i
Изобретение относится к оборудованию для нанесения защитных покрытий, в частности к линиям окраски средне- габаритных металлоемких литых и кованых изделий, перемещаемых на вертикально-замкнутом конвейере.
Целью изобретения является обеспечение компактности линии за счет снижения габаритов автооператора.
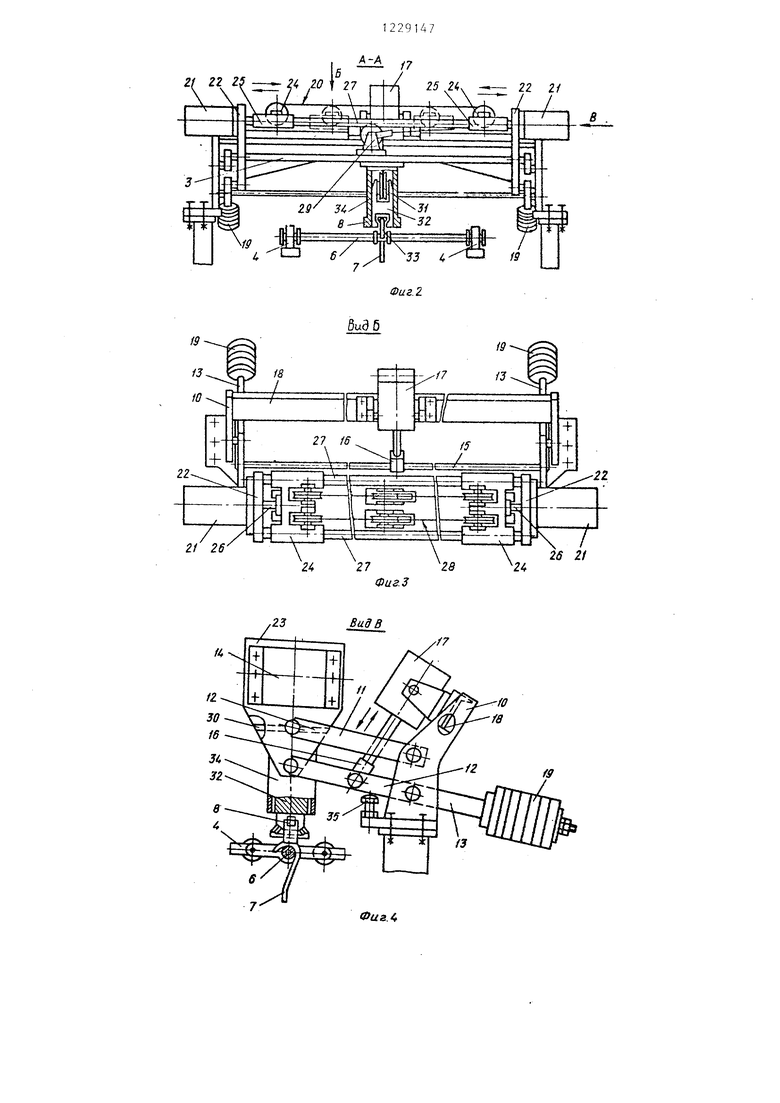
На фиг.1 изображена линия нанесения покрытий, общий вид; на фиг,2 - сечение А-А на фиг.1; на фиг.З - вид Б на фиг.2, автооператор, вид сверху; на фиг.4 - вид В на фиг.2, автооператор, вид сбоку; на фиг.З - автооператор в крайнем верхнем положении Линия нанесения защитных покрытий (фиг.1) содержит установки подготовки 1, нанесения 2 и сушки 3 покрытий двухцепной конвейер 4 перемещения изделий с приводом 5 и установленным на межцепньгх стяжках 6 подвесками 7 для-изделий, снабженными Т-образными выступами 8, автооператор 9, стационарно установленный на технологической позиции, представляющий собой закрепленное на неподвижном кронштейне 10 с возможностью радиального перемещения в вертикальной плоскости рычажных параллелограммов 11. Нижние рычаги 12 параллелограммов 11 выполнены двуплечими с плечами 13, а па- -. раллелограммы несут на себе механизм 14 подъема-опускания подвески. Ниж- Иие плечи 13 параллелограммов 11 имеют поперечную связь 15., соединенную тягой 16 с приводом 17 J, выполненным в виде силового цилиндра радиального перемещения механизма 14 съема и опускания подвески параллелограммов 11, шарнирно установленного на поперечной связи 18 кронштейна 10, при этом на концах плеч 13., противоположно механизму 14, закрегшены противовесы 19.
Механизм 14 подъема-опускания выполнен в виде трособлочной системы 20 с пневмо- или гидроприводами 21, смонтированными на боковинах 22 подвижного кронштейна 23. Трособлочная система 20 состоит из подвижных блоков 24, которые установлены на пол- зушках 25, закрепленных на штоках 26 пневмо- или гидроприводов 21 и
291472
перемещаемых вдоль направляющих 27 кронштейна 23. Блоки 24 контактируют с тросом 28, огибающим неподвижные блоки 29, установленные в середине
5 платформы 30 кронштейна 23, несущим подвшшый блок 31. На блоке 31 закреплен вильчатый захват 32 с пазом 33, перемещаемый в корпусе 34 и выполненный для обеспечения захода в
o корпус конусной поверхностью.
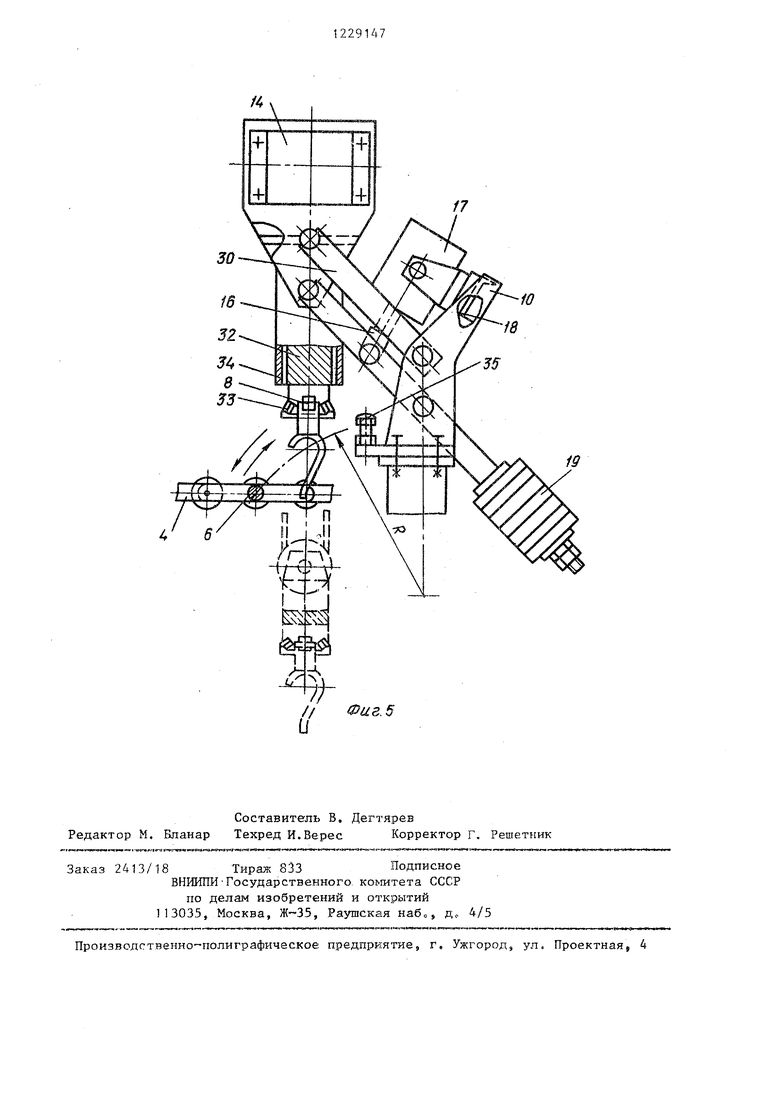
На неподвижном кронштейне 10 установлен регулируемый упор 35, служа- щн для ограничения хода параллелограммов 11 навески и съемка.
15 Линия работает следующим образом. Изделия 36 на подвесках 7 периодически подаются конвейером 4 на позиции 1-3 обработки, на позиции 2 нанесения покрытий стационарно уста0 човлен автооператор 9.
При поступлении на технологическую позицию 2 подвеска 7 своим Т-об- разньм выступом 8 входит в контакт
5 с вильчатым захватом 32 (фиг.4), паз 33 которого выполнен сквозным, конвейер 4 останавливается. Срабатывает привод 17 для съема и навески подвески 7. Последняя снимается с межцепной стяжки 6 и фиксируется приводом 17 в верхнем положении (фиг.5). Далее включается привод 21 трособлочной системы 20 механизма 14 подъема- опускания подвески 7, и она с деталями 36 опускается в вачну с покрытием на позиции 2. Следует технологическая вьщержка. Затем подвеска 7 с деталями при обратном ходе щтоков 26 приводов 21 поднимается, после чего срабатывает привод 17 радиального перемещения , параллелограммы 11 опускаются до упора 35, навешивая на межцепную стяжку 6 конвейера 4 подвеску 7 с деталями 35. Вновь включается привод 5 конвейера 4, Т-образный выс туп 8 подвески 7 проходит насквозь паз 33 вильчатого захвата 32, выходит из контакта с ним, а на позицию 2 поступает новая подвеска 7 с деталью 36, Т-образный выступ 8 этой подвески
вступает в контакт с пазом 33 вильчатого захвата 32 автооператора 9, конвейер 4 останавливается, и цикл повторяется .
0
А-А
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия нанесения защитных покрытий | 1982 |
|
SU1082717A1 |
| АВТООПЕРАТОР ДЛЯ ГАЛЬВАНИЧЕСКОЙ ЛИНИИ | 2009 |
|
RU2415767C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ИЗДЕЛИЯ | 1993 |
|
RU2048211C1 |
| Установка для гальванической обработки деталей | 1981 |
|
SU996527A1 |
| Автоматическая линия для нанесения гальванических покрытий | 1980 |
|
SU933822A1 |
| Автооператор | 1989 |
|
SU1682296A1 |
| Гальваническая автооператорная линия для обработки мелких деталей | 1981 |
|
SU986972A1 |
| Автооператор для гальванических линий | 1980 |
|
SU908716A1 |
| Линия для эмалирования металлическихиздЕлий | 1979 |
|
SU852967A1 |
| Линия для химической обработки изделий | 1981 |
|
SU998586A1 |
22
28 21
tf
24
/4
Виде
Фиг. it
30
Фиг.5
10
19
Составитель В. Дегтярев Редактор М. Вланар Техред И.Верес Корректор Г. Решетник
Заказ 2413/18 Тираж 833 Подписное ВНИИПИГосударственного, комитета СССР
по делам изобретений и открытий 113035, Москва, , Раушская наб, д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная 4
| Линия нанесения защитных покрытий | 1982 |
|
SU1082717A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Устройство для автоматического погружения изделий в окрасочные ванны | 1954 |
|
SU113640A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
