(54) ВНУТРЕННЯЯ ОПРАВКА ТРУБОСВАРОЧНОГО СТАНА
| название | год | авторы | номер документа |
|---|---|---|---|
| Внутренняя оправка трубосварочного стана | 1982 |
|
SU1082512A1 |
| Внутренняя оправка трубосварочного стана | 1987 |
|
SU1489869A1 |
| Внутренняя оправка трубосварочного стана | 1981 |
|
SU1044376A1 |
| Роликовое устройство для деформирования внутреннего грата в электросварных трубах | 1983 |
|
SU1118446A1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2005 |
|
RU2287389C1 |
| ВНУТРЕННЯЯ ОПРАВКА ТРУБОСВАРОЧНОГО СТАНА | 1993 |
|
RU2070450C1 |
| Устройство для сварки прямошовных труб | 1976 |
|
SU764765A1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА КОНЕЧНОЙ ДЛИНЫ | 2002 |
|
RU2215605C2 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ ТРУБ НА НЕПРЕРЫВНЫХ СТАНАХ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2007240C1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ДВУХШОВНЫХ ТРУБ | 2005 |
|
RU2296024C2 |
1
Изобрете-ние относится к производству электросварных труб, а точнее к конструкциям внутренних огграйок трубосварочных станов и может быть использовано при проектировании новых и реконструкции существующих трубосварочных станов для сварки технологических или рабочих щвов.
Известна внутренняя оправка к стану высокочастотной сварки труб, содержащая раму с опорными роликами, расположенными в сечениях приводных клетей стана, роликовые проводки, ролики для обеспечения угла схождения кромок и ролики, обеспечивающие осадку кромок и расположенные близко к зоне сварки 1.
Недостатком так&й конструкции является низкая надежность и долговечность работы оправки в результате заклинивания и выхода из строя роликов, расположенных близко к зоне сварки, из-за того, что брызги металла, вылетающие из очага сварки, накапливаются в зазоре между роликами и их обоймами в виде сплощной массы металла.
Наиболее близкой к предлагаемой по тех нической сущности является внутренняя оп
равка трубосварочного стана, содержащая укрепленные на раме опорные ролики, роликовые проводки, внутренние ролики для обеспечения угла схождения .кромок заготовки и ролики, стабилизирующие положение щва 2).
Недостаток данной конструкции внут,ренней оправки трубосварочного стана заключается в том, что снижается надежность и долговечность ее работы, так как в процессе сварки брызги металла, вылетающие из очага сварки, накапливаются в зазоре между торцовыми поверхностями внутренних роликов и их обоймами, при этом на торцовой поверхности роликов образуется сплощная плотная масса металла в виде «корки , что приводит к закливкванию и повреждению роликов и выходу из строя оборудования. Кроме того, для такой конструкции внутренней оправки характерны потери в производительности стана за счет вынужденных простоев на очистку торцовых поверхностей роликов.
Цель изобретения - увеличение надежности и долговечности работы внутренней оправки.
Поставленная цель достигается тем, что во внутренней оправке трубосварочного стана, содержащей раму, опорные ролики, роликовые проводки, ролики для обеспечения угла схождения кромок и ролики, стабилизирующие положение шва, на торцовых поверхностях роликов, обеспечивающих стабилизацию положения щва, выполнены спиральные выступы,направленные в сторону, противоположную рабочему направлению вращения роликов.
Такое.конструктивное выполнение внутренней оправки трубосварочного стана позволяет предотвратить повреждения и заклинивания роликов, близко расположенных к зоне сварки, брызгами металла, вылетающими из очага сварки и накапливающимися в виде сплощной массы в зазоре между ро; ликами, стабилизирующими положение щва и их обоймами, за счет выполнения на торцовых поверхностях указанных роликов спиральных выступов, направленных в сторону, противоположную вращению валков.
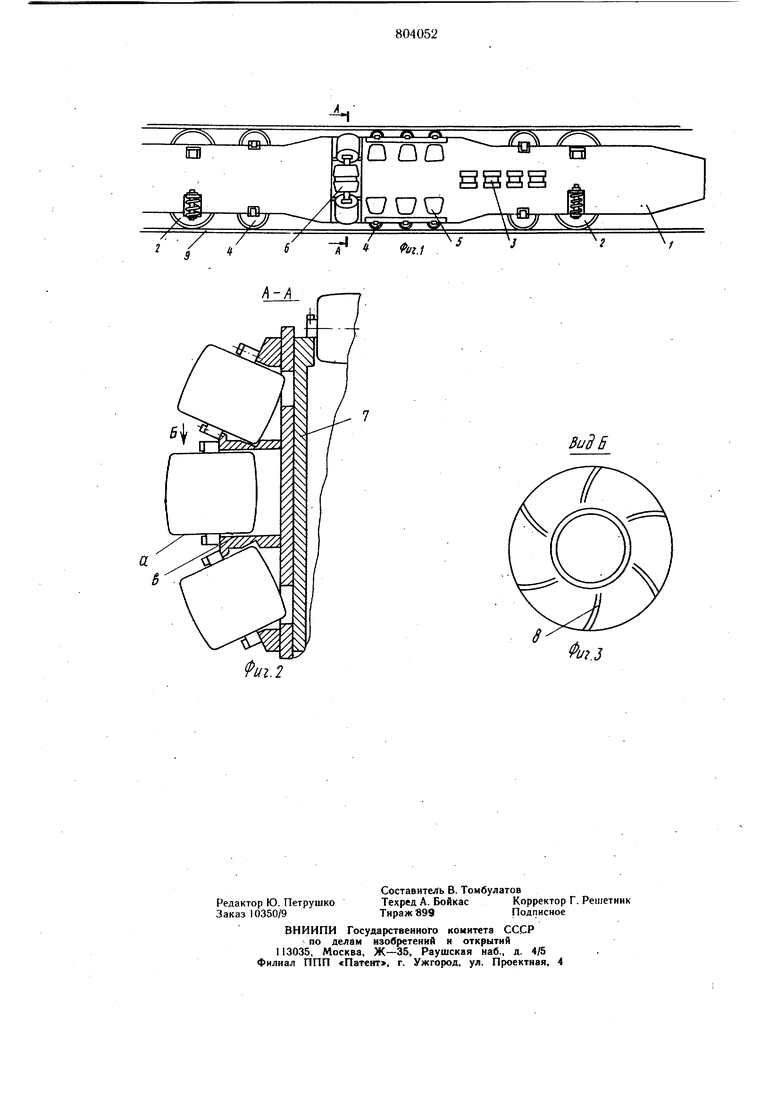
На фиг. I изображена внутренняя оправка трубосварочного стана.; общий вид; на фиг. 2 -г- разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 2.
Внутренняя оправка трубосварочного стана состоит из рамы 1, опорных роликов 2, расположенных в сечениях приводных клетей, боковых роликов проводок 3, нижних и верхних роликовых проводок 4, роликов 5 ДЛЯсоздания необходимого угла схождения кромок, роликов 6, заключенных в обойму 7, стабилизирующих положение щва и расположенных Б непосредственной близости от зоны сварки. На торцовых поверхностях роликов 6 выполнены спиральные выступы 8, направленные в сторону, противоположную направлению вращения роликов 6. Между торцовыми поверхностями а роликов 6 и поверхностью в обоймы 7 зазор, в котором накапливаются брызги металла, вылетаю щие из очага сварки, составляет 5-7мм.
Устройство работает следующим образом.
Трубная заготовка 9 подается на. оправку, опорные ролики 2 вместе с приводными
наружными роликами перемещают трубную заготовку к обжим11ым валкам сварочной клети. Ролики 5 создают необходимый угол схождения кромок. Кромки прогревают токами высокой частоты до сварочной температуры и сдавливают их в калибре сварочной клети до образования сварочного соединения. Для стабилизации положения щва установлены ролики 6 в обойме 7. В процессе сварки наклонные выступы 8, выполненные на торцовых поверхностях роликов 6 (крыщках роликов), разделяют брызги металла, вылетающие из очага сварки, не дают возможности образовываться сплощным массам металла и под действием сильного напора охлаждающей воды вымываются с поверхности ролика.
Предлагаемая внутренняя оправка трубосварочного стана по сравнению с известными позволяет увеличить производительность стана за счет исключения вынужденных простоев на очистку и удаление накопивщихся брызг металла, а также на замену выщедщего из строя инструмента. Вследствие этого увеличивается надежность и долговечность работы инструмента.
Формула изобретения
Внутренняя оправка трубосварочного стана, содержащая укрепленные на раме опорные ролики, роликовые проводк 1. ролики для обеспечения угла схождения кромок и ролики, стабилизирующие положение щва, отличающаяся тем, что, с целью повыщения надежности и долговечности работы внутренней оправки, ролики, стабилизирующие положение щва, выполнены со спира.тьными выступами на торцах, направленными в,сторону, противоположную рабочему направлению й)ащения роликов.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 35.6010, кл. В 21 С 37/08, 1969.
/
-®-ЕВ.
Л.
о
::/ чг
/ ,7
т « ./ V
V
Л-/1
fcr
