ТоплиВо т
i W
о
СХ) 00
о СП
СХ)
PU9.J 2. Способ по п. 1, отличающийся тем, что измеряют расход материала в печь, и количесво материала, находящегося в печи, определяют по следующей зависимости:
t
6- Qdt
t-€n
U
7
М
где Q - количество материала находящегося в печи, т;
расход материала в печь,
т/ч;
текущее время, ч, время нахождения материала
в печи; скорость движения материала по печи, м/ч,
L длина печи, м.
3. Способ по пп. 1 и 2, отличающийся тем, что в качестве скорости движения материала по печи используют среднюю скорость движения материала по зонам печи.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом обжига материала в печи | 1982 |
|
SU1057768A2 |
| Способ управления процессом обжига материала в печи | 1981 |
|
SU996838A1 |
| Способ управления процессом обжига материала в печи | 1982 |
|
SU1083057A2 |
| Устройство для управления процессом обжига материала в печи | 1982 |
|
SU1091011A1 |
| Система автоматического управления потенциально опасным объектом | 1981 |
|
SU970314A1 |
| Способ управления процессом обжига | 1980 |
|
SU953415A1 |
| Способ термической обработки борсодержащей руды | 1979 |
|
SU905195A1 |
| Способ управления процессом измельчения материала после обжига | 1980 |
|
SU935129A1 |
| Способ получения бората кальция | 1979 |
|
SU859294A1 |
| Система управления процессом обжига сырьевой смеси во вращающейся печи | 1983 |
|
SU1146532A1 |
1. СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБЖИГА МАТЕРИАЛА В ПЕЧИ по авт. св. № 996838, о т л и-г чающийся тем, что, с целью повышения качества обжига, определяют количество материала, находящегося в печи, по величине которого корректируют заданное значение температуры в зоне обжига материала.
Изобретение относится к способам управления процессом обжига во вращакнцихся печах, например, процессом обжига датолитовой руды, и может быть использовано в горнохимической промышленности.
По основному авт. св. № 996838 известен способ управления процессом обжига материала в печи путем изменения подачи топлива по величине отклонения температуры в зоне обжига материала от заданного значения, которое изменяют по величине скорости движения материала по печи 1.
Однако скорость движения материала по печи не определяет количество материала, находящегося в печи, от которого зависит температурный режим в печи, а следовательно, и качество обжига. Отсутствие контроля количества материала снижает качество обжига.
Например, при управлении процессом обжига датолитовой руды по даннму способу степень перехода борного ангидрида из кислоторастворимой в углекислоторастворимую форму, определяющую качество обжига, состави .91-92%.
Цель изобретения - повыщение качества обжига.
Поставленная цель достигается согласно способу управления процессом обжига материала в печи при котором дополнительно определяют количество материала, находящегося в печи, по величине которого корректируют заданное значение температуры в зоне обжига материала. , , того, измеряют расход материала в печь, а количество материала, находящегося в печи, определяют по следующей зависимости: t
0 Qdi-
где Q - количество материала, находящегося в печи, т; ч - расход материала в печь,
5 ,
г - текущее время, ч;
п время нахождения материала
в печи, ч| f4 скорость движения материала
по печи, м/ч;
U -
длина печи, м. Причем в качестве скорости движения материала по печи используют среднюю скорость движения материа5 ла по зонам печи.
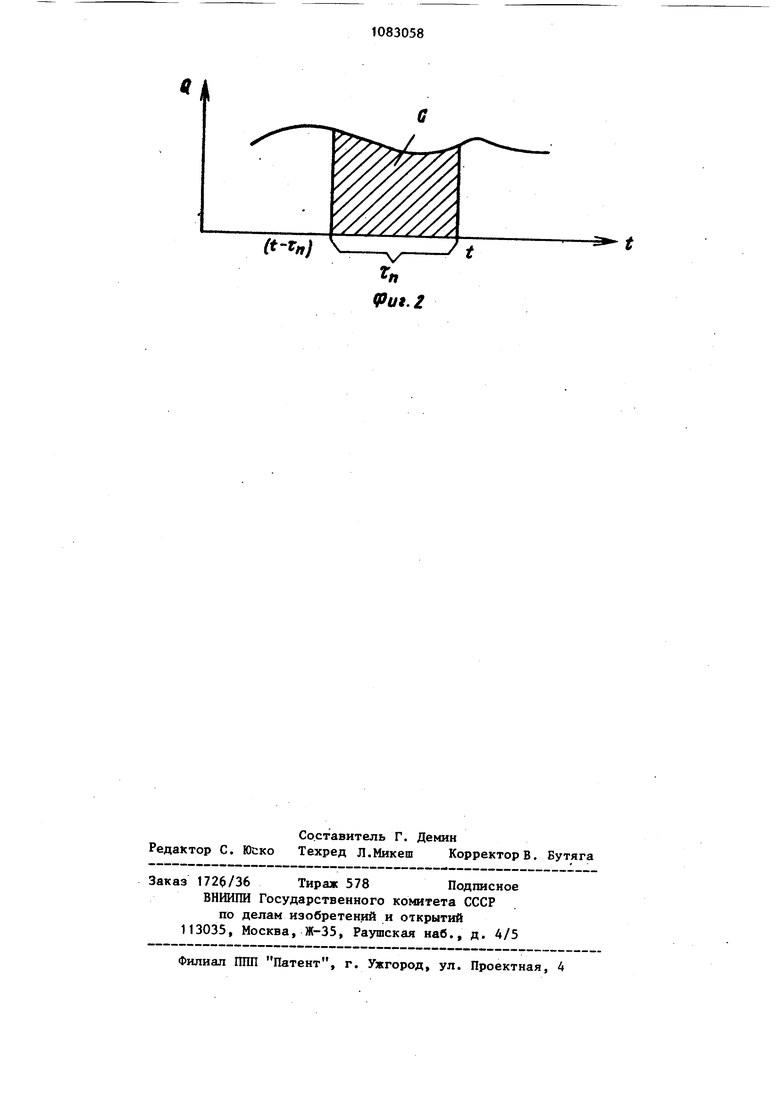
На фиг. 1 представлена блок-схе-. ма устройства, реализующего предлагаемый способ; на фиг. 2 - график изменения расхода материала в печь (Q) во времени t.
Устройство содержит вращающуюся печь 1, датчик 2 температуры в зоне обжига, регулятор 3, исполнительный орган 4, блок 5 задания, {датчики 6-8 высоты подъема материала (или температуры), блоки 9-11 запоминания, корреляторы 12 и 13, блоки
14 и 15 определения времени движения материала, блок 16 определения средней скорости- движения материала по печи, блок 17 деления, датчик 18 расхода материала в печь, интегратор 19.
Способ осуществляется следующим образом.
Регулирование температуры в зоне обжига осуществляет регулятор 3, крторый сравнивает сигнал температуры, поступающий с датчика 2, с заданным значением, пзступающим с блока 5 задания, и вырабатывает управляющий сигнал на исполнительный орган 4 подачи топлива.
Заданное значение температуры в зоне обжига изменяют по величинам средней скорости движения материала по зонам печи (Vд) и количества материала, находящегося в печи (G)
При увеличении (уменьшении) Vjv и(или) увеличении (уменьшении) G увеличивают (уменьшают) заданное знчение температуры в зоне обжига материала.
Для определения средней скорости движения материала Vд определяют скорости движения материала в нескольких, например в двух, зонах печи У, и
M-llV.).
Для определения V и V значения высот подъема материала (или температур) в первом (Н), втором (Н2) и третьем (Hj) поперечных сечениях печи, измеренные датчиками 7-8, например радиактивными (или термопарами), запоминают в бло ках 9-11. Корреляторы 12 и 13 по значениям , которые они выбирают из блоков 9-11 определяют взаимокорреляционные функции Rx(c )
)
Степень перехода борного ангидрида, %
91-92
Применение изобретения позволит повысить качество обжига, что повысит степень перехода борного ангидI
R,(t)H,(t-t)dt-, о
RiUbYJ i- zU-Odt,
где Т время наблюдения процесса; - переменный временной интервал;
t - текущее время. В блоках 14 и 15 по положению максимумов ) иК2(2) определяют времяс ц и движения материала от первого до второго и от второго до третьего поперечного сечения печи. В блоке 16 происходит расчет и У7/ц как частное от деления расстояния между первым и вторым сечениями печи на расстояния между вторым и третьим сечениями печи на , . В блоке 16 происходит также расчет Уд как среднего значения скоростей V;,j и Vjy.
Для определения количества материала G, находящегося в печи, сигнал с датчика 18 расхода подают на интегратор 19. В качестве предела интегрирования на интегратор подают также сигнал с выхода блока
17, где делят длину печи L на скорость движения материала V. На выходе интегратора 19 будет сигнал
G Odt
{-г„
Применен;:е способа позволяет
при изменении подачи топлива учитывать количество и скорость движения материала по печи, что обеспечит оптимальный тепловой режим в печи
и повысит качество обжига материала.
В таблице приведены результаты сравнения базового и предлагаемого объекта, пoJIyчeнныe по данным математического моделирования процесса обжига датолитовой руды.
91,5-93
Повышение на 0,5-1
рида на 0,5-1% и даст экономию в размере 0,5-1 руб/т выпускаемого бората кальция.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР по заявке № 3326537/22-02, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
