Изобретение относится к трубному производству, а точнее к внутренним оправкам трубосварочных станов, и может быть использовано при реконструкции старых и проектировании новых трубосварочных станов для производства труб большого диаметра. Известна внутренняя оправка к стану высокочастотной сварки труб, содержащая раму, в гнездах которой на осях установлены опорные ролики, роликовые проводки и плавающую роликовую обойму, состоящую из нескольких роликов со свободно смещающимися осями, опираюш 1хся друг на. друга I. Недостаток конструкции внутренней оправки - износ в процессе работы контактирующих поверхностей оси опорных валков и направляющих гнезд, что вызывает перекос осей опорных валков, заклинивание и, в результате, снижает качество свяррых швов, так как происходит смещение осей . опорных валков относительно осей рабочих валков клетей стана. Наиболее близкой по технической сущности к предлагаемой является внутренняя оправка трубосварочнного стана, содержащая раму, на которой на осях смонтированы верхние опорные валки и размещенные диаметрально противоположно им нижние опорные валки, имеющие механизм уравновещивания, и планки износа 2. Недостаток известной конструкции внутренней оправки заключается в неравномерном износе сменных планок нижних опорных валков и направляющих гнезд рамы, вследствие чего происходит перекос осей опорных валков и .смещение их относительно осей рабочих валКов клетей трубосварочного стана. В свою очередь, это вызывает превыщение свариваемых кромок трубы и увод стыка кромок с оси сварки. Кроме того, при неравномерном износе сменных планок и направляющих гнезд необходимо периодически замерять величину их износа и осуществлять изготовление и подгонку новых планок по месту, что ведет к потере рабочего времени и снижает производительность стана. Цель изобретения - повыщение производительности процесса и качества сварного соединения трубы за счет повыщения точности регулировки положения осей опорных валков. Поставленная цель достигается тем, что во внутренней оправке трубосварочного стана, содержащей раму, на осях которой смонтированы верхние опорные валки и размещенные диаметрально противоположно им нижние опорные валки, имеющие меха визм уравновещивания, и планки износа, каждый нижний опорный валок снабжен механизмом для регулирования положения 76 его. оси в плоскости, перпендикулярной к диаметральной, установленным с возможностью взаимодействия с планками износа. Такое конструктивиое выполнение внутренней оправки трубосварочного стана позволяет повысить качество сварного соединения трубы благодаря тому, что зазоры, образуемые в результате изнбса планок, устраняют посредством соответствующего перемещения скоб механизма для регулировки оси нижнего опорного валка до их взаимодействия с планками износа. Это обеспечивает точную безлюфтовую установку осей нижних опорных валков относительно осей верхних опорных валков и. соответсгвенно, осей рабочих валков клетей ста- на. При этом исключаются потери времени на замену и подгонку планок в результа-Г те их износа, что увеличивает производительность стана. Кроме , указанный механизм при задаче в стан ассиметричных. трубных заготовок позволяет сместить оси нижних опорных валков таким образом, что бы компенсировать увод кромок заготовок относительно оси сварки, а следовательно, -повысить качество сварного соединения. На фиг. 1 изображена внутренняя оправка трубосварочного стана, общий вид; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4 - вид Б на фиг. 1; на фиг. 5 - сечение В-В на фиг. 1. Внутренняя оправка трубосварочного стана состоит из рамы 1, на которой в гнездах 2 на осях 3 смонтированы верхние 4 и нижние 5 опорные валки, и роликовых проводок 6. Нижние опорные валки 5 установлены с возможностью вертикального перемещения с помощью механизма уравновещивания, состоящего из щтока 7 с пружиной 8, опорной щайбы 9 и регулирующей гайки 10. На осях 3 опорных валков 5 установлены планки П износа. В гнезде 2 каждого опорного валка 5 размещен механизм для регулирования положения его оси относительно оси верхнего опорного валка 4, выполненный в виде взаимодействующих с планками 11 износа бащмаков 12 скобообразной формы, установленных на направляющих гиезд 2 и фиксируемых после установки посредством болтов 13. Между бащмаками 12 и направляющими гнезда 2 установлены клинья 14, перемещаемые посредством винтов 15, размещенных в направляющих гнезда 2. Устройство работает следующим образом. При задаче трубной заготовки 16 нижние опорные валки 5 отжимаются, их оси 3 вместе с планками II перемещаются вверх. При выходе заготовки 16 из стана пружины 8 возвращают валки 5 в исходное положение, т.е. в процессе сварки труб нижние опорные валки 5 постоянно совершают возвратно-поступательное движение, вследствие чего поверхности планок 11 подвергаются интенсивному износу. Для компенсацни образующихся зазоров, вызывающих смещение осей нижних опорных валков и их перекос, отпускают болты 13 к посредством затягивания винтов 15 перемещают клинья 14 между направляющими гнезда 2 н башмаками 12, что в свою очередь, вызывает смещение башмаков 12 относительно болтов 13 до взаимодействия с планками П. Это позволяет регулировать положение осей нижних опорных валков 5 относительно осей верхних опорных валков i4 и, соответственно, осей рабочих валков 17 клетей стана по мере износа планок И. После этого болты 13 затягивают, фнксируя башмаки 12 в новом положении. При задаче ассиметричных трубных заготовок посредством башмаков 12 смещают валки 5 до компенсации ими увода кромок трубных заготовок относительно оси сварки. Предлагаемая внутренняя оправка .трубосварочного стана по сравнению с известными позволяет повысить качество сварного соединения трубы благодаря точной регулировке осей опорных валков относительно осей рабочих валков клети, вследствие чего исключаются превышения свари-, ваемых кромок и увод их стыка с оси сварки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Внутренняя оправка трубосварочного стана | 1982 |
|
SU1082512A1 |
| ВНУТРЕННЯЯ ОПРАВКА ТРУБОСВАРОЧНОГО СТАНА | 1993 |
|
RU2070450C1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2005 |
|
RU2287389C1 |
| Внутренняя оправка трубосварочного стана | 1987 |
|
SU1489869A1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2012 |
|
RU2504449C1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ДВУХШОВНЫХ ТРУБ | 2005 |
|
RU2296024C2 |
| Внутренняя оправка трубосвароч-НОгО CTAHA | 1977 |
|
SU818698A1 |
| Внутренняя оправка трубосварочногоСТАНА | 1979 |
|
SU804052A1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ ТРУБ НА НЕПРЕРЫВНЫХ СТАНАХ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2007240C1 |
| СПОСОБ И СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2013 |
|
RU2546951C2 |

ВНУТРЕННЯЯ ОПРАВКА Т1 УБОСВАРОЧНОГО СТАНА, содержащая раму, на осях которой смонтированы верхние опорные валки и размещенные диаметрально противоположно им нижние опорные валки, имеющие механизм уравновешивания, и планки износа, отличающаяся тем, что, с целью повышения качества соединения и производительности процесса за счет повышения точности и упрощения регулирования положения осей валков, каждый нижний опорный валок снабжен механизмом для регулирования положения его оси в плоскости, перпендикулярной к диаметральной, установленным с возможностью взаимодействия с планками износа.. (Л | 00 О5 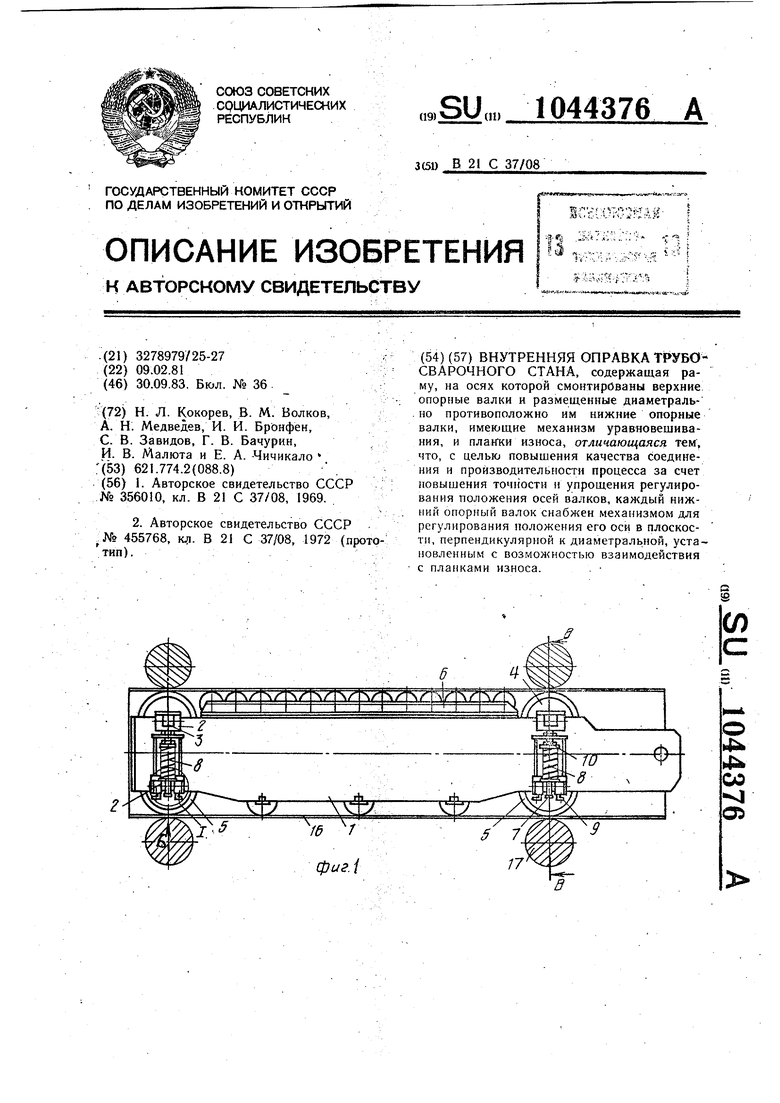
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ВНУТРЕННЯЯ ОПРАВКА К СТАНУ ВЫСОКОЧАСТОТНОЙ СВАРКИ ТРУБ | 0 |
|
SU356010A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР | |||
| Внутренняя оправка трубосварочного стана | 1972 |
|
SU455768A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
