Ю
:л 1 Изобретение относится к машиностроению, пpeи fylцecтвeннo электротех ническому, и может быть использован при изготовлении электрических маши с коллекторами из графита. Известен способ изготовления гра фитового коплектора электрической машины, при котором на угольной заг товке, сцент.рированной на держателе, выполняют радиальные пазы и заполни ют их изолирующей смолой С3Недостатком способа является то, что при заполнении пазов угольной заготовки изолирующим материалом возможно наличие раковин,что снижает качество изготавливаемых коллект ров . Наиболее близким к изобретению по технической сущности и достигаемому результату является способ изготовления графитового коллектора электрической машины, включающий изготовление заготовки в виду втулк с радиальными пазами по числу коллекторных пластин и технологическим ободом, заполнение пазов изолирующим материалом ,его отверждение н удаление технологического обода1 2}. Однако известный способ непозвол ет получить равномерное заполнение пазов полимерным изолирующим матери лом вследствие того,что введение те мостойкого изолирующего материала в узкие пазы производится под oijределенным избыточным давлением мат риала, причем с увеличением высоты пазов и уменьшением их ширины.давление необходимо увеличивать,что приводит к разрушению графитовых коллекторных пластин. В свою оче--. редь ,недостаточное давление изолир ющего материала приводит к образованию газовых включений в зоне заполнения н,как следствие,снижает ка чество изоляции между коллекторными пластинами. Целью изобретения является повышение качества изготавливаемых изделий путем исключения повреждения коллекторных пластин при заполнении пазов изолирующим материалом. Поставленная дель достигается тем, что согласно способу изготовления графитового коллектора элект рической машины, включающему изгото ление заготовки в виде втулки с радиальными пазами по числу коллектрр 552 ных пластин и технологическим ободом, заполнение пазов изолирующим материалом, его отверждение и удаление технологического обода,пазы выполняют с припуском по высоте,перед заполнением пазов изолирующим материалом на их дно устанавливают технологические электроды с электропроводностью выше электропроводности материала коллектора, заполнение пазов изолирующим-материалом производят методом электростатического напьтения,а удаление технологических электродов осуществляют с уда- лением технологического обода. Кроме того, при нанесении изолирующего материала его уплотняют диэлектрической щеткой. На чертеже изображен графитовый коллектор электрической машины. Способ осуществляется следующим образом. Прессуют заготовку коллектора 1 в виде втулки из графита с технологическим ободом 2 под механическую обработку. Прорезают радиальные пазы 3 с припуском по высоте паза. Устанавливают на дно пазов технологические электроды, 4,например медные проволочные электроды, удельное сопротивление которых значительно меньше, чем у графита, и производят заполнение пазов коллектора эпоксидным порошкообразным компаундом 5, например ЭВМ-6 ТУОАЮ.504.018, методом электростатического напыления при напряжении 35 кВ,После заполнения пазов изолирующим материалом кол-лектор растачивают до диаметра d и удаляют технологические электроды вместе с технологическим ободом 2.Затем полученный коллектор напрессовывают на коллекторную втулку и выполняют механическую обработку по наружному диаметру D и торцевым поверхностям, В процессе нанесения изолирующего материала для его уплотнения в пазах 3 на наружный диаметр устанавливают диэлектрическую щётку 6. Использование изобретения обеспечивает возможность получения графитовых коллекторов без механического воздействия на коллекторные пластины, что важно для предотвращения их повреждения, и равномерное заполнение пазов изолирующим материалом.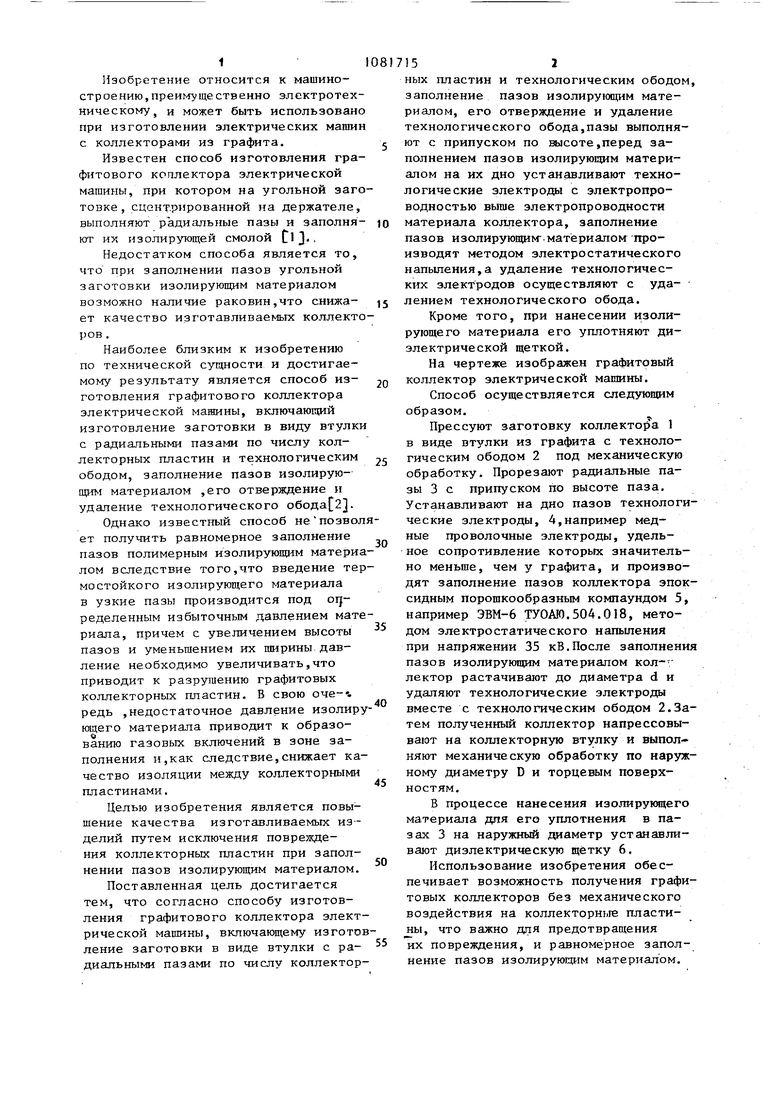
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления коллектора электрической машины | 1983 |
|
SU1098057A1 |
| Способ изготовления графитовых коллекторов электрических машин | 1977 |
|
SU680093A1 |
| Способ изготовления коллектора электрической машины и сборки его с якорем | 1982 |
|
SU1046815A1 |
| Способ изготовления коллектораэлЕКТРичЕСКОй МАшиНы и СбОРКиЕгО C яКОРЕМ | 1979 |
|
SU813569A1 |
| Способ изготовления коллектора электрической машины | 1988 |
|
SU1603468A1 |
| Способ изготовления коллектора электрической машины | 1985 |
|
SU1309135A1 |
| Способ изготовления якоря электрической машины с коллектором | 1975 |
|
SU556525A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2079196C1 |
| Коллектор электрической машины | 1979 |
|
SU843056A1 |
| Способ изготовления торцевого коллектора электрической машины | 1977 |
|
SU705578A1 |
1, СПОСОБ ИЗГОТОВЛЕНИЯ ГРАдаТОВОГО КОЛЛЕКТОРА ЭЛЕКТРИЧЕСКОЙ МАШНЫ, включающий изготовление заготовки в виде втулки с радиальными пазами по числу коллекторных пластин н технолоЫческим обо дом, заполнение пазов изолирующим материалом,его отверждение и удаление технологического обода, отличающийся тем, что, с целью поклшения качества изготавливаемых изделий путем исключения повреждения коллекторшлх пластин при заполнении пазов изолирующим материалом, пазы выполняют с припуском по высоте, перед заполнением пазов изолирукицим материалом на их дно устанавливают технологические электроды с электропроводностью выше Злектропроводности материала коллектора, заполнение пазов изолирующим материалом производят методом электростатического напыления,а удаление технологических электродов осуществляют одновременно с удалением технологического обода. 9 2. Способ по п. 1, о т л и ч а ющ и и с я тем,что при нанесении f-Чзолирующе го материала его уплотняют днэлектрической щеткой.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для получения дыма для копчения | 1940 |
|
SU61049A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ФИЛЬТР ДЛЯ ОБЕЗЗАРАЖИВАНИЯ ВОДЫ | 1933 |
|
SU38051A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
