Изобретение относится к оборудованию для нанесения защитных покрытий, в частности к линиям окраски среднегабаритных металлоемких литых и кованых изделий, перемещаемых на вертикально-замкнутом конвейере. Известна линия для окраски, лакировки и сущки изделий, включающая конвейер перемещения изделий, установки, подготовки, нанесения и сущки покрытий, устройство подъема-опускания подвески 1. Известное устройство имеет глубокие стационарные перегибы трассы, увеличивающие сопротивление перемещению цепи конвейера, и усилия, действующие на нее, что значительно снижает срок службы цепи; кроме того, .с увеличением числа перегибов учащаются случаи заклинивания цепи и ее обрывы, а также возможны срывы звездочек с кронщтейнами с мест крепления. Наиболее близкой к предлагаемой является линия нанесения защитных покрытий, включающая установки подготовки, нанесения и сущки покрытий, конвейер перемещения изделий с установленными на стяжках подвесками для изделий и механизм подъема-опускания подвески с приводом 2. Недостатком линии является то, что для обеспечения подачи изделия в зону обработки и его возврата, конструкция механизма подъема-опускания подвески при работе предусматривает частичное перемещение ветвей трассы с последующим их перегибом, что при обработке металлоемких изделий вызывает повыщейные тяговые усилия в ветвях трассы конвейера, что может привести к срыву звездочек с кронщтейнами, а в случае нарушения синхронности в работе механизма подъема-опускания подвески нарущается соосность положения изделия относительно зоны обработки и возможны наезды изделия на элементы конструкции линии. Все это приводит к сбоям в работе конвейера, снижению надежности работы линии в целом и влечет за собой необходимость введения ограничения номенклатуры обрабатываемых изделий по металлоемкости при их равных габаритах. Цель изобретения - повышение надежности работы линии и расширение технологических возможностей. Указанная цель достигается тем, что в линии нанесения защитных покрытий, включающей установки подготовки, нанесения и сущки покрытий, конвейер перемещения изделий с установленными на стяжках подвесками для изделий и механизм подъема-опускания подвески с приводом, механизм подъема-опускания подвески выполнен в виде блоков, один из которых установлен на стяжке посредством жестко смонтированного кронштейна, а другие - посредством подвижных вдоль оси стяжки кронштейнов, имеющих подпружиненные стопоры, и огибающего блоки троса, соединенного одним концом с подвеской, а другим - с блоком, смонтированным на стяжке посредством жестко установленного кронштейна, при этом привод механизма подъема-опускания подвески выполнен в виде смонтированных в зоне установки нанесения покрытия силовых цилиндров с вилками, установленными на их щтоках с возможностью взаимодействия с подвижными кронштейнами и подпружиненными стопорами. Кроме того, подвеска снабжена (Зграиичителями колебания, установленными на кронщтейне, жестко смонтированном на стяжке. На фиг. 1 изображена линия нанесения покрытий, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 2; на фиг. 4 - конструкция устройства фиксации, сечение В-В на фиг. 2; на фиг. 5 - сечение Г-Г на фиг. 4. Линия нанесения защитных покрытий (фиг. 1) включает вертикально-замкнутый конвейер 1 периодического действия, установки подготовки 2, нанесения 3 и сушки 4, (позиции обработки),, привод 5 конвейера 1, механизм подъема-опускания подвески 6 с изделием в зону обработки и его возврата, выполненным в виде трособлочной системы, трос 7 которой огибает смонтированные на стяжке 8 блоки 9, стационарно закрепленные на ней с помощью кронштейна 10, и блоки 11, закрепленные на подвижных вдоль оси стяжки 8 кронштейнах 12 и снабженные подпружиненными пружинами 13 растяжения, стопорами 14. Трос 7 одним концом соединен с подвеской 6, а другим с блоком 9. Привод подъема-опускания подвески выполнен в виде вилок 15, смонтированных на щтоках силовых цилиндров (пневмо- или гидроприводов) 6 возвратно-поступательного перемещения кронщтейнов 12 с блоками 11 вдоль стяжки 8, установленных стационарно на позиции нанесения. В вилках выполнены плоскости 17, контактирующие с кронщтейнами 12 и стопорами 14, а в стяжке 8 выполнены пазы 18, также контактирующие со стопорами 14. Кронштейн 10 имеет паз-ограничитель 19 колебаний подвески 6. Кронщтейны 12 снабжены пазами 20, контактирующими с вилками 15. При работе линии изделия на подвесках 6 периодически подаются конвейером 1 на позиции обработки 2-4, на позиции нанесения 3 стационарно установлены пневмоили гидроприводы 16. При поступлении на позицию нанесения защитных покрытий 3 кронщтейны 12, находящиеся в зафиксированном положении стопорами 14 на межцепной стяжке 8, своими пазами 20 входят в вилки 15, смонтированные на щтока1( приводов 16 возвратнопоступательного перемещения их по стяжке 8 и подпружиненные стопоры 14 плоскостями 17 вилки 15 выводятся из пазов 18 стяжки 8, освобождая тем самым кронщтейны 12 с блоками П. После расфиксации кронштейнов включаются приводы 16, осуществляется рабочий ход их штоков с вилками 15. Последние, находясь в контакте с расфиксированными кронштейнами 12 с блоками 11, перемещают их вдоль стяжки 8 навстречу друг другу к центру последней и под действием силы тяжести изделие опускается в зону нанесения покрытий. Следует технологическая выдержка. Затем приводы 16 при обратном ходе штоков с вилками 15 возвращают кронштейны 12 с блоками 11 в исходное положение, поднимая изделие вверх, при этом подвеска 6 входит в паз ограничителя 19 колебаний. Включается привод 5 перемещения конвейера 1, подвижные блоки 11 н-а кронштейнах 12 продолжают перемещаться вдоль плоскоетей 17 вилок 15, в момент выхода из которых блоки 11 стопорами 14 под действием пружин 13 фиксируются по краям стяжки 8 в пазах 18 последней. На этом заканчивается приведение системы подвижных подвесок 6 с изделием в транспортное положение. Конвейер 1 продолжает перемещатьсяд,и при перемещении на один шаг навески изделий на позицию нанесения 3 защитных покрытий поступает новое изделие, цикл повторяется. Использование изобретения позволяет повысить надежность работы линии, а также расширить технологические возможности, увеличить номенклатуру обрабатываемых изделий путем обработки металлоемких литых и кованых деталей, обрабатываемых, как правило, в настоящее время в отечественной промыщленности на подвесных грузонесущих горизонтально-замкнутых конвейеpax, занимающих значительные производственные площади.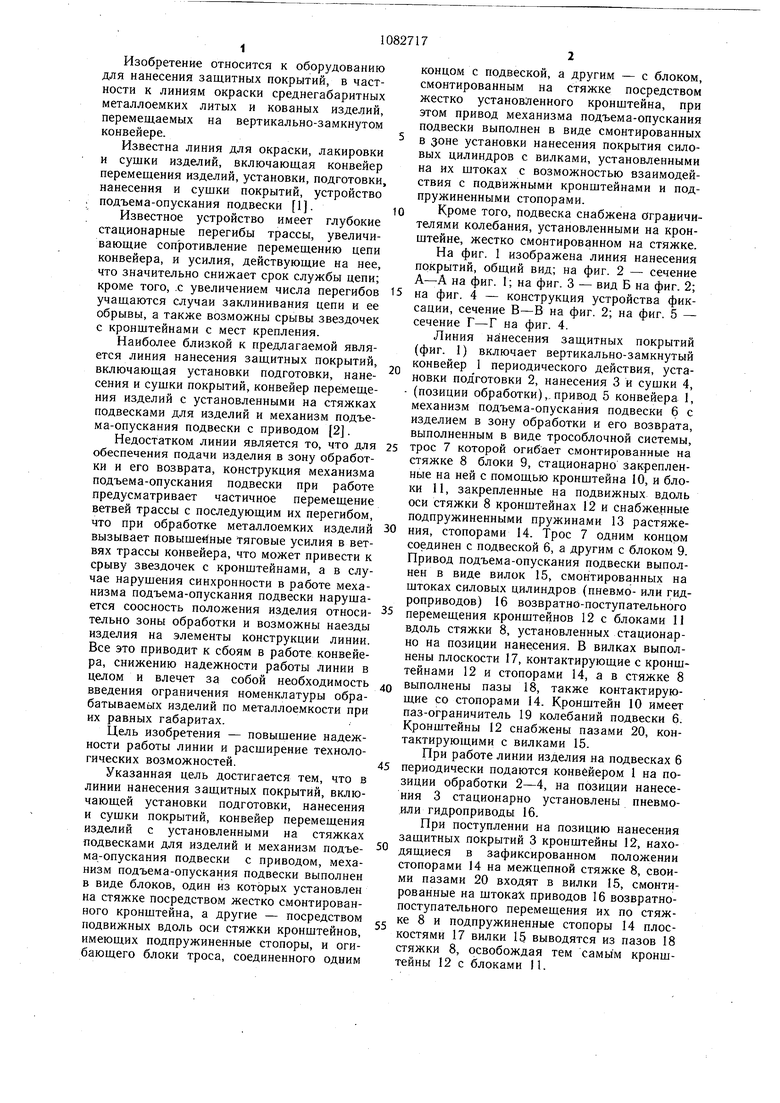

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия нанесения защитных покрытий | 1983 |
|
SU1229147A1 |
| Линия нанесения защитных покрытий | 1987 |
|
SU1461727A1 |
| Утсановка для окраски изделий | 1975 |
|
SU651854A1 |
| Конвейерная линия | 1976 |
|
SU646381A1 |
| Транспортная установка для передачи изделий с одного конвейера на другой | 1981 |
|
SU1006345A1 |
| Устройство для удаления излишков жидкости,нанесенной на поверхность труб | 1980 |
|
SU889135A1 |
| Линия для обработки изделий в ваннах | 1986 |
|
SU1361084A1 |
| Установка для нанесения покрытий | 1980 |
|
SU876192A1 |
| Устройство для шаговых перемещений груза | 1988 |
|
SU1583332A1 |
| Конвейер для передачи изделий от одного рабочего места к другому | 1974 |
|
SU494324A2 |

1. ЛИНИЯ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ, включающая установки подготовки, нанесения и сушки покрытий, конвейер перемещения изделий с установленными на стяжках подвесками для изделий и механизм подъема-опускания подвески с приводом, отличающаяся тем, что, с целью повышения надежности работы линии и расширения технологических возможностей, механизм подъема-опускания подвески выполнен в виде блоков, один из которых установлен на ст-яжке посредством жестко смонтированного кронштейна, а другие - посредством подвижных вдоль оси стяжки кронштейнов, имеющих подпружиненные стопоры, и огибающего блоки троса, соединенного одним концом с подвеской, а другим - с блоком, смонтированным на стяжке посредством жестко установленного кронштейна, при этом привод механизма подъемаопускания подвески выполнен в виде смонтированных в зоне установки нанесения покрытия силовых цилиндров с вилками, установленными на их штоках с возможностью взаимодействия с подвижными кронштейнами и подпружиненными стопорами. (Л 2. Линия по п. 1, отличающаяся тем, что подвеска снабжена ограничителями колебания, установленными на кронштейне, жестко смонтированном на стяжке. / оо ю ipai.l
1 20 7 J.
В ид 5 «Г (риг. 2
19
фиг.З
S
Ч
12
Г
Сриг.5
15
/
Фиг. It
п
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ ОКРАСКИ, ЛАКИРОВКИ И СУШКИ ИЗДЕЛИЙ | 1966 |
|
SU225041A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР по заявке № 3256384/05, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
