчик установок для формования тел вращения | 1987 |
|
SU1495129A2 |
| ТРАНСПОРТЕР ЗЕРНОУБОРОЧНОГО КОМБАЙНА | 1972 |
|
SU345644A1 |
| Рабочий орган бестраншейного трубоукладчика | 1975 |
|
SU557150A1 |
| БЕТОНОУКЛАДЧИК | 2005 |
|
RU2293653C1 |
УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ АРМОЦЕМЕНТНЫХ ПЛИТ, содержащее подающий орган для армирующего элемента и рабочий орган, отличающееся тем, что, с целью повыщения производительности труда и качества изделий путем непрерывной подачи формовочной смеси с двух сторон армирующего пакета, рабочий орган выполнен из двух сообщающихся между собой бункеров, внутри которых установлены один над. другим с зазором щнеки с правой и левой винтовыми лопастями на концах последних, а участок каждого щнека, расположенный между винтовыми лопастями, выполнен в виде ротора с лопатками из дугообразных пластинчатых пружин.
7 26 2 I
; .
г-УЛ.- ,...
26 26
2В 13
WLJ ш
« ч
..
v;:i;v
фиг,2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для формования армоцементных изделий | 1977 |
|
SU631349A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
