.пены в линии с шагом, равным шагу перемещения цепи конвейера.1, В шар- HH iJax цепи установлены стержни 9 с закрепленными на них кронштейнами 10, взаимодействующими с направляющей 8. Стержни 9 имеют захватные приспособ ления, выполненные в виде вертикально расположенных подпружиненных подвижных и неподвижных гребенок. На участке цепи для загрузки - выгрузки И 4 установлены поворотные щеки 17, Каждая щетка 17 шарнирно соединена с несущей конструкцией 5 и связана со штоком (ш) 7 установленного на
1361084
плите 6 механизма подъема и опускания И 4 в ванны 2. При этом Ш 7 взаимодействует с рычагом 16 захватного приспособления для привода механизма. По команде от устр-ва управления линией на съем обработанных И 4 на участках загрузки-выгрузки Ш 7 опускается, нажимая на рычаг 16. При этом рычаги 16 опускают подвижные гребенки до совпадения с неподвижными гребенками. Одновременно щеки 17 поворачиваются к захватным приспособлениям и выталкивают И 4 из них. 7 ил.
Изобретение относится к гальванотехнике и может быть использовано при нанесении гальванических и хими ческих покрытий.
Цель изобретения - расширение тех- нологических возможностей за счет обеспечения автоматической выгрузки изделий из захватных приспособлений, повьш1ение надежности и эффективности использования линии.
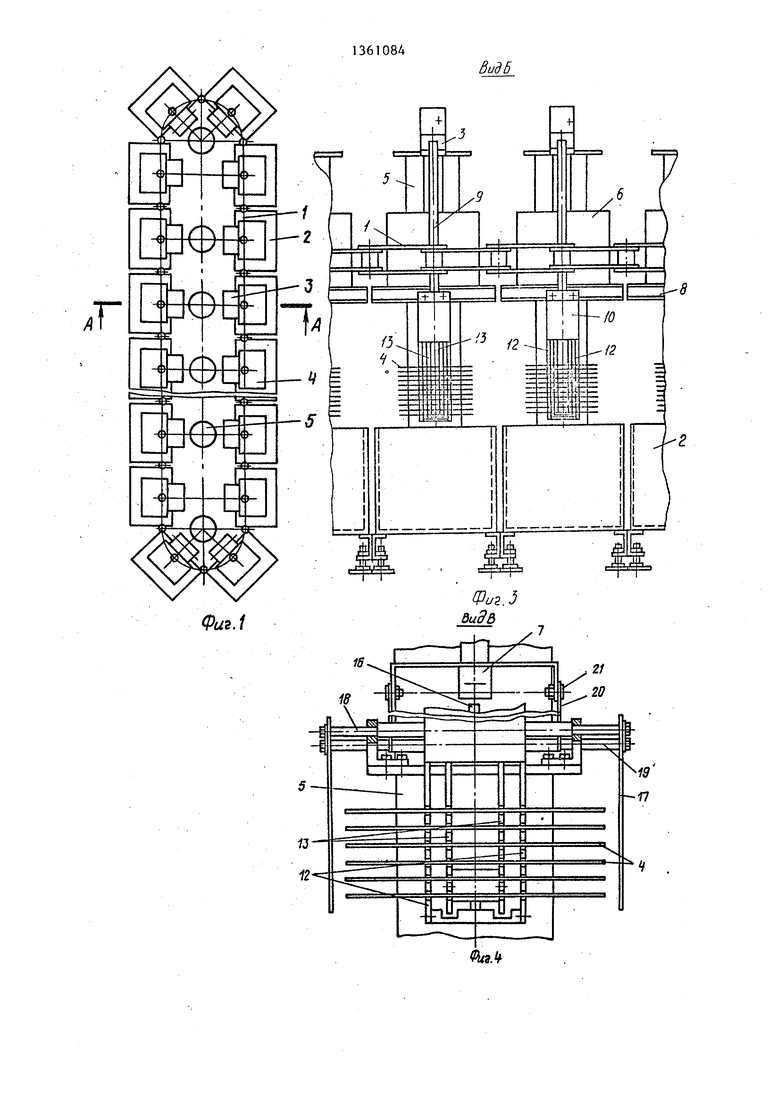
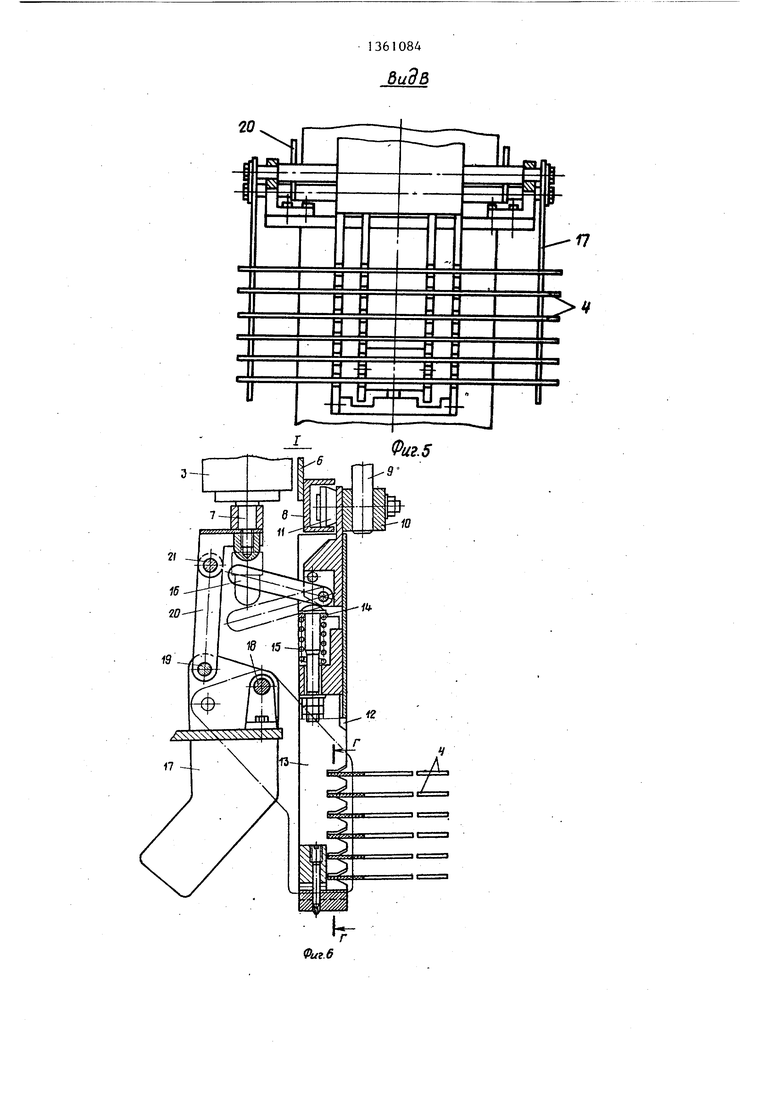
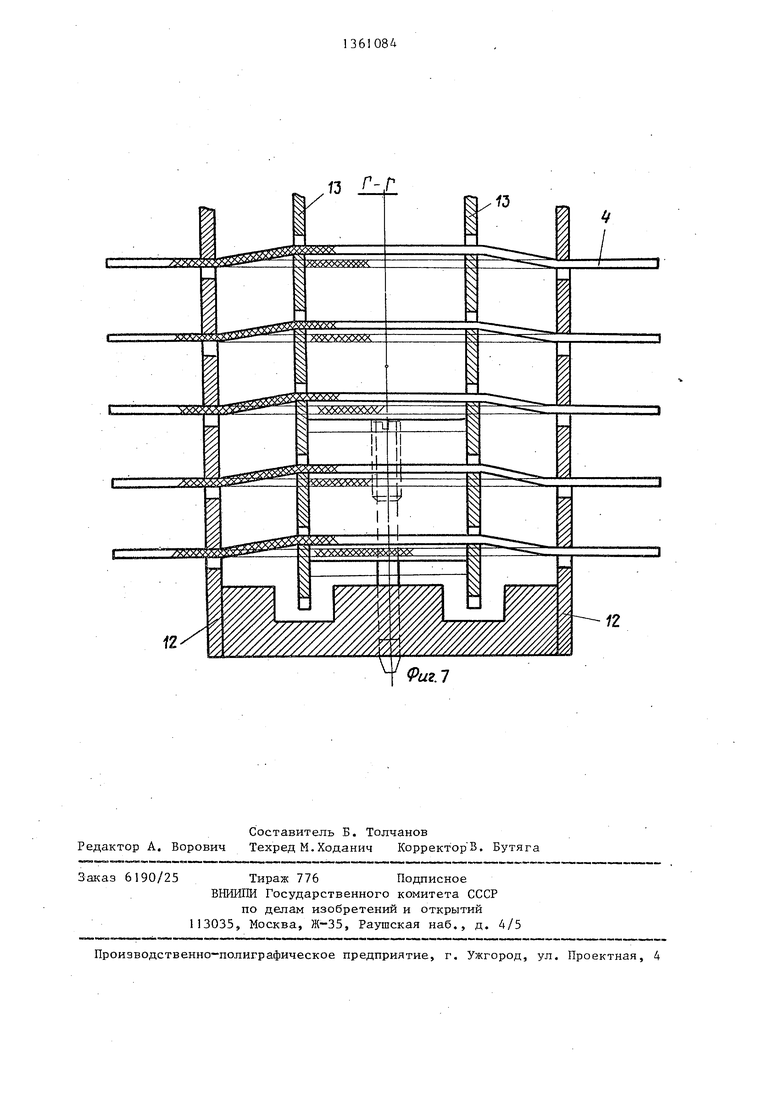
На фиг. 1 показана линия для обработки изделий в ваннах, вид в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 2/ позиции обработки изделий в ванназ ; на фиг. 4 - вид В на фиг, 2 (для позиции загрузки); на фиг. 5 - то же, для позиции выгрузки; на фиг. 6 - узел I на фиг. 2; на фиг. 7 - разрез Г-Г на фиг. 6.
Линия содержит приводной цепной конвейер 1, расположенные в направлении технологического процесса ванны 2, механизмы 3 подъема и опускания изделий 4 в ванны, несущую конструкцию 5, плиты 6, на которых закрепляются механизмы 3 подъема и опускания со штоками 7, соединенные с направляющими 8.,
Конвейер вьтолнен в виде бесконеч ной цепи, в шарнирах которой на определенном расстоянии устанавливаются стержни 9 с закрепленными на них кронштейнами 10, на которых крепятся ролики 1 1. для взаимодействия с направляющей 8, причем стержни 9 снаб- желы захватными приспособлениями, со
0
5
0
0
5
5
держащими неподвижные гребенки 12 и подвижные гребенки 13. Подвижные гребенки 13 соединены между собой кронштейном 14, под которым размещена пружина 15. Рычаг 16 служит для привода механизма. На участках технологической цепи, выбранных для загрузки изделий в линию и выгрузки-их установлены поворотные щеки 17, каждая из которых одним шарниром 18 соединена с несущей конструкцией 5, а другим щарниром 19 - с шатуном 20 при помощи шарнира 21, соединенного со штоком 7 механизма 3 подъема и опускания изделий 4 в ванны 2, находящегося на данной позиций и взаимодействующего с рычагом 16 захватного приспособления.
На позиции загрузки расстряние между щеками меньше длины рабочих ванн 2, но превьшает длину обрабатываемых изделий 4. На позиции выгрузки это расстояние меньше длины обрабатываемых изделий.
Линия для обработки изделий в ваннах работает следующим образом.
Программа работы линии задается устройством управления (не показано). Все ванны 2 линии имеют одинаковые размеры и установлены в линии с шагом, равным шагу перемещения цепи . конвейера 1.
В исходном положении на рабочих позициях штоки 7 механизмов 3 подъема и опускания находятся в верхнем положении. По команде от устройства управления штоки 7 опускаются вместе
3
с направляющими 8 и стержнями 9, снабженными захватными приспособлениями с изделиями 4, которые погружаются в ванны 2.
По истечении времени обработки изделий штоки 7 поднимаются в верхнее положение. Далее включается цепной конвейер 1, и стержни 9, снабженные захватными приспособлениями, перемещаются с изделиями 4 на один шаг для обработки изделий в последующих ваннах. Цикл обработки повторяется. Таким образом, изделия обрабатываются во всех ваннах в соответствии с заданным технологическим процессом.
На участках технологической цепоч ки, выбранных для загрузки изделий в линию и выгрузки их, горизонтальные направляющие 8 закрепляются на плиты 6 в положениях, соответствующих верхнему положению штоков 7 механизмов 3 подъема и опускания.
Таким образом, на этих участках захватные приспособления всегда находятся в верхнем положении. В то i время, когда на рабочих позициях производится обработка изделий 4 в ваннах 2, на участках загрузки - выгрузки производится съем обработанных изделий и установка новых.
По команде от устрЬйства управления линией штоки 7 на участках загрузки - выгрузки опускаются и нажимают на рычаги 16 захватных приспособлений. Рычаг. 16 каждого приспособления через кронштейн 14 сжимает пружину 15 и опускает подвижные гребенки 13, скрепленные с кронштейном 14 до тех пор, пока пазы подвижных гребенок 13 и неподвижных гребенок 12 не совместятся. Одновременно с опусканием штоков 7 происходит перемещение шатунов 20 и поворот щек 17 относительно шарниров 18 к захватным приспособлениям.
При этом положении гребенок 13 изделия 4 могут быть свободно извлечены из пазов захватных приспособлений
61084
на позициях выгрузки или вставлены в них на позициях загрузки.
Щеки 17 выходят вперед и на позициях загрузки препятствуют сдвигу изделий 4 влево или вправо от захватных приспособлений, а также препятствуют установке изделий, длина которых превьшзает длину рабочих ванн. Q На позициях выгрузки щеки 17 выталкивают изделия 4 из пазов захватных приспособлений.
При поднятии штоков 7 механизмов 3 подъема и опускания пружины 15 пе- 15 ремёщают подвижные гребенки 13. В результате этого пары гребенок 12 и 13 оказываются смещенными друг относительно друга, а изделия 4 зажатыми. При этом щеки 17 возвращаются в ис- 20 ходное положение и не препятствуют перемещению захватных приспособлений на следующие позиции.
Формула изобретения
25
Линия для обработк изделий в ваннах, включающая расположенные в направлении технологического процесса ванны, несущую конструкцию, приводной 30 цепной конвейер, механизмы подъема и опускания изделий в ванны со штоками, перемещающие в вертикальной плоскости стержни с захватными приспособлениями, выполненными в виде вертикально
расположенных подпружиненных гребенок, и рычаги, связывающие захватные приспособления и штоки механизмов подъема и опускания изделий в ванны, отличающаяся тем, что, с целью расширения технологических возможностей за х:чет обеспечения автоматической выгрузки изделий из захватных приспособлений, повышения надежности и эффективности использова- ния, она снабжена в местах загрузки и выгрузки изделий поворотньши щеками, каждая из которых шарнирно соединена с несущей конструкцией и связана посредством шатуна с штоком механиз- а подъема и опускания изделия в ванну.
Фи2.1
дидБ
Фи2.5 дидВ
дидВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для обработки изделий в ваннах | 1984 |
|
SU1252398A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ, ОБЖИГОВАЯ МНОГОЩЕЛЕВАЯ ШАХТНАЯ ПЕЧЬ ДЛЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И СУШИЛЬНАЯ КАМЕРА ДЛЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2046708C1 |
| Загрузочное устройство | 1986 |
|
SU1389981A1 |
| Автоматическая линия преимущественно для сборки и клепки дисков сцепления | 1981 |
|
SU977135A1 |
| РОТОРНАЯ УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ГОРЯЧИХ ПОКРЫТИЙ | 1992 |
|
RU2049147C1 |
| Подающее устройство | 1987 |
|
SU1447722A1 |
| Транспортно-накопительное устройство | 1989 |
|
SU1678579A1 |
| Способ изготовления изделий типа фильтров и роторно-конвейерная линия для их изготовления | 1990 |
|
SU1782773A1 |
| Грузозахватное устройство | 1990 |
|
SU1787924A1 |
| Шаговый конвейер-накопитель | 1980 |
|
SU960098A1 |
Изобретение относится к гальванотехнике и м.б. использовано при нанесении гальванических и химических покрытий. Цель изобретения - расширение технологически возможностей за счет обеспечения автоматической выгрузки изделий (и) из захватных приспособлений, повышение надежности и эффективности использования линии. Расположенные в направлении технологического процесса ванны 2 установ(Л оо 05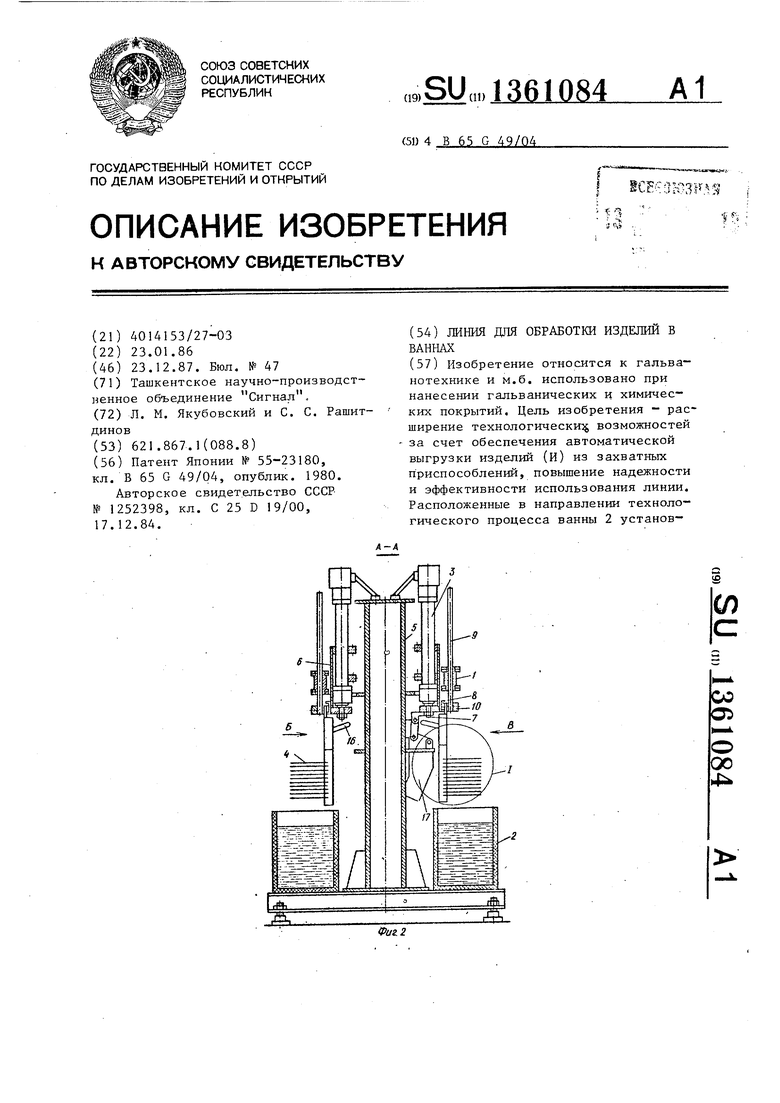
20
э2f
г12
(РигЛ
Составитель Б. Толчанов Редактор А. Ворович Техред М.Ходанич Корректор В. Бутяга
6190/25
Тираж 776 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
| Линия для обработки изделий в ваннах | 1984 |
|
SU1252398A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
