Фде./
Изобретение относится к трубному производству, а именно к внутренним оправкам трубосварочных станов, и может быть использовано при реконструкции старых и проектировании новых трубосварочных станов для производства труб большого диаметра, . Цель изобретения - повышение качества и расшириние технологических ig возможностей при сварке труб одновременно несколькими сварочными головками.
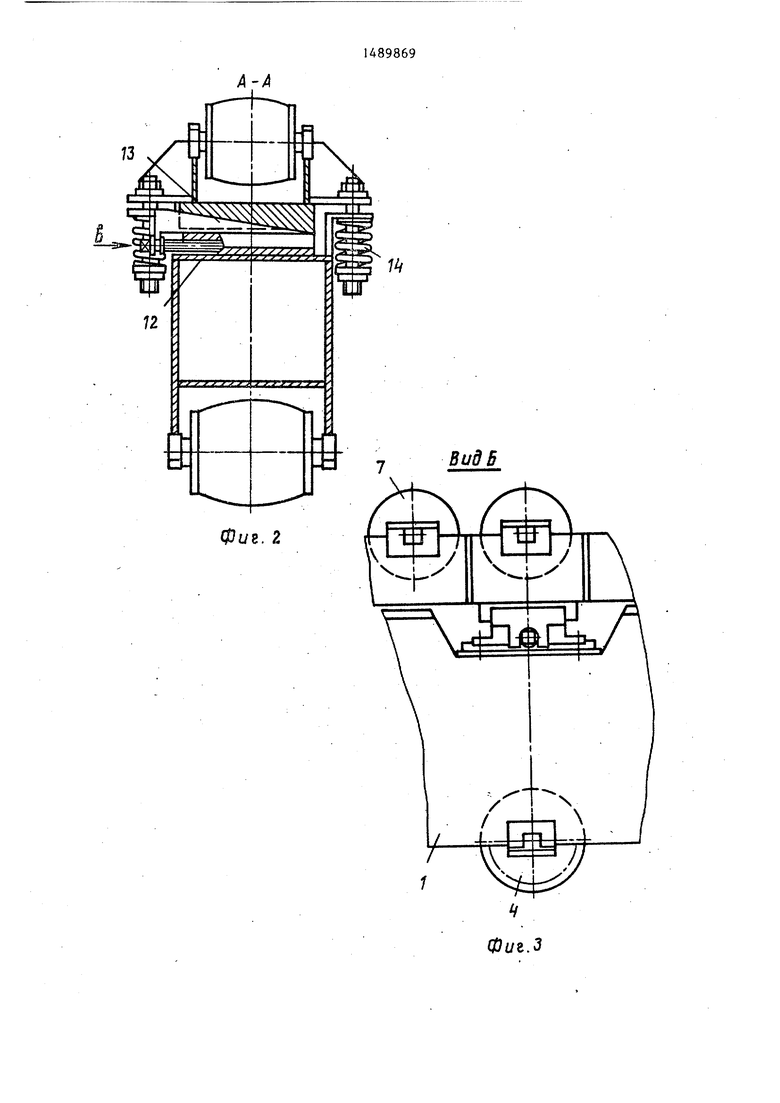
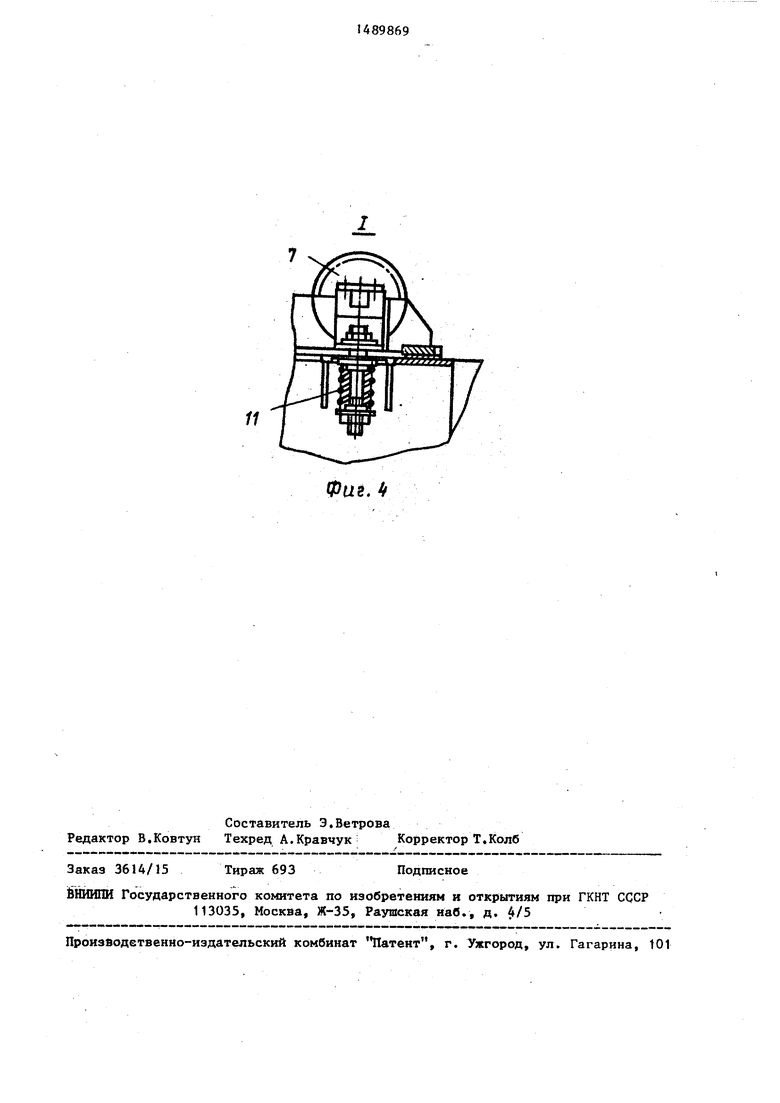
На фиг. изображена внутренняя оправка трубосварочного стана, об- 15 щий вид; на фиг,2 - то же, разрез А-А на фиг.1; на фиг.З - то же, вид Б на фиг.2; на фиг.4 - узел I на фиг.1,
Внутренняя оправка трубосварочно-: 20 гр стана содержит раму 1, на которой смонтированы верхние и нижние опорные валки 2 и 3, нижнюю 4 и верхние 5 роликовые проводки 5. Нижние опорные валки 3 установлены с возможно- 25 стыо вертикального перемещения с помощью механизма 6 уравновешивания. Ролики 7 верхних проводок 5 объединены по числу сварочных головок 8 в
их внутри на кромки трубной заготовки 15.
Учитывая, что образующая пове ность трубной заготовки 15 вдоль линии стыка имеет вид ломаной лиш из-за нестабильности размеров меж кромками в начале, середине и кон полуцилиндров, роликовые кассеты под каждым сварочным аппаратом 8 занимают положение, при котором угол,-образованный касательной к поверхности роликов и горизонтом, идентичен углу наклона образующей трубной заготовки 15 на соответс вующем участке. При этом кромки трубной заготовки 15 ока гываются выравненными в горизонтальной пло кости и образуют стык без превыше После наложения технологическог шва тян /щими клeтя йl 16 сваренная трубная заготовка 15 выдается из на с маршевой скоросч ью, при этом те участки трубной заготовки, у к торых угол наклона образущей не с падает с углом наклона касательно к .роликам проводки, т.е. вертикал ный размер оправки больше расстоя между швами, отжимают кассету вн
кассеты 9, каж/дая из которых посред- . 50 предотвращая тем сат-м разрывы и
трещины технологического шва. Пос ле выхода заготовки пр жины-компе саторы 11 восстаналивают настройк роликовых проводок.
ством механизма 10 имеет возможность вертикального перемещения, ограниченного в пределах нестабильности размеров по длине заготовки механизмом 1I уравновешивания.
Механизм 10 вертикального перемещения каждой кассеты 9 выполнен в виде подвижного от винта 12 клина 13. Механизм 11 уразвновеитивашш выполнен в виде пружин-компенсаторов 14
Устройство работйсгт следующим образом.
Трубная заготовка 15 валками тянущей клети 16 с помощью верхнего и нижнего опорньк валков 2 и 3 внут- (ренней оправки задается передним торцом до оси последней по ходу движе ния заготовки 15 сварочной головки 8 и останавливается.
Затем включаются в работу одновременно все сварочные аппараты 8 и привод тлН5пцих клетей.
При своем движении заготовка 15 воздействует через ролики 7 каждой кассеты 9 на механизмы уравновеши- .вания 11, которые, ограничивая вертикальное перемещение роликов 7, обеспечивают поджатие и воздействие
их внутри на кромки трубной заготовки 15.
Учитывая, что образующая поверхность трубной заготовки 15 вдоль линии стыка имеет вид ломаной лиш-ти из-за нестабильности размеров между кромками в начале, середине и конце полуцилиндров, роликовые кассеты 9 под каждым сварочным аппаратом 8 занимают положение, при котором угол,-образованный касательной к поверхности роликов и горизонтом, идентичен углу наклона образующей трубной заготовки 15 на соответствующем участке. При этом кромки трубной заготовки 15 ока гываются выравненными в горизонтальной плоскости и образуют стык без превышени После наложения технологического шва тян /щими клeтя йl 16 сваренная трубная заготовка 15 выдается из стна с маршевой скоросч ью, при этом те участки трубной заготовки, у которых угол наклона образущей не совпадает с углом наклона касательной к .роликам проводки, т.е. вертикальный размер оправки больше расстояни между швами, отжимают кассету вниз
предотвращая тем сат-м разрывы и
трещины технологического шва. После выхода заготовки пр жины-компен- саторы 11 восстаналивают настройку роликовых проводок.
При изменении толщины стенки . свариваемой трубы настройку роликовых кассет по высоте осзл ествляют переме- 1 ;виием клиньев.
При использовании изобретения снижается время .на перестройку оправки и повьш1ается качество труб за счет обеспечения оптимального расположе- ,ния кромок перед сваркойе Формула изобре тения
Внутренняя оправка трубосварочного стана, содержащая раму, верхние и ни::ние опорные валки и нижнюю и верхмою роликовые проводки, о т л и - чающая с к .тем, что, с целью повышения качества и расширения технологических возможностей при сварке труб одновременно нecкoльки и свароч.ными головками, ролики верхней роликовой проводки объединены в кассеты по числу сварочных головок, а каждая кассета снабжена механизмом уравновешивания, выполненным в виде, пружин-компенсаторов, и механизмом перемещения в вертикальной плоскости.
f/
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2005 |
|
RU2287389C1 |
| ВНУТРЕННЯЯ ОПРАВКА ТРУБОСВАРОЧНОГО СТАНА | 1993 |
|
RU2070450C1 |
| Внутренняя оправка трубосварочногоСТАНА | 1979 |
|
SU804052A1 |
| Внутренняя оправка трубосварочного стана | 1982 |
|
SU1082512A1 |
| Внутренняя оправка трубосварочного стана | 1981 |
|
SU1044376A1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ДВУХШОВНЫХ ТРУБ | 2005 |
|
RU2296024C2 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ | 2006 |
|
RU2344011C2 |
| Внутренняя оправка трубосварочного стана | 1972 |
|
SU455768A1 |
| Стан для сборки и сварки прямошовных труб | 2017 |
|
RU2635649C1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА КОНЕЧНОЙ ДЛИНЫ | 2002 |
|
RU2215605C2 |
Изобретение относится к трубному производству и м.б. использовано при реконструкции старых и проектировании новых трубосварочных станов для производства труб большого диаметра. Цель изобретения - повышение качества и расширение технологических возможностей при сварке труб одновременно несколькими сварочными головками. При сварке трубной заготовки 15 несколькими сварочными головками 8 кромки заготовки удерживаются в оптимальном положении роликами 7, объединенными в кассеты 9 по числу сварочных головок. Уравновешивающие механизмы 11 кассет обеспечивают образование стыка кромок без превышений на соответствующем участке. Конструкция оправки обеспечивает упрощение настройки устройства при переходе на другой размер изготовляемых труб и повышение качества сварного соединения труб за счет оптимального взаимного расположения кромок перед сваркой. 4 ил.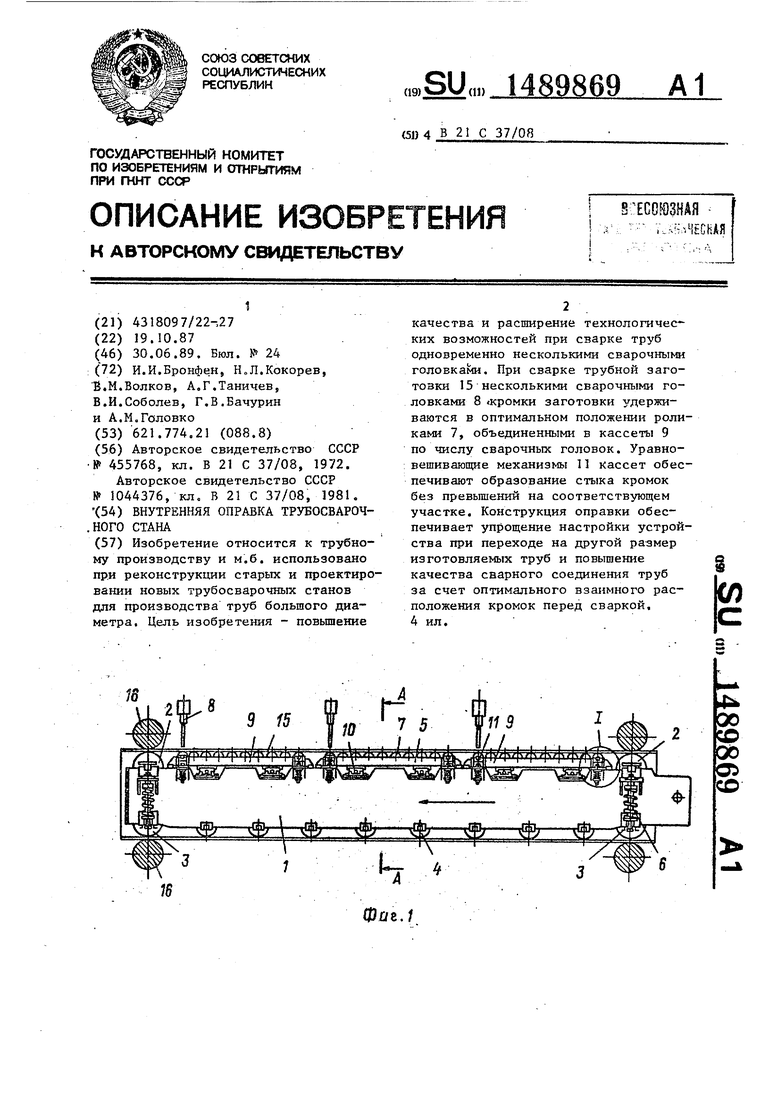
Фи.
Составитель Э.Ветрова Редактор В.Ковтун Техред А.Кравчук Корректор Т.Колб
Закаэ 3614/15
Тираж 693
&НИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. /5
Производетвенно-иэдательскиЙ комбинат Патент, г. Ужгород, ул. Гагарина, 101
Подписное
| Внутренняя оправка трубосварочного стана | 1972 |
|
SU455768A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Внутренняя оправка трубосварочного стана | 1981 |
|
SU1044376A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
