Изобретение относится к области строительства трубопроводов, в частности устройств для их сборки под сварку.
Известны внутренние центраторы для сборки труб иод сварку, содержащие корпус с разжимными сегментами, приводимыми в движение рычажно-винтовым механизмом разжатия.
Однако при иомощи этих центраторов нельзя собирать трубы переменного сечения.
Отличием предложенного центратора является то, что сегменты шарнирно установлены в сферических гнездах, выполненных в рычагах механизма разжатия. Это позволяет расширить номенклатуру, повысить качество центрирования и облегчить извлечение центратора из криволинейных труб.
Сущность изобретения поясняется фиг. I-3.
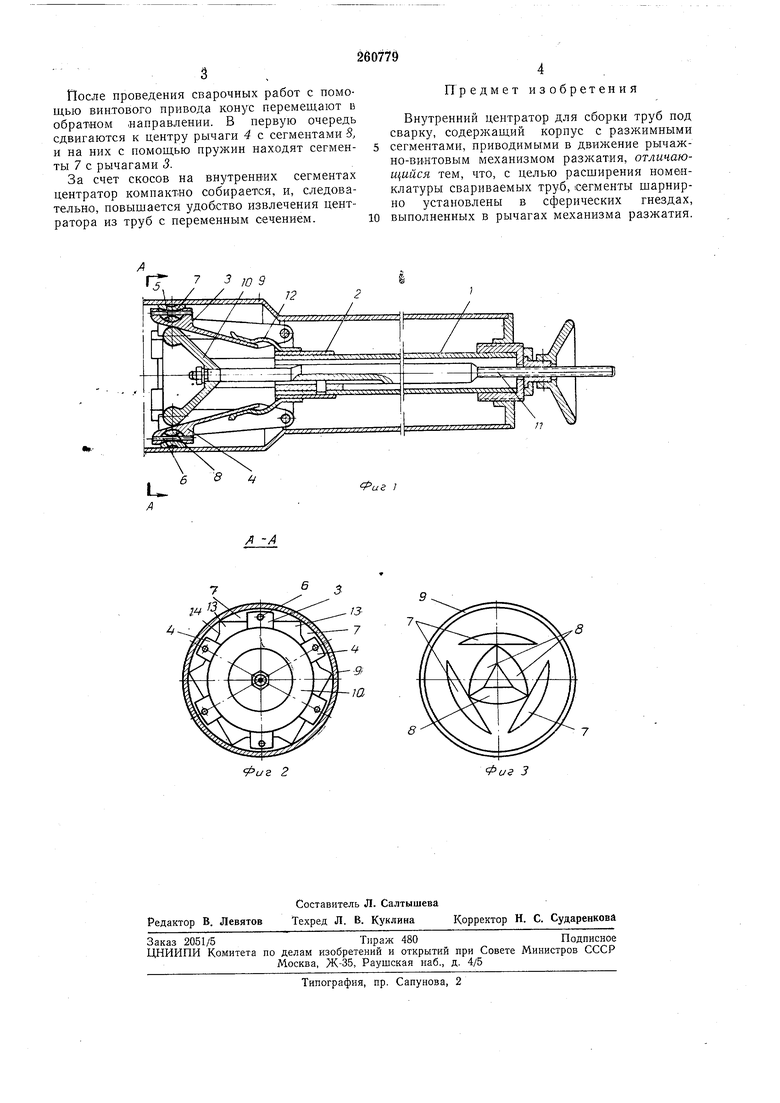
На фиг. 1 изображен общий вид внутреннего центратора; на фиг. 2-то же, разрез по А-А на фиг. I; на фиг. 3 схематично показано положение разжимных сегментов в момент ввода центратора в трубу.
На корпус / внутреннего центратора насажена втулка 2 с щарнирно закрепленными подпружиненными рычагами 3, 4. Рычаги имеют сферические гнезда 5, в которых с помощью осей 6 установлены наружные 7 и внутренние 8 разжимные сегменты. Всего ft разжимных сегментов.
устанавливаться относительно внутренней поверхности трубы 9 и тем самым обеспечивать равномерность формирования обратного валика сварного шва и получение сварного щва с равномерными свойствами по прочности.
Для разжима рычагов 3, 4 иа корпус свободно посажен конус 10 с винтовым приводом //, который размещен внутри корпуса. Рычаги 5, 4 с помощью пружины 12 постоянно контактируют с конусом 10. Разжимные сегменты 7 и 8 состыковаиы друг с другом без зазора по плоскостям 13, причем эти плоскости у внутренних сегментов имеют скос 14 под углом 360°
я
Устройство работает следующим образом. Центратор с собранными сегментами 7, 8 вводят в трзбу. С помощью винтового привода
перемещают конус, который разводит рычаги 3 с внутренними сегментами, а те, в свою очередь, разжимают наружные сегменты с рычагами 4.
По достижении разл имными сегментами
внутренней иоверхности трубы конус равномерно отжимает все рычаги. При разнице в допусках на внутренние диаметры свариваемых труб разжимные сегменты 7, 8 поворачиваются вокруг своих осей в сферических гнезПосле проведения сварочных работ с помощью винтового привода конус перемещают в обратном направлении. В первую очередь сдвигаются к центру рычаги 4 с сегментами 5, и на них с помощью пружин находят сегменты 7 с рычагами 3.
За счет скосов на внутренних сегментах центратор компактно собирается, и, следовательно, HOBbiujaeTCH удобство извлечения центратора из труб с переменным сечением.
Предмет изобретения
Внутренний центратор для сборки труб под сварку, содержащий корпус с разжимными сегментами, приводимыми в движение рычажно-винтовым механизмом разжатия, отличающийся тем, что, с целью расплирения номенклатуры свариваемых труб, сегменты шарнирно установлены в сферических гнездах, выполненных в рычагах механизма разжатия. иг 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Центратор для сборки под сварку цилиндрических изделий | 1979 |
|
SU897448A1 |
| ВНУТРЕННИЙ ЦЕНТРАТОР | 1970 |
|
SU266975A1 |
| Внутренний центратор для сборки и сварки в среде защитного газа кольцевых стыков | 1981 |
|
SU996144A1 |
| Внутренний центратор | 1982 |
|
SU1076243A1 |
| Внутренний центратор | 1968 |
|
SU273036A1 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
| ВНУТРЕННИЙ ЦЕНТРАТОР | 1972 |
|
SU348316A1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| Внутренний центратор | 1976 |
|
SU569421A1 |
| Внутренний центратор для сварки кольцевых швов | 1983 |
|
SU1119814A1 |
