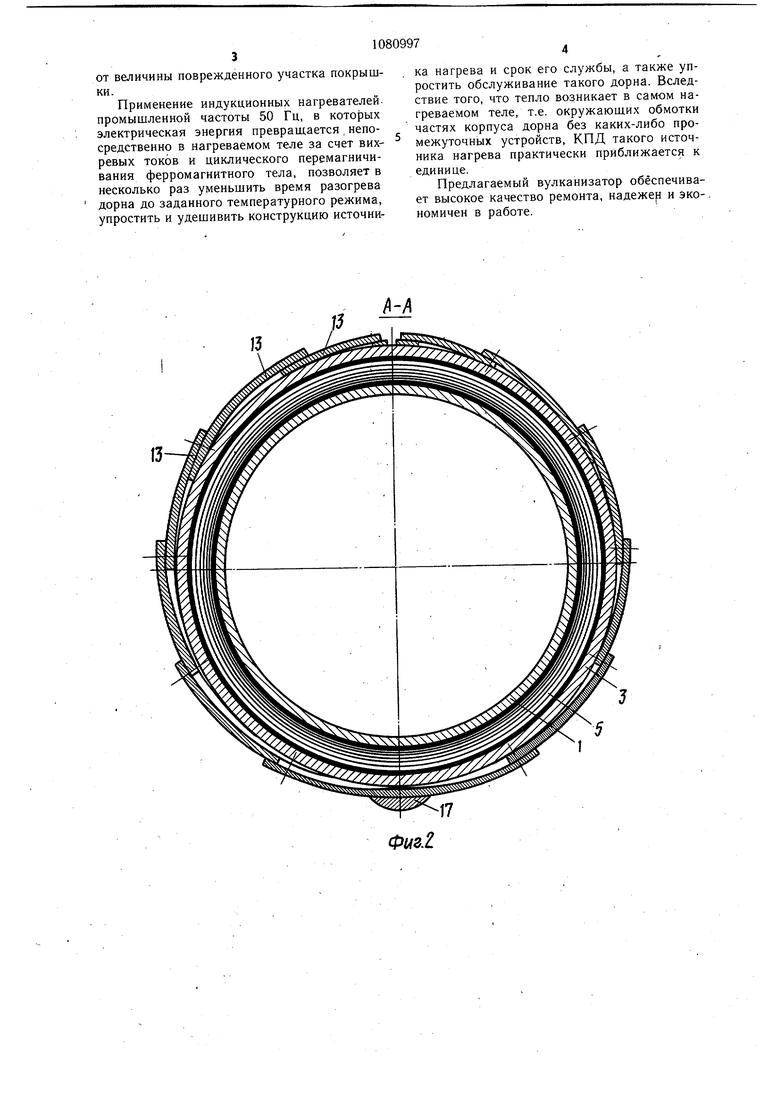
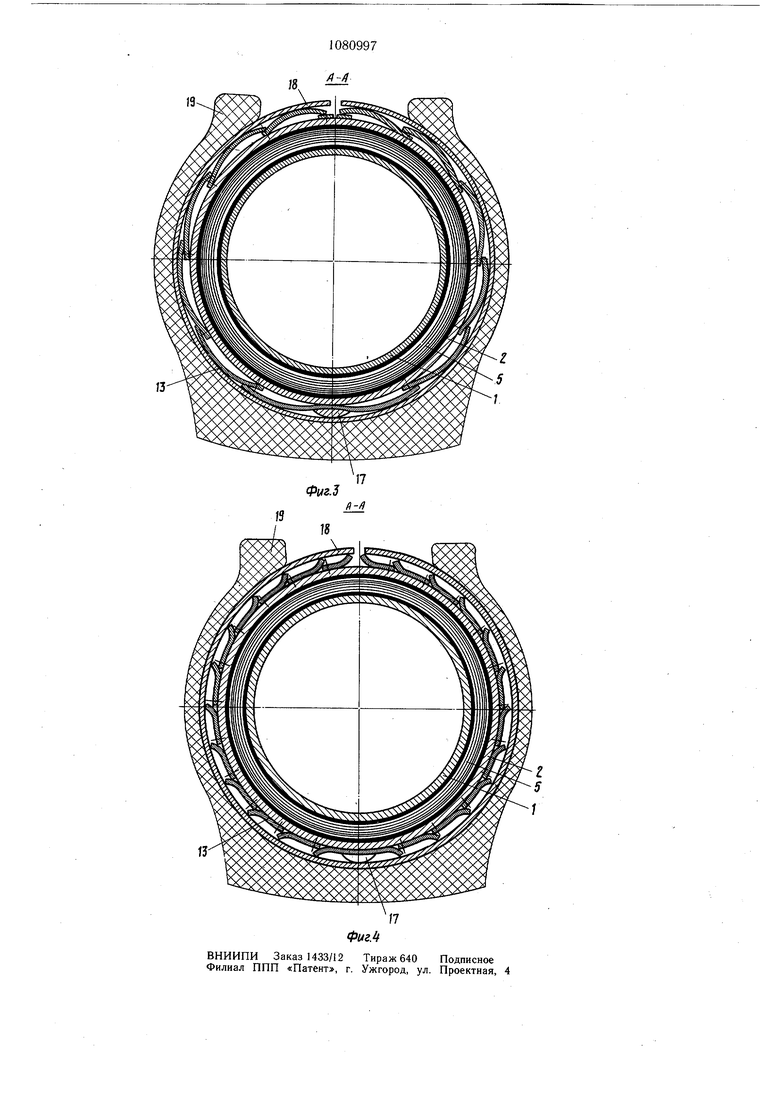
00 о со | Изобретение относится к оборудованию для ремонта местных повреждений автомобильных и других шин и может быть использовано на шиноремонтных заводах. Известен вулканизационный дорн для ремонта покрышек пневматических шин, содержаший жесткий корпус в форме части тора с продольными каналами и расположеные в последних электронагреватели 1. Однако известный дорн не обеспечивает равномерного нагрева вулканизуемого участка покрышки и, следовательно, заданного качества ремонта. Наиболее близким к изобретению по технической сущности и достигаемому результату, является вулканизационный дорн для ремонта покрышек пневматических шин содержащий жесткий корпус в форме части тора, концентрично на нем расположенное опрессованное приспособление и средство для нагрева. Опрессовочное приспособление выполнено в виде эластичной подушки, а средство для нагрева - в виде парогенератора, связанного с эластичной подушкой 2. Однако известный дорн имеет значительное время для выхода на заданный температурный режим из-за значительного объема рабочей полости для теплоносителя и низкой теплопроводности сравнительно толстой стенки эластичной подушки, что снижает ка чество ремонта. Кроме того, в процессе работы известного дорна опрессовочное приспособление находится под значительными избыточным давлением (до 25 кгс/см), вследствие чего возможно нарушение герметичности опрессовочного приспособления, что снижает надежность работы дорна. Целью изобретения является повышение качества ремонта и надежности работы. Поставленная цель достигается тем, что в вулканизационном дорне для ремонта покрышек пневматических шин, содержащем жесткий корпус в форме части тора, концентрично на нем расположенное опрессовочное приспособление и средство для нагрева, корпус состоит из двух коаксиально расположенных трубчатых элементов, выполненных из ферромагнитного материала, средство для нагрева выполнено в виде размещенных в кольцевом зазоре между трубчатыми элементами индукционных катушек, между которыми установлены перегородки из ферромагнитного материала, а опрессовочное приспособление выполнено в виде набора термобиметаллических пластин, смонтированных на наружном трубчатом элементе со взаимным перекрытием. , На фиг. 1 изображен предлагаемый вулканизационный дорн; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - то же, в процессе работы; на фиг. 4 - то же, вариант расположения термобиметаллических пластин. Вулканизационный дорн для ремонта покрышек пневматических шин содержит жесткий корпус в форме части тора, выполненный из двух коаксиально расположенных трубчатых элементов 1 и 2 с фланцами 3 и 4. Трубчатые элементы 1 и 2 выполнены из ферромагнитного материала -и снабжены средством для нагрева в виде размещенных в кольцевом зазоре между элементами 1 и 2 индукционных катушек 5, между которыми установлены перегородки 6 из ферромагнитного материала. Для обеспечения возможности секционного нагрева дорна имеются датчики 7 температуры, выводы 8 которых подключены к выводному устройству 9. Выводы 10 индукционных катушек 5 подключаются к выводному устройству 11. Концентрично на жестком корпусе дорна расположено опрессовочное приспособление 12, которое выполнено в виде набора термобиметаллических пластин 13, смонтированных на наружном трубчатом элементе 1 со .взаимным перекрытием и связанных с ним одними концами. Для обдува дорна охлаждаюц им воздухом имеется перфорированный коллектор 14, к которому через клапан 15 подводится .воздух. Для обеспечения жесткости конструкции фланцы 3 и 4 прикрепленны к элементам. 1 и 2 с помощью винтов 16. Нижний гребень 17 служит нюкней опорой дорна. Прокладка 18 предназначена для равномерного распределения усилий от пластин 13 на ремонтируемую покрышку 19 (фиг. 3). Дорн работает следующим образом. Дорн устанавливается в ремонтируемую покрышку 19 и всместе с ней в секторный вулканизатор (не показан). Вводные устройства 9 и II подключают к шкафу управления (не показан). При подаче электрического напряжения на индукционные катушки 5 ток, протекающий в катушке, индуктирует в ферромагнитном материале элементов 1 и 2 и перегородок 6 вихревые токи, которые разогревают корпус дорна. От корпуса разогреваются термобиметаллические пластины 13, которые, изгибаясь, создают заданное, давление на ремонтируемый участок покрышки через прокладку 18 и обеспечивают передачу тепла. При этОм пластины 13 свободными концами могут быть обращены к элементу 2 (фиг. 3) или к прокладке 18 (фиг. 4). По истечении заданного времени вулканизации с индукционных катушек 5 снимается электрическое напряжение и в коллектор 14 подается воздух. Воздух, проходя через отверстия во фланце 4, обдувает термобиметаллические пластины 13 и наружный элемент 2. Происходит охлаждение дорна и возвращение в исходное положение термобиметаллических пластин. После окончания охлаждения пokpыщкy спредируют и из нее извлекают дорн. Можно включать средство для нагрева по секциям в зависимости
от величины поврежденного участка покрышки.
Применение индукционных нагревателей, промышленной частоты 50 Гц, в которых электрическая энергия превращается , непосредственно в нагреваемом теле за счет вихревых токов и циклического перемагничивания ферромагнитного тела, позволяет в несколько раз уменьшить время разогрева дорна до заданного температурного режима, упростить и удешивить конструкцию источника нагрева и срок его службы, а также упростить обслуживание такого дорна. Вследствие того, что тепло возникает в самом нагреваемом теле, т.е. окружающих обмотки частях корпуса дорна без каких-либо промежуточных устройств, КПД такого источника нагрева практически приближается к единице.
Предлагаемый вулканизатор обеспечивает высокое качество ремонта, надежен и экономичен в работе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вулканизационный дорн | 1983 |
|
SU1106676A1 |
| ВУЛКАНИЗАТОР ДЛЯ РЕМОНТА МЕСТНЫХ ПОВРЕЖДЕНИЙ ШИН | 1993 |
|
RU2047491C1 |
| ВУЛКАНИЗАТОР ДЛЯ РЕМОНТА МЕСТНЫХ ПОВРЕЖДЕНИЙ ПНЕВМАТИЧЕСКИХ ШИН ТРАНСПОРТНЫХ СРЕДСТВ | 1999 |
|
RU2154576C1 |
| Устройство для местной вулканизации шин | 1983 |
|
SU1140981A1 |
| Способ изготовления покрышек пневматических шин | 1985 |
|
SU1326433A1 |
| Пресс-форма для вулканизации покрышек пневматических шин | 1990 |
|
SU1776228A3 |
| Вулканизационный дорн | 1985 |
|
SU1260226A1 |
| Устройство для вулканизации покрышек пневматических шин | 1990 |
|
SU1763215A1 |
| СПОСОБ ВУЛКАНИЗАЦИИ ВОССТАНАВЛИВАЕМЫХПОКРЫШЕК | 1972 |
|
SU422624A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1989 |
|
SU1631882A1 |
ВУЛКАНИЗАЦИОННЫЙ ДОРН ДЛЯ РЕМОНТА ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН, содержащий жесткий корпус в форме части тора, концентрично на нем расположенное опрессовочное приспособление и средство для нагрева, отличаю- . щийся тем, что, с целью повышения качества ремонта и надежности работы, корпус состоит из двух коаксиально расположенных трубчатых элементов, выполненных из ферромагнитного материала, средство для нагрева выполнено в виде размещенных в кольцевом зазоре между трубчатыми элементами индукционных катушек, между которыми установлены перегородки из ферромагнитного материала, а опрессовочное приспособление выполнено в виде набора термобиметаллических пластин, смонтированных на наружном трубчатом элементе со взаимным перекрытием. i
ф1Ае2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Переносное устройство для вулканизации внутренних поверхностей покрышек | 1961 |
|
SU145333A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 294429.0, кл | |||
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ СКОРОСТИ ТЕЧЕНИЯ ВОДЫ И ОДНОВРЕМЕННОГО ПОЛУЧЕНИЯ ПРОБ ЕЕ | 1925 |
|
SU425A1 |
| Пробочный кран | 1925 |
|
SU1960A1 |
