2. Устройство для изготовления контейнера из полимерных материалов, содержащее основание, верхние и нижние полуматрицы, установленные в держателе оправки, и приспособление для подачи высокочастотной энергии, включающее контактный элемент, отличающееся тем, что, с целью повышения качества контейнера за счет исключения загрязнения его внутренней поверхности и повышения, производительности труда, оправки выполнены в виде крючка и установлены в держателе своими незагнутыми концами, имеющШи в сечении прямоугольник, причем верхние полуматрицы выполнены съемными.
3.Устройство по п. 2, отличающееся тем, что контактный элемент выполнен в виде плоской пружины.
4.Устройство по п. 2, отличающееся тем, что оно снабжено закрепленными на основании ограничителями толщины сварного шва, выполненными в виде стержней.
5.Устройство по п. 2, отличающееся тем, что, с целью расширения технологических возможностей устройства за счет обеспечения изготовления контейнера различных типоразмеров, одна из нижних полуматриц установлена с возможностью перемещения вдоль оси устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления контейнера из полимерных пленок и устройство для его осуществления | 1987 |
|
SU1509276A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОГО ТОНКОСТЕННОГО СВАРНОГО ИЗДЕЛИЯ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ | 2019 |
|
RU2718507C1 |
| Контейнер для биопродуктов и способ его изготовления | 1986 |
|
SU1530532A1 |
| Способ высокочастотной сварки | 1983 |
|
SU1139593A1 |
| Способ производства полимерного контейнера для крови и ее компонентов | 2023 |
|
RU2816160C1 |
| Стан для изготовления оребренных труб высокочастотной сваркой | 1982 |
|
SU1138278A1 |
| Способ соединения трубы с трубной доской | 1981 |
|
SU1098725A1 |
| Способ контактной рельефной сварки | 1980 |
|
SU941086A1 |
| Контейнер для крови и ее компонентов | 1978 |
|
SU854399A1 |
| Способ изготовления амортизирующего полимерного материала и устройство для его осуществления | 1990 |
|
SU1781084A1 |
1. Способ изготовления контейнера из полимерных материалов, включающий размещение заготовки между иолуматрицами, раскрытие заготовки, введение в нее оправок, надевание на оправки трубчатых элементов, приварку их к пленкам, сварку пленок и извлечение оправок, отличающийся тем, что, с целью повышения качества контейпера за счет исключения загрязнения его внутренней поверхности, повышения производительности труда, раскрытие заготовки и ввод в нее оправок осуш.ествляют только на глубину сварного шва, а после привар- ,j ки трубчатых элементов к пленкам сварива- S ют часть пленок, непосредственно примыкаю(Л щую к трубчатым элементам, и пленки в донной части заготовки, после чего извлес: кают оправки через незаваренную часть заготовки и сваривают последнюю. -4 NU Ю 00 го
1
Изобретение относится к области сварки пластмасс токами высокой частоты и может быть использовано при изготовлении контейнеров для крови и ее компонентов, емкостей солевых растворов и т.д.
Известен способ изготовления контейнера, включающий выполнение отверстия в пленочной заготовке, введение в него трубчатого элемента, сгибание заготовки, приварку трубчатого элемента к пленке и сварку пленки 1.
Недостатком способа является то, что внутренняя поверхность контейнера, полученного путем сгибания пленочной заготовки и сварки ее, загрязнена.
Наиболее близким по технической сущности и достигаемому результату к изобретению является способ изготовления контейнера из полимерных материалов, включающий размещение заготовки между полуматрицами, раскрытие заготовки, введение в нее оправок, надевание на оправки трубчатых элементов, приварку их к пленкам, сварку пленок и извлечение оправок 2.
Устройство для изготовления контейнера из полимерных материалов содержит основание, верхние и нижние полуматрицы, установленные в держателе оправки, и приспособление для подачи высокочастотной энергии, включающее контактный элемент 2.
По известному способу изготовления контейнеров заготовка контейнера раскрывается на всю длину и надевается на дорнодержатель с оправками, что приводит к загрязнению ее внутренней поверхности механическими примесями, бактериями из окружаю-, щего воздуха. Такое загрязнение недопустимо при изготовлении контейнеров для крови и ее компонентов, снижает их качество и требует выполнения дополнительных мероприятий по промыванию внутренней поверхности.
Целью изобретения является повышение качества контейнера за счет исключения загрязнения его внутренней поверхности и повыщение производительности труда.
Указанная цель достигается тем, что согласно способу изготовления контейнера из полимерных материалов, включающему размещение заготовки между полуматрицами, раскрытие заготовки, введение в нее оправок, надевание на оправки трубчатых элементов, приварку их к пленкам, сварку пленок и извлечение оправок, раскрытие заготовки и ввод в нее оправок осуществляют только на глубину сварного шва, а после приварки трубчатых элементов к пленкам сваривают часть пленок, непосредственно примыкающую к трубчатым элементам, и пленки в донной части заготовки, после чего извлекают оправки через незаваренную часть заготовки и сваривают последнюю.
В предлагаемом устройстве оправки выполнены в виде крючка и установлены в держателе своими незагнутыми концами, имеющими в сечении прямоугольник, причем верхние полуматрицы выполнены съемными.
Кроме того, контактный элемент выполнен в виде плоской пружины.
Устройство снабжено . также закрепленными на основании ограничителями толщины сварного щва, выполненными в виде стержней.
Кроме того, для расширения технологических возможностей устройства за счет обеспечения изготовления контейнера различных типоразмеров, одна из нижних полуматриц установлена с возможностью перемещения вдоль оси устройства.
Предлагаемые способ и устройство исключают попадание механических частиц (примесей) внутрь контейнера для крови, так как позволяют вводить оправки, выполненные в виде крючка, в заготовку лишь на заданную глубину, а именно глубину сварного шва, оставляя нераскрытой остальную часть заготовки, которая остается чистой после экструзии рукавной пленки и рубки ее на заготовки, что повышает качество контейнера. Повышается производительность труда, так как после изготовления контейнера не требуется промывать его внутреннюю поверхность, а также не производится дополнительных манипуляций для передачи энергии к частям устройства без разъема плит высокочастотного пресса, так как контактный элемент в виде плоской пружины позволяет подавать высокочастотную энергию держателю и через него - оправкам в тот момент, когда происходит сварка трубчатых элементов с пленкой.
Устройство позволяет также изготавливать контейнер с заданной толщиной сварного шва различных типоразмеров.
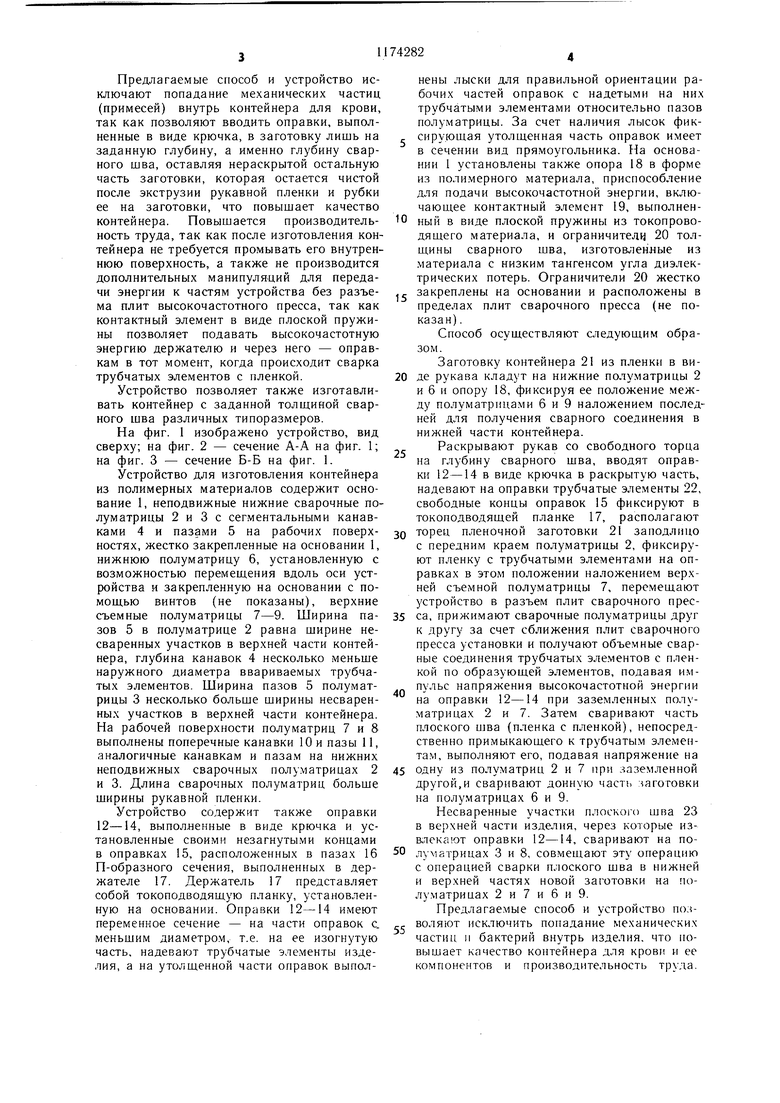
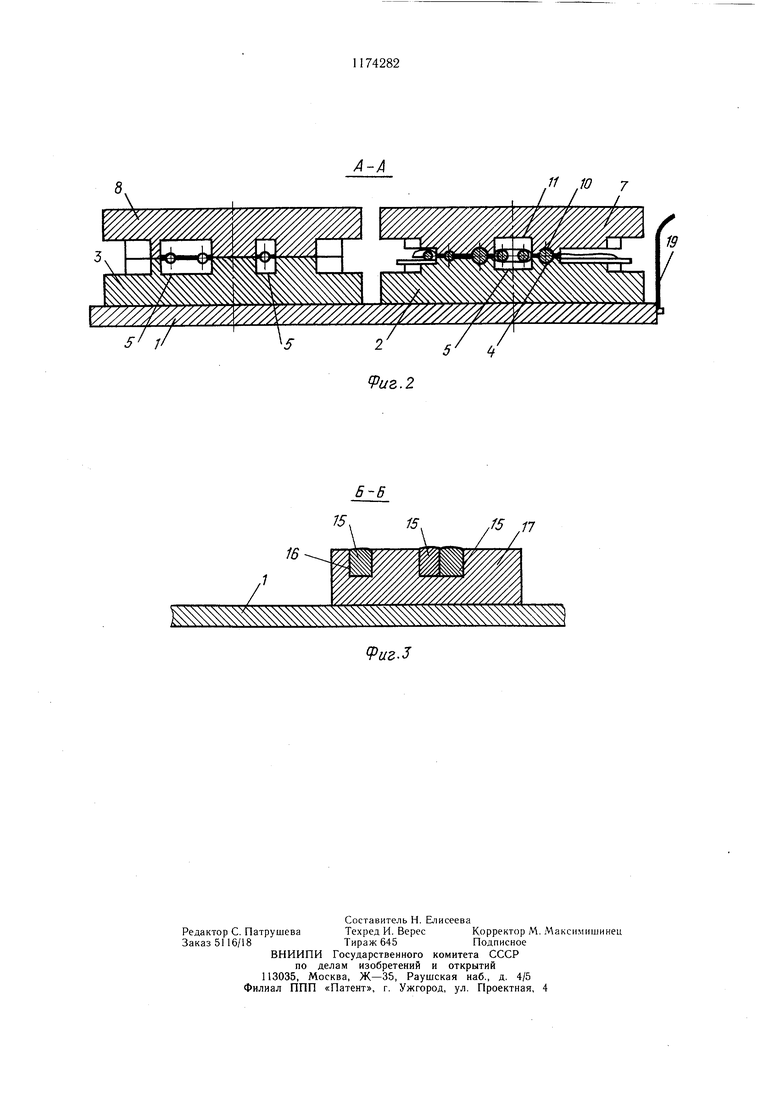
На фиг. 1 изображено устройство, вид сверху; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1.
Устройство для изготовления контейнера из полимерных материалов содержит основание 1, неподвижные нижние сварочные полуматрицы 2 и 3 с сегментальными канавками 4 и пазами 5 на рабочих поверхностях, жестко закрепленные на основании 1, нижнюю полуматрицу 6, установленную с возможностью перемещения вдоль оси устройства и закрепленную на основании с помощью винтов (не показаны), верхние съемные полу матрицы 7-9. Ширина пазов 5 в полуматрице 2 равна ширине несваренных участков в верхней части контейнера, глубина канавок 4 несколько меньше наружного диаметра ввариваемых трубчатых элементов. Ширина пазов 5 полуматрицы 3 несколько больше ширины несваренных участков в верхней части контейнера. На рабочей поверхности полуматриц 7 и 8 выполнены поперечные канавки 10 и пазы 11, аналогичные канавкам и паза.м на нижних неподвижных сварочных полуматрицах 2 и 3. Длина сварочных полуматрид больше ширины рукавной пленки.
Устройство содержит также оправки 12-14, выполненные в виде крючка и установленные своими незагнутыми концами в оправках 15, расположенных в пазах 16 П-образного сечения, выполненных в держателе 17. Держатель 17 представляет собой токоподзодящую планку, установленную на основании. Оправки 12-14 имеют переменное сечение - на части оправок с. меньшим диаметром, т.е. на ее изогнутую часть, надевают трубчатые элементы изделия, а на утолшенной части оправок выполнены лыски для правильной ориентации рабочих частей оправок с надетыми на них трубчатыми элементами относительно пазов полуматрицы. За счет наличия лысок фиксирующая утолщенная часть оправок имеет в сечении вид прямоугольника. На основании 1 установлены также опора 18 в форме из поли.мерного материала, приспособление для подачи высокочастотной энергии, включающее контактный элемент 19, выполненный в виде плоской пружины из токопроводящего материала, и ограничители 20 толщины сварного шва, изготовлениые из материала с низким тангенсом угла диэлектрических потерь. Ограничители 20 жестко закреплены на основании и расположены в пределах плит сварочного пресса (не показан) .
Способ осуществляют следующим образом.
Заготовку контейнера 21 из пленки в виде рукава кладут на нижние полуматрицы 2 и 6 и опору 18, фиксируя ее положение между полуматрицами 6 и 9 наложением последней для получения сварного соединения в нижней части контейнера.
Раскрывают рукав со свободного торца на глубину сварного шва, вводят оправки 12-14 в виде крючка в раскрытую часть, надевают на оправки трубчатые элементы 22, свободные концы оправок 15 фиксируют в токоподводящей планке 17, располагают торец пленочной заготовки 21 заподлицо с передним краем полуматрицы 2, фиксируют пленку с трубчатыми элементами на оправках в этом положении наложением верхней съемной полуматрицы 7, перемещают устройство в разъем плит сварочного пресса, прижимают сварочные полуматрицы друг к другу за счет сближения плит сварочного пресса установки и получают объемные сварные соединения трубчатых эле.ментов с пленкой по образующей элементов, подавая импульс напряжения высокочастотной энергии на оправки 12-14 при заземленных полуматрицах 2 и 7. Затем сваривают часть плоского шва (пленка с пленкой), непосредственно примыкающего к трубчатым элементам, выполняют его, подавая напряжение на одну из полуматриц 2 и 7 при заземленной другой,и сваривают донную часть :1агоговки на полуматрицах 6 и 9.
Несваренные участки плоского щва 23 в верхней части изделия, через которые извлекают оправки 12-14, сваривают на полумйтрицах 3 и 8, совменхают эту операцию с операцией сварки плоского щва в нижней и верхней частях новой заготовки на полуматрицах 2 и 7 и 6 и 9.
Предлагаемые способ и устройство позволяют исключить попадание механических частиц II бактерий внутрь изделия, что повышает качество контейнера для крови и ее компонентов и производительность труда.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для формирования импульсов | 1987 |
|
SU1465963A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Глуханов Н | |||
| П., Федорова И | |||
| Г | |||
| Высокочастотный нагрев диэлектрических материалов в машиностроении | |||
| Л.: Машиностроение, 1972, с | |||
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| ,:.; | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
