изобретение относится к машиностроению, а именно к линиям для тепловой и механической обработки изделий, например заготовок колес. Известна линия для обработки изделий, содержащая сушило с устройством загрузки, конвейеры, механизм передачи изделий между конвейерами, камеру нагрева и устройство механической зачистки изделий 1. Недостатком линии является низкая производительность вследствие неритмичной подачи изделий устройством загрузки сушила. Целью изобретения является повышение производительности линии. Для достижения поставленной цели поточная линия для обработки изделий, содержащая сушило с устройством загрузки, конвейеры, механизмы передачи изделий между конвейерами, камеру нагрева и устройство механической зачистки изделий, снабжена установленным перед устройством загрузки сушила со стороны подачи изделий, накопителем, представляющим собой наклонные направляющие, закрепленные на раме, и механизмом поштучной выдачи изделий из накопителя, имеющим поворотный от привода рычаг и упор, щарнирно связанные между собой и с рамой, при этом рычаги с упорами, установлены над выходным участком направляющих накопителя, а устройство загрузки сушила состоит из тележки, установленной с возможностью перемешения перперпендикулярно к направляющим накопителя, копира, размещенного параллельно направлению перемещения тележки, наклонных направляющих, закрепленных на тележке и являющихся продолжением направляющих накопителя, и двуплечего подпружиненного рычага с роликом, смонтированного шарнирно на тележке, при этом ролик установлен с возможностью взаимодействия с копиром.
Привод тележки содержит силовой цилиндр, закрепленную на тележке рейку, фиксаторы с пазами для перемещения рейки, ползун, шарнирно соединенный с фиксаторами, и вилку со штырями, закрепленную на штоке силового цилиндра, при этом штыри размещены в пазах фиксаторов.
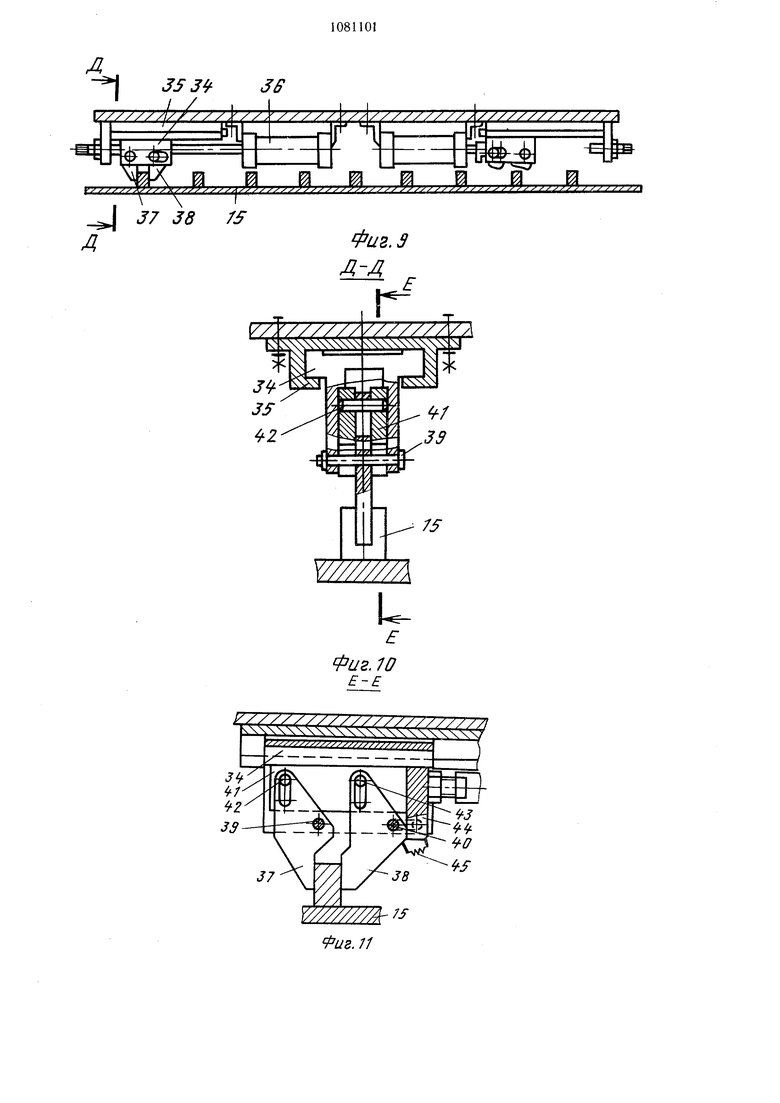
На фиг. 1 схематично изображена линия, вид сверху; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - механизм поштучной выдачи заготовок; на фиг. 6 - фиксатор заготовок на тележке; на фиг. 7 - узел I на фиг. 6; на фиг. 8 - вид Г на фиг. 7; на фиг. 9 - шаговый привод тележки; на фиг. 10 - разрез Д-Д на фиг. 9; на фиг. 11 - разрез Е-Е на фиг. 10 {когда фиксаторы шагового привода в рабочем гюложении, т.е. в зацеплении е делительной рейкой); на фиг. 12 - разрез Е-Е на фиг. 10 (когда фиксаторы шагового
который имеет возможность перемещаться по копиру 31, жестко укрепленному вдоль рельсового пути 13. Рычаг 28 подпружинен пружиной 32. Та часть копира 31, которая пересекает ось центрального ручья и шагового конвейера 2, имеет выступ 33, в который имеет возможность последовательно заходить ролик 30 и обеспечивать поворот рычага 28 вокруг оси 29.
Шаговый привод перемещения тележки 14 выполнен в виде ползуна 34, имеющего возможность возвратно-поступательного движения в направляющей 35 от цилиндра 36. На ползуне шарнирно с возможностью поворота установлены фиксаторы 37 и 38, взаимодействующие с делительной рейкой 15. Фиксаторы 37 и 38 на ползуне 34 установлены на штырях 39 и 40 и одновременно на вилке 41 штока цилиндра 36 установлены на штырях 42 и 43. Вилка 41 имеет возможность ограниченного возвратно-поступательного перемещения относительно ползуна 34 и имеет выступ 44, ограничивающий поворот фиксатора 38. Фиксатор 38 с вилкой 41 связан пружиной 45. Шаговый конпривода в холостом положении, т.е. не взаимодействуют с делительной рейкой). Предлагаемая линия состоит из накопителя 1, шагового конвейера 2, установки 3 для сушки с устройством загрузки, установки 4 для очистки, поворотного устройства 5, цепного конвейера 6, камеры 7 нагрева. Накопитель 1 выполнен из левой 8 и правой 9 кассет с наклонными ручьями для заготовок колес, установленными на раме 10. Каждая кассета и ручей имеют в нижней части механизм 11 поштучной выдачи заготовок, а в верхней части - загрузочное устройство 12. Вдоль нижней части кассет расположен рельсовый путь 13, на котором с возможностью перемешения установлена тележка 14 и делительная рейка 15. Заготовки в ручьях располагаются в вертикальном (катучем) положении между наклонными направляющими 16. Механизм 11 поштучной выдачи заготовок состоит из двуплечего рычага 17, соединенного шарнирно пальцем 18 с приводом 19, а пальцем 20 - с поворотным упором 21, который имеет возможность поворота вокруг оси 22 и опирается на регулировочный болт 23. Соединение рычага 17 с упором 21 осуществляется пальцем 20 через отверстие 24 на упоре, которое на несколько диаметров больше диаметра пальца 20. Качание рычага 17 осуществляется вокруг оси 25. На тележке 14 смонтированы наклонные направляющие 26 для одного ряда колес и для каждого ручья фиксаторы 27 заготовок. Фиксатор 27 состоит из двуплечего рычага 28, установленного с возможностью поворота вокруг оси 29, при этом одно плечо рычага удерживает заготовку, а второе оканчивается роликом 30
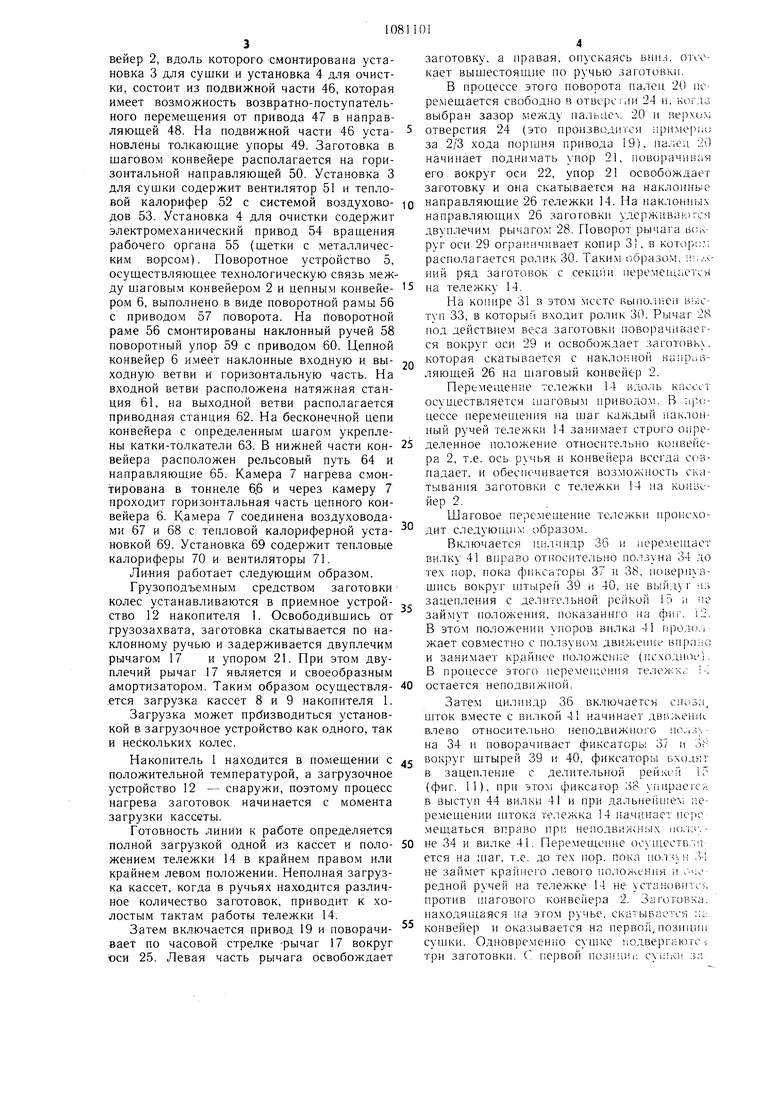
вейер 2, вдоль которого смонтирована установка 3 для сушки и установка 4 для очистки, состоит из подвижной части 46, которая имеет возможность возвратно-поступательного перемещения от привода 47 в направляющей 48. На подвижной части 46 установлены толкающие упоры 49. Заготовка в шаговом конвейере располагается на горизонтальной направляющей 50. Установка 3 для сушки содержит вентилятор 51 и тепловой калорифер 52 с системой воздуховодов 53. Установка 4 для очистки содержит электромеханический привод 54 вращения рабочего органа 55 (щетки с металлическим ворсом). Поворотное устройство 5, осуществляющее технологическую связь между ашговым конвейером 2 и цепным конвейером 6, выполнено в виде поворотной рамы 56 с приводом 57 поворота. На поворотной раме 56 смонтированы наклонный ручей 58 поворотный упор 59 с приводом 60. Цепной конвейер 6 и.меет наклонные входную и выходную ветви и горизонтальную часть. На входной ветви расположена натяжная станция 61, на выходной ветви располагается приводная станция 62. На бесконечной цепи конвейера с определенным шагом укреплены катки-толкатели 63. В нижней части конвейера расположен рельсовый путь 64 и направляющие 65. Камера 7 нагрева смонтирована в тоннеле 6,6 и через камеру 7 проходит горизонтальная часть цепного конвейера 6. Камера 7 соединена воздуховодами 67 и 68 с тепловой калориферной установкой 69. Установка 69 содержит тепловые калориферы 70 и вентиляторы 71.
Ли-ния работает следующим образом.
Грузоподъемным средством заготовки колес устанавливаются в приемное устройство 12 накопителя . Освободившись от грузозахвата, заготовка скатывается по наклонному ручью и задерживается двуплечим рычагом 17 и упором 21. При этом двуплечий рычаг 17 является и своеобразным амортизатором. Таким образом осуществля.ется загрузка кассет 8 и 9 накопителя 1.
Загрузка может производиться установкой в загрузочное устройство как одного, так и нескольких колес.
Накопитель 1 находится в помещении с положительной температурой, а загрузочное устройство 12 - снаружи, поэтому процесс нагрева заготовок начинается с момента загрузки кассеты.
Готовность линии к работе определяется полной загрузкой одной из кассет и положением тележки 14 в крайнем правом или крайнем левом положении. Неполная загрузка кассет, когда в ручьях находится различное количество заготовок, приводит к холостым тактам работы тележки 14.
Затем включается привод 19 и поворачивает по часовой стрелке -рычаг 17 вокруг оси 25. Левая часть рычага освобождает
заготовку, а правая, опускаясь вниз, отсекает вышестоящие по ручью заготовки.
В процессе этого поворота палец 20 по ре.мещается свободно в отверсгия 24 li, кочма выбран зазор между па.1ьие. 20 н отверстия 24 {это производится лримерш; за 2/3 хода поршня привода 19), палец 20 начинает поднимать упор 21, поворачивая его. вокруг оси 22, упор 21 освобождает заготовку и она скатывается на наклонные направляющие 26 тележки 14. На наклонных направляющих 26 заготовки удерживаются двуплечим рычагом 28. Поворот рычага вок руг оси 29 ограничивает копир 31. в которо:; располагается ролик 30. Таки.м образом., нм/лНИИ ряд за|-отовок с секц1 и перемешается на тележку 14.
На копире 31 в этом мосте выпо.П.ен Bi.icтуп 33, в который входит ролик 30. Рычаг 28 под действием веса заготовк поворачивается вокруг оси 29 и освобождает заготовку, которая скатывается с накло -:ной направляющей 26 на шаговый конвейер 2.
Перемещение тележки 14 вдоль кассет осуществляется шаговым приводом. В upi;цессе перемещения на шаг каждый 11аклонный ручей тележки 14 занимает строго определенное положение относительно конвейера 2, т.е. ось ручья и конвейера всегда совпадает, и обеспечивается возможность скатывания заготовки с тележки 14 на кошзейер 2.
Шаговое перемещение тележки происходит следующим образом.
Включается цилиндр 35 и перемешает вилку 41 вправо относите.чьно ползуна 34 до тех пор, пока фиксаторы 37 и 38, поверпхвшисв вокруг 1итырей 39 и 40, не выйдуг и; зацепления с делительной рейкой 15 и iie займут положения, показаннго на фиг. llf. В этом положении упоров вилка 41 продол жает совместно с ползуном двилчепие впра;к) и занимает крайнее положение (исходное). В процессе этого иеремеи ения тележк,: остается неподвижной.
Затем цилиндр 36 включается снс:-за, шток вместе с вилкой 41 начинает влево относительно неподвижного noji,-;;. на 34 и поворачивает фиксаторы 37 и 3;вокруг штырей 39 и 40, фиксаторы входят в зацепление с делительной рейкой К (фиг. П), при фиксатор 38 уиираегея в выступ 44 вилки 41 и при дальнейшел перемещении штока те.1ежка 14 наш.нае: пере мешаться вправо при неподви.лчных ио.ке,не 34 и вилке 41. Перемещение осушсств/ei ется на шаг, т.е. до тех пор. пока иол 3не займет крайнего левого гиолойчения и ч-чередной ручей на тележке 14 не установите;;. против шагового конвейера 2. Заготовка. находян1аяся на это.м ручье, скатываемся :u: конвейер и оказывается на первой,позиции сушки. Одновременно сушке модвергаюте-; три заготовки. ( первой поЗлип-. cyiiiKii з;;
готовка перемещается на вторую, затем на третью. С третьей позиции сушки заготовка перемещается на позицию очистки, а затем - в поворотное устройство.
Перемещение заготовки по этим позициям осуществляется щаговым конвейером 2. Включается привод 47 конвейера 2 и перемещает подвижную часть 46, на которой укреплены упоры 49. Подвижная часть 46 перемещается в направляющей 48 и упорами 49 перемещает заготовку по горизонтальному ручью 50. Перемещение заготовки производится на определенный щаг. При обратном ходе подвижной части 46 упоры 49 свободно проходят над заготовкой и занимают исходное положение (фиг. 2).
Сушка заготовок в установке 3 для сущки осуществляется горячим воздухом.
Вентилятор 51 нагнетает воздух через тепловой калорифер 52 и далее на заготовку. Больщая часть отработанного воздуха по воздуховоду 53 обратно всасывается вентилятором 51, т.е. происходит рециркуляция воздуха. После сушки заготовка подается конвейером 2 в установку 4 для очистки. В этой установке с обеих сторон заготовки установлены щетки 55 с металлическим ворсом. Эти щетки вращаются от электромеханического привода 54.
При вращении щеток металлический ворс очищает заготовку от окалины, ржавчины и т.д. Очищенная заготовка выталкивается из установки 4 конвейером 2 на следующую рабочую позицию - поворотное устройство 5. Заготовка, попав в поворотное устройство 5, скатывается по наклонному ручью 58 и фиксируется поворотным упором 59 с приводом 60 поворота. При наличии заготовки в поворотном устройстве 5 срабатывает привод 57 и поворачивает поворотную раму 56 с заготовкой на определенный угол. Наклонный ручей 58 устанавливается против приемного рельсового пути 64 конвейера 6.
При наличии свободного места на рельсовом пути 64 срабатывает привод 60 и поворачивает упор 59, освобождая заготовку, которая скатывается на рельсовый путь 64. На рельсовом пути 64 заготовка в катучем
(вертикальном) положении удерживается направляющей 65. Бесконечная цепь конвейера катками-толкателями 63 упирается в верхнюю часть заготовки и перекатывает ее по рельсовому пути 64 вдоль всего конвейера 6, сначала по наклонной входящей ветви, затем по горизонтальной части и по наклонной выходной ветви.
Перемещение бесконечной цепи конвейера с катками-толкателями 63 осуществляется от приводной станции 62, а натяжение цепи - от натяжной станции 61. Горизонтальная часть конвейера проходит через камеру 7 нагрева. Камера нагрева соединена воздуховодами 67 и 68 с тепловой калориферной установкой 69. В калориферной уста5 новке воздух вентиляторами 71 нагнетается в тепловой калорифер 70, нагревается и по воздуховоду 67 подается в камеру 7 нагрева. Горячий воздух проходит вдоль конвейера с заготовками и нагревает их. Отработанный (охлажденный воздух) по газоходу 68 всасывается вентилятором 71, т.е. происходит рециркуляция больщей части воздуха. Нагретая заготовка, пройдя камеру нагрева, по наклонной выходной ветви поднимается из тон неля 66 и выкатывается в цех, где принима5 ется определенными устройствами дяя дальнейшей обработки.
При необходимости экстренной подачи заготовок в цех, минуя процесс накопления з правой 9 и левой 8 кассетах с последующей
погрузкой на тележку 14, в работу включается только центральный ручей. Заготовки устаналиваются в приемное устройство 12 этого ручья, его загрузка и поштучная выдача осуществляется аналогично вышеописанной. Отличие лишь в том, что заготовки в шаговый конвейер 2 перекатываются, не задерживаясь на тележке 14, фиксатор 27 заготовку не задерживает, так как одно плечо рычага 28 постоянно находится в выступе 33.
0 Предлагаемая лоточная линия для обработки изделий позволяет повысить производительность технологического процесса сушки, очистки и нагрева изделий. p-Tr:raq i - IM П I Фиг. / J // / S 7072 / V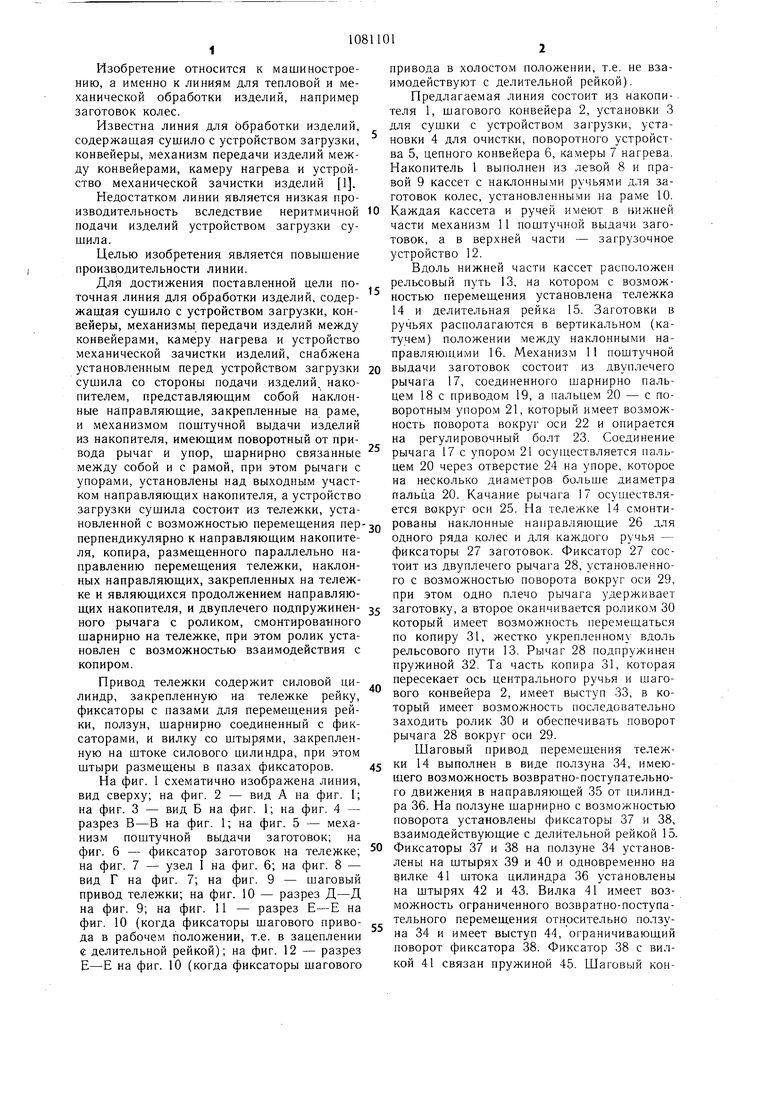

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия штамповки поворотных кулаков | 1987 |
|
SU1466868A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
| Устройство для подачи заготовок | 1987 |
|
SU1648729A1 |
| Линия индукционного нагрева заготовок прямоугольного сечения | 1989 |
|
SU1746177A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Автоматическое загрузочное устройство | 1984 |
|
SU1220783A1 |
| Устройство для пакетирования изделий с отверстиями | 1987 |
|
SU1406035A1 |
| Устройство для вырубки заготовокиз лиСТОВыХ МАТЕРиАлОВ | 1978 |
|
SU802071A2 |
| Шаговый конвейер для перемещения заготовок через цилиндрический индуктор | 1988 |
|
SU1597398A1 |
| Транспортно-накопительная система автоматической линии | 1982 |
|
SU1146178A1 |


1. ПОТОЧНАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ, содержащая сушило с устройством загрузки, конвейеры, механизм передачи изделий между конвейерами, камеру нагрева и устройство механической зачистки изделий, отличающаяся тем, что, с целью повышения производительности, она снабжена установленным перед устройством загрузки сушила со стороны подачи изделий накопителем, представляюш,им собой наклонные направляюш.ие, закрепленные на раме, и механизмом поштучной выдачи изделий из накопителя, имеюшим поворотный от привода рычаг и упор, шарнирно связанные между собой и с рамой, при этом рычаги с упорами установлены над выходным участком направляющих накопителя, а устройство загрузки сушила состоит из тележки, установленной с возможностью перемеш,ения перпендикулярно к направляюшим накопителя, копира, размешенного параллельно направлению перемещения тележки, наклонных направляюш,их, закрепленных на тележке и являюшихся продолжением направляющих накопителя, и двуплечего подпружиненного рычага с роликом, смонтированного шарнирно на тележке, при этом pOvTHK установлен с возможностью взаимодействия с копиром. S 2. Линия по п. 1, отличающаяся тем, что (Л привод тележки содержит силовой цилиндр, закрепленную на тележке рейку, фиксаторы с пазами для перемешения рейки, ползун, щарнирно соединенный с фиксаторами, и вилку со штыря.ми, закрепленную на щтоке силового цилиндра, при этом штыри разме(НШБ щены в пазах фиксаторов.
Фиг.
JB
2S23 73
Фиг, 6
Вид г
33 J/
Фиг. 7
Фиг. 8
Jff
/
///////l// / / /У / /
//.
Ж
I J J/ J
rs
д
Фиг. W
Е-Е
////////7/7/7/7////Л
///////////
0 f/
Фиг. П
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Строительные машины | |||
| Справочник под ред | |||
| В | |||
| А | |||
| Баумана и др | |||
| Т | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Стиральная машина для войлоков | 1922 |
|
SU210A1 |
| Ротационный фильтр-пресс для отжатия торфяной массы, подвергшейся коагулированию, и т.п. работ | 1924 |
|
SU204A1 |
